武汉合金镍螺栓(紧固件制造之表面处理工艺)
Posted
篇首语:前事不忘,后事之师。本文由小常识网(cha138.com)小编为大家整理,主要介绍了武汉合金镍螺栓(紧固件制造之表面处理工艺)相关的知识,希望对你有一定的参考价值。
武汉合金镍螺栓(紧固件制造之表面处理工艺)
表面处理是紧固件制造关键工序之一,是一种改变紧固件表面性能的处理工艺,其目的是给产品赋予防腐性能和美丽的外观,同时也可以提升紧固件的特殊性能,如涂覆附着性、导电性、焊接性、耐磨性、反射性、装饰性、绝缘性等。
本文 螺丝君,着重介绍了几种常用表面处理工艺特点和工艺参数控制要求以及镀/涂层设计等,可供技术人员设计参考。
紧固件常用表面处理有:镀锌(彩锌、黄锌、黑锌、白锌、蓝白锌和绿锌)、锌镍合金(银白色、彩虹色和黑色三种)、锌铁合金、镀铜、镀铬、磷化(防蚀)、发黑(氧化)、锌铝涂层(银灰色和黑色)、电泳等9种。
本文 螺丝君,主要介绍镀锌、锌镍合金、磷化(防蚀)、锌铝涂层和电泳等5种紧固件最常用表面处理工艺、镀/涂层特点、应用场合等。
01镀锌
1)颜色:
彩虹色、黄色、黑色、白色、蓝白色、绿色。
2)镀层特性:
a) 镀层表面硬度较高;
b) 中性盐雾试验可达120h左右;
c) 镀层耐热≤250℃;
d) 三价铬镀锌符合环保要求;
e) 加工成本适中。
3)应用范围:
主要应用于耐腐性能和外观要求不高的普通外露紧固件,可根据装配位置要求选择各种适合颜色。特别适合8.8级及以下螺栓或10级及以下螺母,包括不重要部位装配部位的10.9级螺栓。
02锌镍合金
1)颜色:
银白色、黑色、彩虹色。
2)镀层特性:
a) 中性盐雾试验720h;
b) 镀层耐热性较好,耐热≤250℃;
c) 镀层美观;
d) 加工成本较高。
3)应用范围:
主要应用于要求高耐腐蚀性能的外露8.8级和10.9级紧固件,特别适合在海洋气候下使用的紧固件。
03磷化
1)颜色:
黑色或黑灰色。
2)镀层特性:
a) 中性盐雾试验48~72h(带油);
b) 磷化膜均匀性好,对产品尺寸几乎无影响,有一定的耐磨性;
c) 特殊磷化膜具有一定的绝缘性能;
d) 耐热性≤150℃;
e) 膜层利于后期的涂装加工;
f) 加工成本适中。
3)应用范围,主要应用于:
a) 与油接触的箱体内的紧固件;
b) 对耐腐性能要求不高且与锁紧螺母配合的紧固件;
c) 对螺纹通规要求高的紧固件;
d) 后序有涂装要求的紧固件。
04锌铝涂层
1)颜色:
银灰色、光亮黑色、亚光黑色。
2)镀层特性:
a) 涂层耐热性≤300℃;
b) 中性盐雾试验480~720h;
c) 无氢脆风险;
d) 涂层硬度低,不耐磨;
e) 加工成本较高;
f) 涂层符合环保要求。
3)应用范围:
主要应用于耐腐性能要求较高,且装配不外露的高强度紧固件,特别适合汽车底盘部位的高强度紧固件。
05电泳
1)颜色:
光亮黑色。
2)镀层特性:
涂层具有光滑均匀、美观、硬度较高、附着力好、耐腐、耐冲击性能较好等优点。
3)应用范围:
有一定耐腐性能要求的外露紧固件、内饰紧固件。
01镀锌
镀锌按电解液分碱性和弱酸性两大类,碱性镀锌有无氰(锌酸盐)镀锌和氰化镀锌,酸性镀锌有氯化物镀锌和硫酸盐镀锌,无氰(锌酸盐)镀锌和氯化物(氯化钾)镀锌是紧固件常用的电镀工艺。
