止付螺丝钻穿反面功深25(一篇文章教你螺丝、销钉、拔牙、顶针、导柱、氮气如何排布)
Posted
篇首语:学习这件事不在乎有没有人教你,最重要的是在于你自己有没有觉悟和恒心本文由小常识网(cha138.com)小编为大家整理,主要介绍了止付螺丝钻穿反面功深25(一篇文章教你螺丝、销钉、拔牙、顶针、导柱、氮气如何排布)相关的知识,希望对你有一定的参考价值。
止付螺丝钻穿反面功深25(一篇文章教你螺丝、销钉、拔牙、顶针、导柱、氮气如何排布)
目录
脱料设计标准
脱料排布设计标准

柱塞脱料设计标准

顶针脱料设计标准
螺丝、销钉、拔牙、顶针、导柱、氮气排布标准
模板布螺丝、销钉、拔牙的排布
顶针的排布标准
浮料顶杆设计标准
导柱导套排布
氮气排布原则
脱料排布设计标准
①下模成型翻边类脱料排布标准:
排布原则:选择重载,超重载的脱料。排布间距:80-100mm(参考值,详细得看产品形状适当来排布),分布要 对称,确保脱料平衡,如有出现扭角包,等卡料的地方,要优先排布脱料。脱料弹簧选用:红弹以上力。如型面是 异型的,顶针要做球头式。检查顶对应上模或下模仿型处位置不能顶半边或顶空。
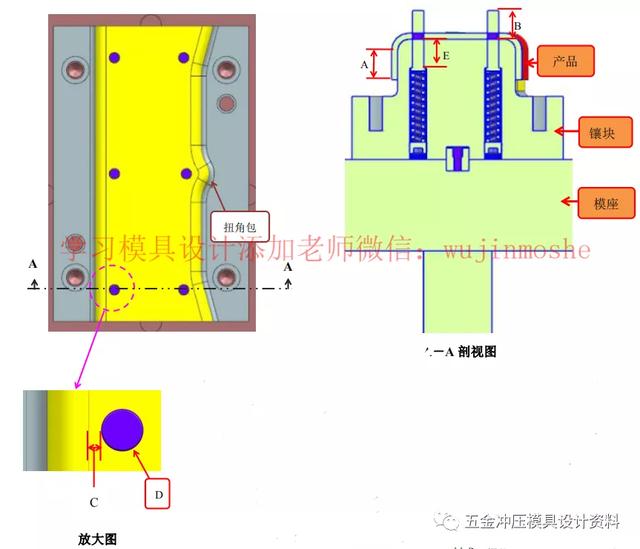
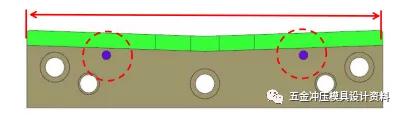