1)镀锌工艺流程
上料→化学除油→水洗→酸洗→水洗→镀锌→水洗→出光→水洗→钝化→热水洗→烘干→出料。
2)过程控制的工艺参数
⑴ 化学除油工序目的是除去产品表面油污,为镀锌做准备。槽液的主要材料有除油剂(粉),主要控制工艺参数为除油剂(粉)浓度、槽液温度、除油时间等。
⑵ 酸洗工序目的是去除产品表面氧化皮和浮锈,为镀锌做准备。槽液的主要材料为盐酸,主要控制工艺参数为盐酸浓度、酸洗时间、温度。
⑶ 镀锌
槽液的主要材料有氯化钾、氯化锌、柔软剂、光亮剂。主要控制工艺参数为电流密度、镀锌时间、槽液氯化钾含量、氯化锌含量、硼酸含量、温度、PH值。
⑷ 出光
工序目的是使镀层外面光亮美观。槽液主要材料有硝酸(硝酸/水30 ml/L)、盐酸(盐酸/水5ml/L),主要控制工艺参数为槽液硝酸含量、出光时间。
⑸ 钝化
工序目的是生成所需颜色的钝化膜。槽液主要的材料有硝酸、铬酐、硫酸,主要控制工艺参数为槽液浓度、钝化时间、槽液PH值。
02锌镍合金
1)锌镍合金工艺流程
上料→化学除油→水洗→浸蚀活化→水洗→镀锌-镍合金→活化→水洗→→钝化→水洗→封闭→干燥→出料。
2)电镀锌镍合金主要材料有:氢氧化钠、氧化锌、开缸剂、添加剂、光亮剂、镍溶液、盐酸等。过程控制参数可参见电镀锌工艺。
03磷化
1)磷化工艺流程
上料→预脱脂→水漂洗→脱脂→水漂洗→酸洗→水漂洗→活化→水漂洗→表调→磷化→水漂洗→热水洗→烘干→浸防锈油→出料。
2)过程控制的工艺参数
⑴ 预脱脂和脱脂
工序目的是去除产品表面油污。使用的主要材料为脱脂剂,主要控制工艺参数为脱脂剂浓度、槽液温度、脱脂时间、槽液PH值等。
⑵ 水漂洗
工序目的是去除残留在产品表面的残酸。使用的主要材料为自来水,主要控制工艺参数为漂洗时间、PH值。
⑶ 酸洗
工序目的是去除产品表面氧化皮和浮锈。使用主要材料为稀盐酸,主要控制工艺参数为盐酸浓度、温度、酸洗时间等。对于高强度紧固件产品,酸洗的盐酸浓度一般为5%~15%,酸洗时间≤2min。
⑷ 活化工序目的是活化黑化剂。使用的主要材料为稀盐酸,主要控制工艺参数为稀盐酸浓度、活化时间。
⑸ 表调处理
工序目的是增加活性,促使磷化膜的形成,加快磷化速度,同时提高磷化膜细腻程度。使用的主要材料为表调剂,主要控制工艺参数为表调剂浓度、表调时间、槽液PH值。
⑹ 磷化工序目的是在产品表面形成磷酸盐保护膜。使用的主要材料为磷化剂,主要控制工艺参数为槽液浓度、时间、温度、槽液游离酸度、总酸度。
⑺ 水洗、热水洗工序目的是去除产品表面电解质和杂质,提高耐腐蚀性。主要控制工艺参数为水洗时间和温度。
⑻ 烘干工序目的是让工件快速干燥,避免产品表面锈蚀和发黄。主要控制工艺参数烘干温度、时间。
上述工艺参数设定可参考所用材料相关生产厂家说明及产品工序加工质量来进行设定和调整。
04锌铝涂层
1)锌铝涂层工艺流程
⑴ 一底一面工艺:超声波清洗→抛丸处理→涂覆(底涂)→烘烤固化→面涂→烘烤固化→出料。
⑵ 二底一面工艺:超声波清洗→抛丸处理→涂覆(底涂1次)→烘烤固化→涂覆(底涂2次)→烘烤固化→面涂→烘烤固化→出料。
锌铝涂层涂覆次数是按产品盐雾试验要求来制定的,盐雾试验要求越高,涂层次数越多,但一般为三次。对于产品有摩擦系数要求或者防止装配过程中高温“咬死”现象时,一般需要进行面涂。
2)过程控制的工艺参数
⑴ 超声波清洗
工序目的是去除产品表面油脂和异物。过程控制脱脂槽液的NaOH浓度、PH值(最好清洗槽PH<8.5)、温度及干燥时间等。槽液PH值检测可以试纸或酚酞试剂进行检测。
⑵ 抛丸
工序目的是去除表面浮锈、氧化皮,同时增加表面粗糙度,利于后期涂覆加工。过程控制产品装载重量、抛丸时间、钢丸直径。对于螺距较小的产品,为提高抛丸质量和避免卡钢丸,可采用0.2不锈钢圆形和片状混合的钢丸。注意抛丸后的产品应在8小时内及时进行涂层涂覆加工。产品抛丸质量一般常用硫酸铜CuSO4测试方法进行检测。
⑶ 涂覆
工序目的是给产品上底或面涂料。过程控制产品温度(一般要求15℃﹤产品温度<35℃)、浸涂时间(约15~30s)、离心转速(20~40rpm)、离心时间(约20~45s)、离心速度(200~400rpm)。对涂液主要控制涂料的固含量、粘度和温度。
⑷ 烘烤固化
工序目的是使产品表面形成功能性涂层。过程控制烘烤温度(预烘烤区70~110℃,烘烤固化区温度根据涂料品牌确定。)、烘烤时间。这里应特别注意的是,固化温度必须低于被加工零件的回火温度,避免烘烤温度对产品机械性能的影响(如硬度)。
镀/涂层厚度是影响紧固件的耐腐性能和螺纹的旋合性的主要因素,在设计镀/涂层厚度时,除考虑耐腐性能要求外,还应考虑以下几点:
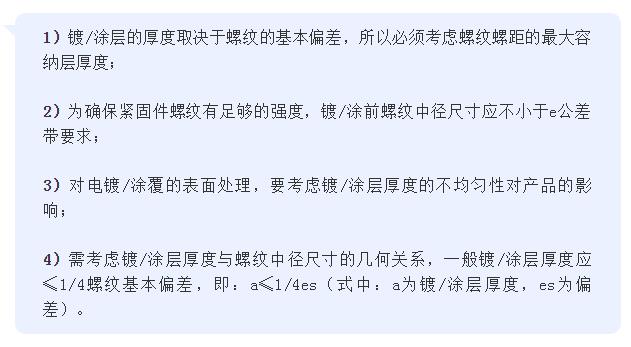
随着表面处理行业的技术提升,可以通过涂加封闭剂提高产品耐腐性能。所以镀/涂层厚度不一定非要设计的很厚,才能满足产品的耐腐性能要求。
因此,为了保证紧固件螺纹的旋合性和互换性,成品的螺纹精度常设计为:外螺纹为6h,内螺纹为6H。外螺纹紧固件镀/涂层厚度设计为8μm~12μm,内螺纹紧固件镀/涂层厚度设计为5μm~8μm。
对于紧固件镀/涂前的螺纹精度尺寸,需根据镀/涂层厚度,选择适合的螺纹公差带,常用的有:外螺纹为6g、6f、6e三个公差带;内螺纹为6H、6G两个公差带。
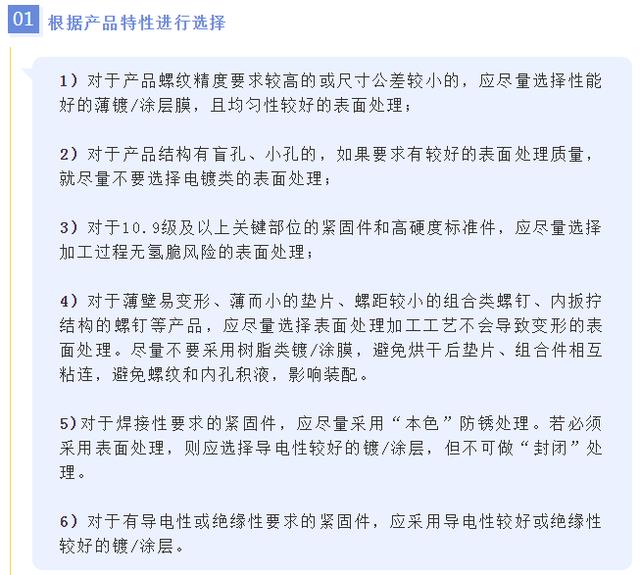
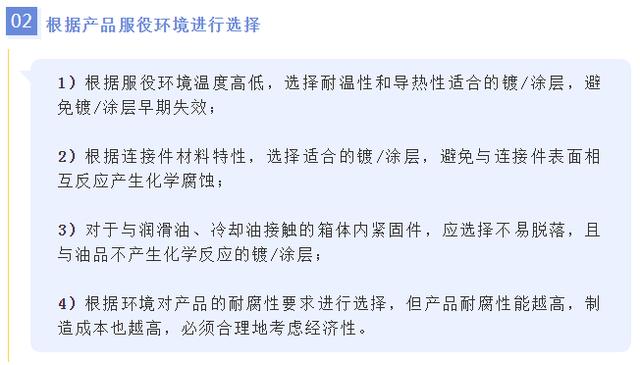
在选择紧固件表面处理镀/涂层时,须充分考虑紧固件自身特性的同时,还要考虑装配工艺、服役环境、加工成本等因素,这样才能合理选择紧固件表面处理种类。
在选择紧固件表面处理镀/涂层时,应根据紧固件常用各种镀/涂层的特点,同时充分考虑产品自身特性、结构特点、使用环境、耐腐性能要求等因素,同时,还需要考虑成本高低,尽量不要质量设计过剩。
今天的话题,就分享到这里,更多详情,请关注微信公众号:GAF螺丝君(GAF-luosijun)
相关参考
热镀锌螺栓和冷镀锌螺栓(镀锌、磷化、发黑、镀铬、等表面处理工艺,对紧固件该如何选择)
选择何种表面处理,是每一个设计者都面临的问题。可选择的表面处理类型很多,但原则只有一个”经济、实用”。由于几乎所有商业紧固件都是由碳钢、合金钢制成,一般的紧固件都希望能防止腐蚀,此外,表面处理的镀层必...