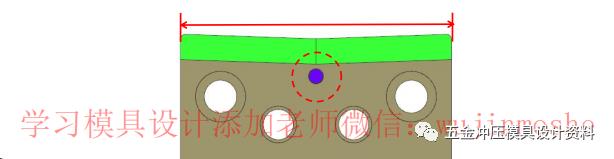
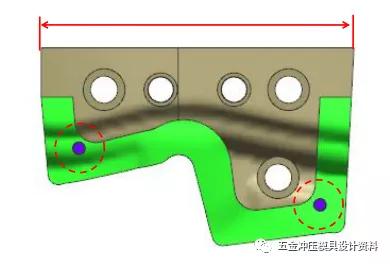
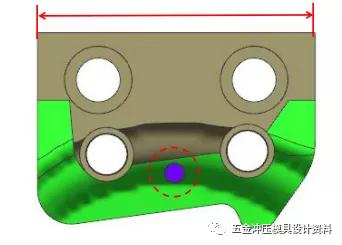
②钢板模防粘类脱料排布:
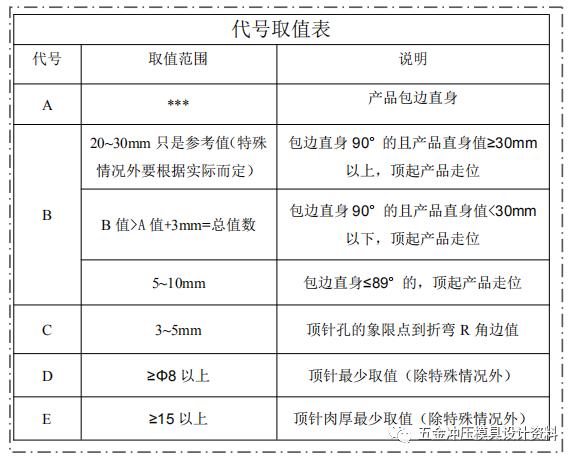
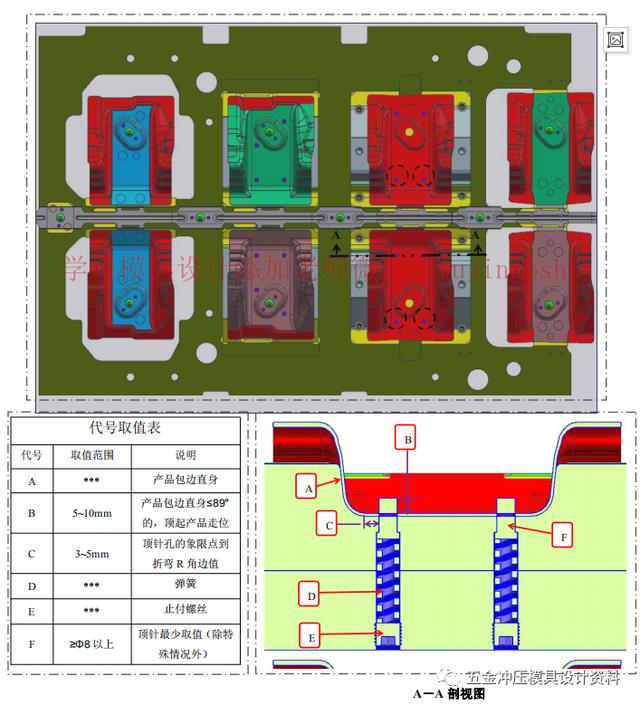
排布原则:排布位置脱料要平衡且选产品平面位置,防粘力大时,顶针排布间距可以适当放窄。双边包或全包 的直身 85°~90°,像这种顶针孔的象限点到镶块的折弯 R 角边留有 3~5mm,离镶块边越近越容易脱料。脱料弹簧 选用:红弹以上力。如型面是异型的,顶针要做球头式。检查顶对应上模或下模仿型处位置不能顶半边或顶空。
最后掉产品一定要加防粘顶针原则:
1)如型面是平面或没有包边的,选线弹;
2)如型面有 U 型包边或全包卡住的,选红弹(注意顶位置对应下模防型处不能顶半边或顶空);
3)如型面是异型的,顶针要做球头式;
4)根据镶块合理排布。
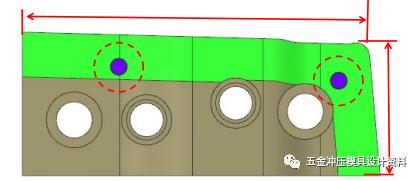
③铸件模成型站防粘类脱料排布:
排布原则:脱料排布位置要平衡且优先选产品平面位置,注意:避免选在功能面上防粘力大时。顶针排布间距可 以适当放窄。双边包或全包的直身 85°~90°,像这种顶针孔的象限点到镶块的折弯 R 角边留有 5~10mm,离镶 块边越近越容易脱料。脱料弹簧首选:重载≥M16 以上柱塞,板件铝料时选用轻载型号 PJL。检查顶对应上模或下模 仿型处位置不能顶半边或顶空。特殊情况顶在斜面 0~30°,建议选用 MISUMI-PJHZ 型号斜面用弹簧柱塞。
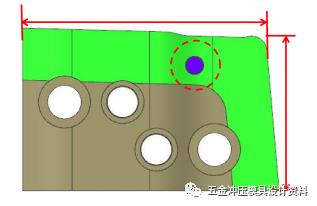
④铸件模切边站防粘类脱料排布
排布原则:脱料排布位置要平衡且优先选产品平面位置,注意:避免选在功能面上防粘力大时。防粘力大时,顶 针排布间距可以适当放窄。双边包或全包的直身 85°~90°, 像这种顶针孔的象限点到镶块的折弯 R 角边留有 5~10mm,离镶块边越近越容易脱料。脱料弹簧首选:重载≥M16 以上柱塞,板件铝料时选用轻载型号 PJL。检查顶 对应上模或下模仿型处位置不能顶半边或顶空。特殊情况顶在斜面 0~30°,建议选用 MISUMI-PJHZ 型号斜面用弹 簧柱塞
⑤铸件与钢件废料防粘类脱料排布:
排布原则:脱料位置排布要平衡、选容易卡料的地方、废料产品平面位置,如出现要先落的一端要先排布脱料, S 形、 8 形、Z 形、U 形、L 形、起伏落差大的废料,柱塞或顶针行程最少选用 10mm。根据废料形状适当排布,客 户没有要求时柱塞类:优先重载型≥M8 以上柱塞;顶针类:≥Φ6 以上线弹或黄弹(除特殊情况外)。