热镀锌螺栓和冷镀锌螺栓(镀锌、磷化、发黑、镀铬、等表面处理工艺,对紧固件该如何选择)
选择何种表面处理,是每一个设计者都面临的问题。可选择的表面处理类型很多,但原则只有一个”经济、实用”。由于几乎所有商业紧固件都是由碳钢、合金钢制成,一般的紧固件都希望能防止腐蚀,此外,表面处理的镀层必...
热处理氧化层去除方法(如何应对高强度螺栓热处理中脱碳现象分析)
高强度螺栓制造工艺中有一项工艺是为了提高紧固件的综合机械性能,这就是热处理工艺。这种工艺对高强度螺栓这种紧固件,尤其是高强度螺栓内在质量有着非常重要的影响。加工生产一个高强度螺栓,其工艺非常复杂,经过多道...
热处理氧化层去除方法(如何应对高强度螺栓热处理中脱碳现象分析)
高强度螺栓制造工艺中有一项工艺是为了提高紧固件的综合机械性能,这就是热处理工艺。这种工艺对高强度螺栓这种紧固件,尤其是高强度螺栓内在质量有着非常重要的影响。加工生产一个高强度螺栓,其工艺非常复杂,经过多道...
...钢铁材料:结构钢、铜、铝、铁、不锈钢、耐热钢、高温合金、精密合金、铬、锰及其合金等;钢管:碳素管、不锈钢管、合金钢管、黑管、镀锌管、镀铝管、镀铬管、渗铝管以及其他合金层钢管、无
...钢铁材料:结构钢、铜、铝、铁、不锈钢、耐热钢、高温合金、精密合金、铬、锰及其合金等;钢管:碳素管、不锈钢管、合金钢管、黑管、镀锌管、镀铝管、镀铬管、渗铝管以及其他合金层钢管、无
...合金结构钢。一般需要热处理才能满足使用要求。大多数紧固件由低碳和中碳结构钢、中碳合金结构钢和中碳优质合金结构钢制成。结构钢主要分为以下四类:1、调质
热镀锌螺丝哪里有(「标准紧固件」热镀锌螺栓的锌层厚度标准及测量方法)
...影响,为了防止螺栓表面磨损和腐蚀,会选择对螺栓进行表面处理,热镀锌处理是较为常用的一种。 二、螺栓热镀锌机理在各种保护钢基体的涂镀方法中,热浸锌是非常优良的一种。它是在锌呈液体的状态下,经过复杂的物理...
热镀锌螺丝哪里有(「标准紧固件」热镀锌螺栓的锌层厚度标准及测量方法)
...影响,为了防止螺栓表面磨损和腐蚀,会选择对螺栓进行表面处理,热镀锌处理是较为常用的一种。 二、螺栓热镀锌机理在各种保护钢基体的涂镀方法中,热浸锌是非常优良的一种。它是在锌呈液体的状态下,经过复杂的物理...
...护钢及其零件免受大气腐蚀,并且特别适合于标准零件和紧固件的批量生产。热镀锌紧固件具有以下特征:可获得厚镀层,并具有良好的耐腐蚀性;镀层附着性好,镀后可以进行适当的成型,焊接和涂装等加工处理。由于紧固件...