铸件类:
1)切单边长条型:尺寸:≥160mm 设置 2 个柱塞,间距设计在这个废料长度方向 2/3 范围且顶出平衡安装。
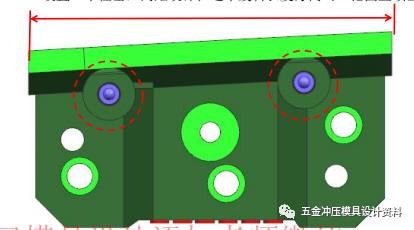
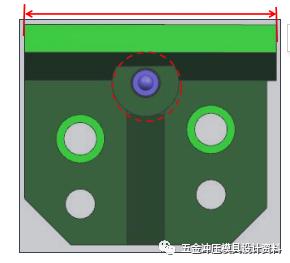
尺寸:<160mm 设置 1 个柱塞在这个废料长度方向顶出平衡中间安装。
2)切 L 型:
尺寸:≥80mm 设置 2 个柱塞,间距设计在这个废料长度方向 2/3 范围且选容易卡料顶出平衡安装。
尺寸:<80mm 设置 1 个柱塞,选 L 扭角处容易卡料且顶出平衡安装。
3)切 U 型:
尺寸:<80mm 设置 1 个柱塞在这个废料顶出平衡中间安装。

尺寸:≥80mm 设置 2 个柱塞,间距设计在这个废料长度方向 2/3 范围且选容易卡料顶出平衡安装。
4)切单边 L 长弯型:
设置 2 个柱塞,间距设计在这个废料长度方向 2/3 范围且选容易卡料顶出平衡安装。
钢件类:
注意事项:产品料厚≤3mm 所有排布顶针离刀口边距离最少:10mm 以上;(除特殊情况外)
产品料厚>3mm 所有排布顶针离刀口边距离最少:15mm 以上。1)切单边长条型:
尺寸:≥160mm 设置 2 个顶针,间距设计在这个废料长度方向 2/3 范围且顶出平衡安装。
尺寸:<160mm 设置 1 个顶针,在这个废料长度方向顶出平衡中间安装。
2)切 L 型:
尺寸:长≥80mm;宽≤50mm 时设置 2 个顶针,间距设计在这个废料长度方向 2/3 范围且选容易卡料顶出平衡安装。
尺寸:长<80mmX 宽≤50mm 时,设置 1 个顶针,选 L 扭角处容易卡料且顶出平衡安装。
3)切 U 型:
尺寸:≥80mm 设置 2 个顶针,间距设计在这个废料长度方向 2/3 范围且选容易卡料顶出平衡安装。
尺寸:<80mm 设置 1 个柱塞在这个废料顶出平衡中间安装。
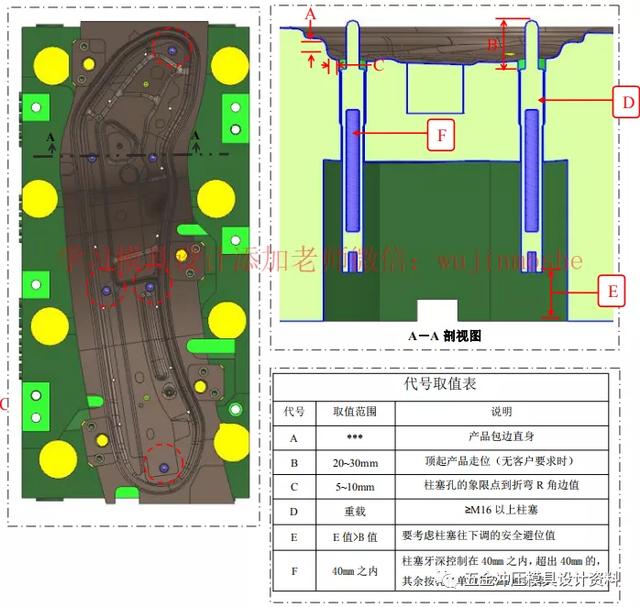
柱塞脱料设计标准
柱塞选用原则:翻边高度产品直身超过 30mm 且顶出行程 30mm 以上,材料厚度在 2mm 以上,不要用柱塞(除特 殊情况外),柱塞排布位置脱料要平衡且优先选产品平面位置,注意:避免选在功能面上。脱料力大时,柱塞排布间 距可以适当放窄。注意事项:
A.客户没有要求时,优先选用 MISUMI 品牌柱塞,根据镶块合理排布。
B.选用柱塞时要考虑:轻载重载还是超重载,顶出行程长度要高于产品防粘直身位。
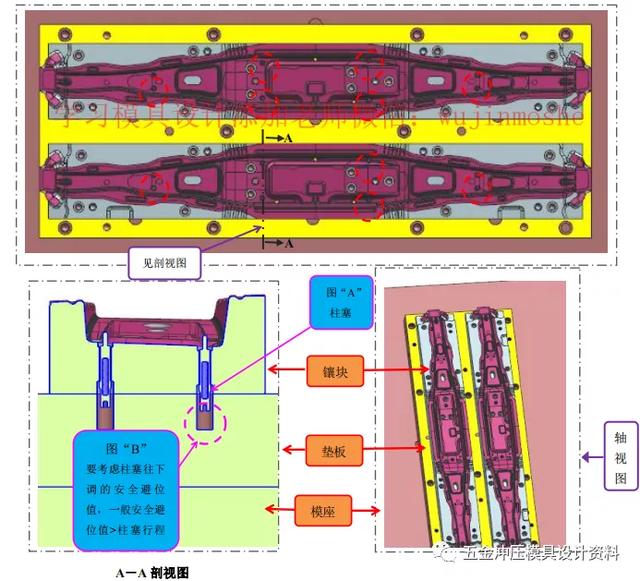
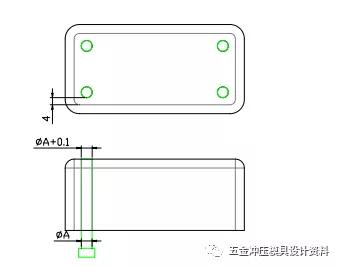
C.镶块柱塞牙孔深度为柱塞螺丝规格 3 倍,柱塞牙深控制在 40mm 之内,超出 40mm 的,其余按孔径单边加 3mm 避让掉。(详见图“A”)
D.检查柱塞顶出后是否会影响送料,检查柱塞对应上模或下模仿型处位置不能顶半边或顶空。
E.要注意做柱塞往下调的安全避位值。(详见图“B”)
F.特殊情况顶在斜面 0~30°,建议选用 MISUMI-PJHZ 型号斜面用弹簧柱塞。
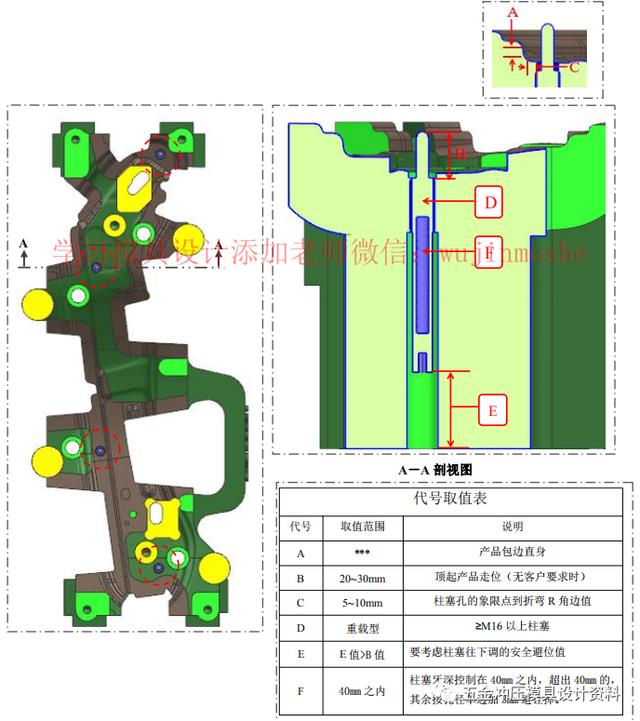
顶针脱料设计标准
顶针选用原则:产品翻边高度是双边或全包直身超过 50mm 以上,顶出行程 30mm 以上且材料厚度在 2mm 以上的, 选用红弹、绿弹脱料。顶针排布位置脱料要平衡且优先选产品平面位置,注意:避免选在功能面上。防粘力大时, 顶针排布间距可以适当放窄。注意事项:
A.客户没有要求时,首选中泰库存顶针,根据镶块合理排布顶针。
B.选用顶针时要考虑:弹簧轻载、重载还是超重载。重载最少要选用红弹以上力度,超重载最少要用绿弹或氮 气,顶出行程长度要高于产品防粘直身位。
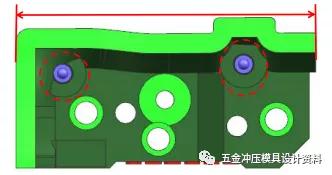
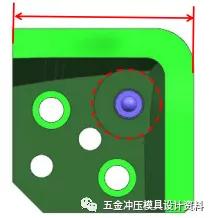
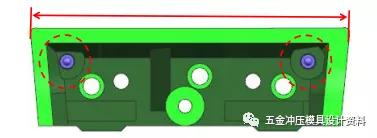
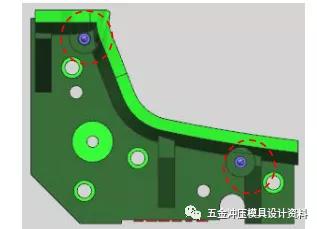
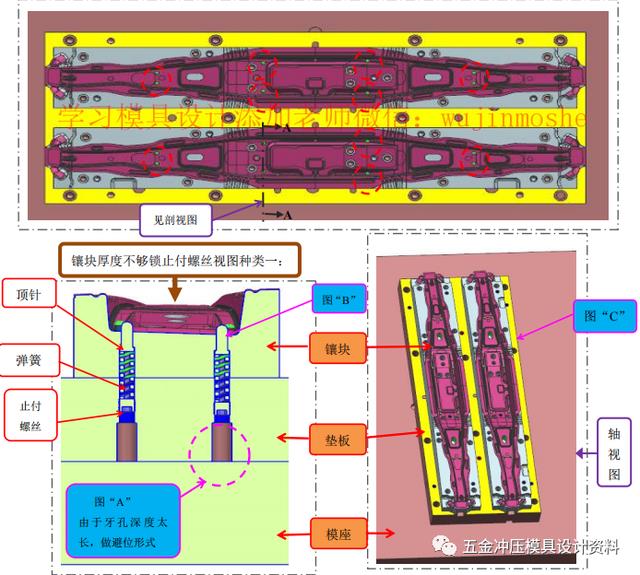
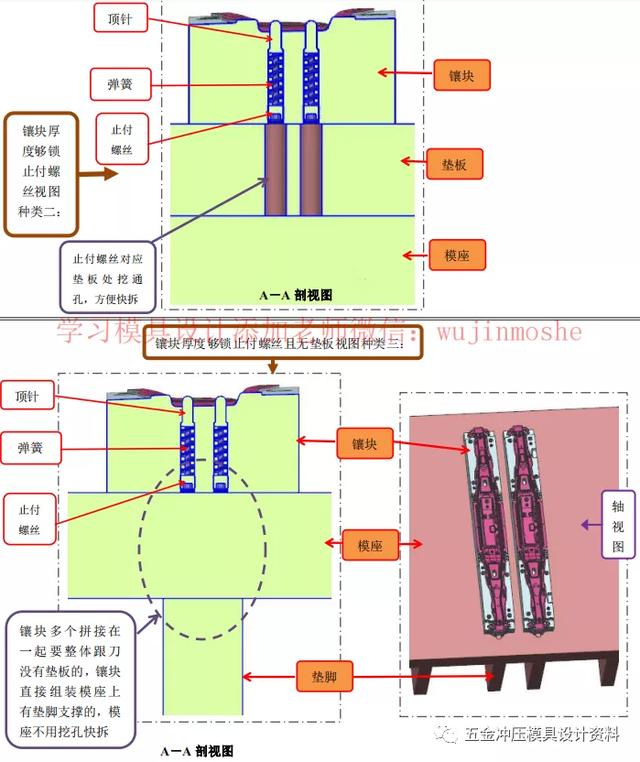
C.止付螺丝 牙孔深度尽量控制在止付螺丝规格两倍,其余的加沉头避让,方便攻牙。(详见图“A”)
D.有异型面的,顶针要做成球头式。(详见图“B”)
E.镶块多个拼接在一起要整体跟刀,有垫板的,顶针设计成从垫板背面拆装(只拆垫板,不拆模座,方便装配组装)(详见图“C”)
F.检查顶针顶出后是否会影响送料,检查顶针对应上模或下模仿型处位置不能顶半边或顶空。
模板布螺丝、销钉、拔牙的排布标准
模板布螺丝、销钉、拔牙的排布要求:
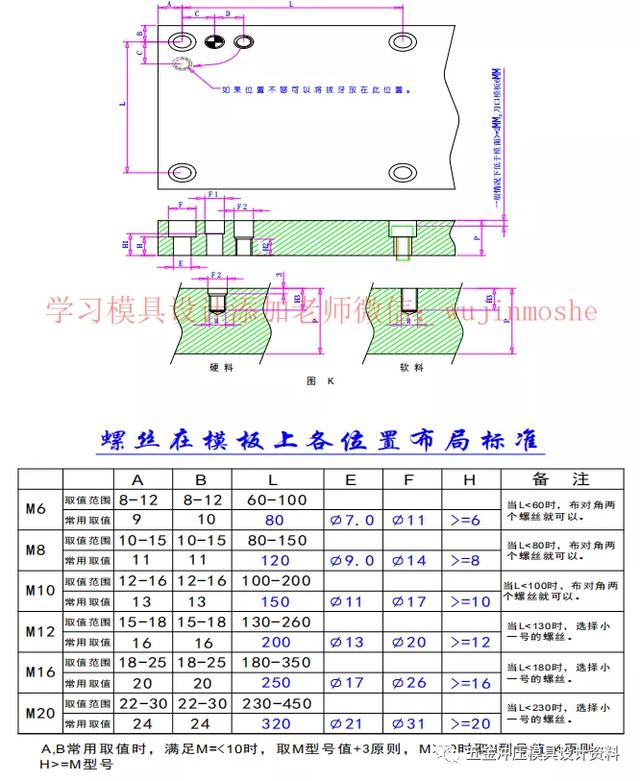
1:螺丝取值标准:
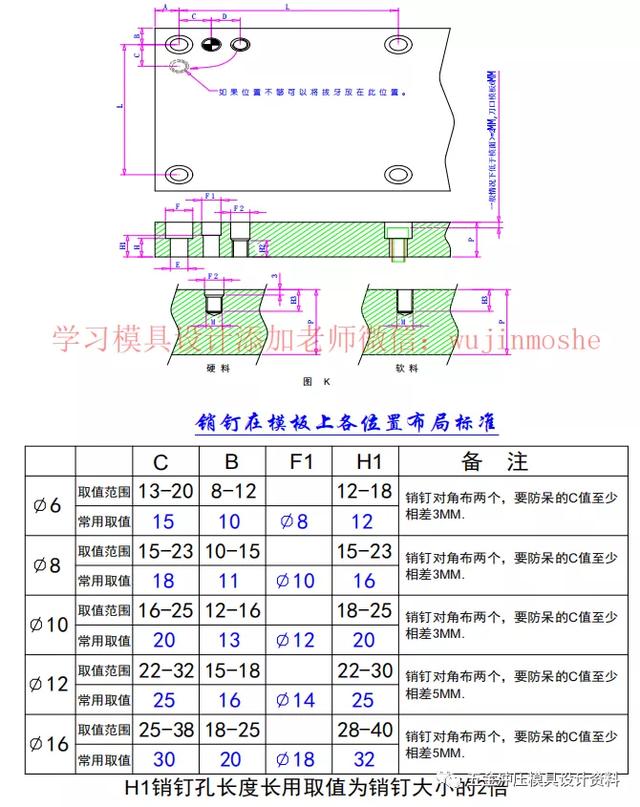
2:销钉取值标准:
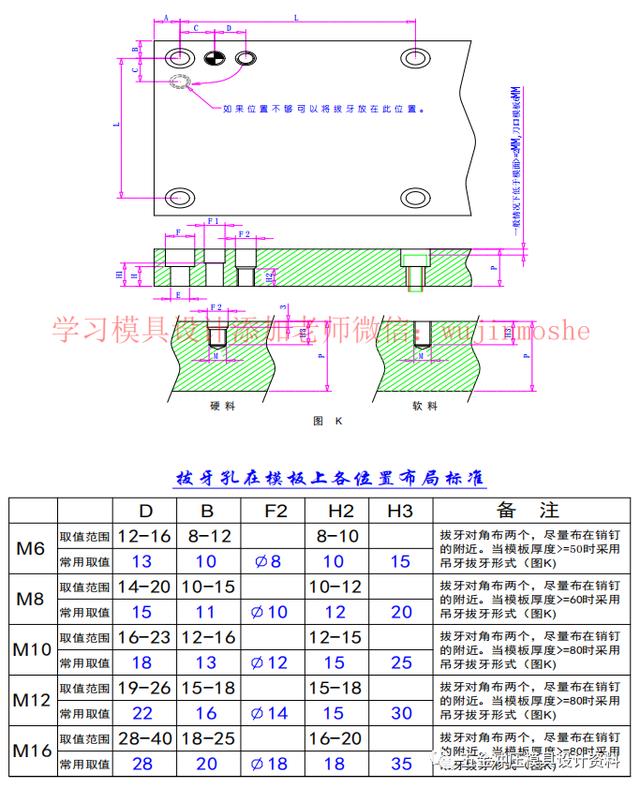
3:拔牙取值标准:
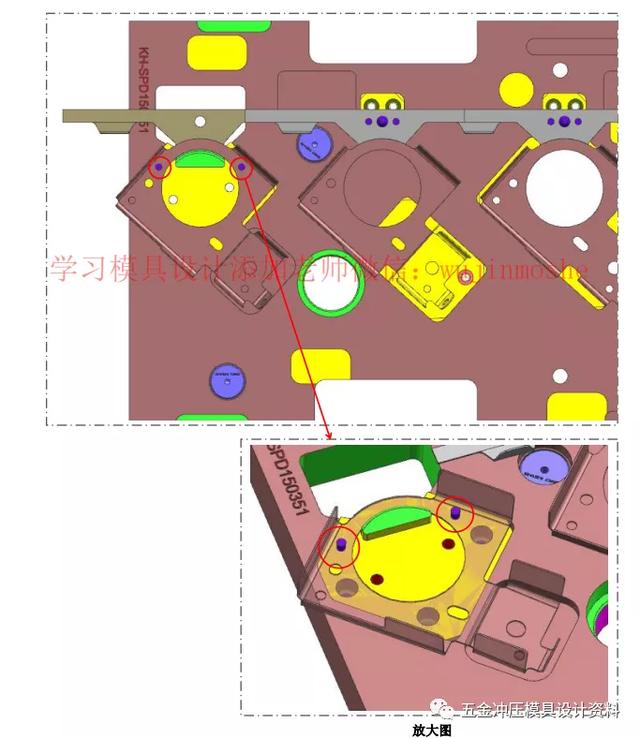
顶针的排布标准:成型公脱料顶针的设计标准:顶针排布时,顶针孔的象限点到成型公的折弯表留 有 3~4mm,离成型边越近越容易脱料,顶针排布时尽量排布在成型区域附近比较容易卡料的地方,抬料区域分布要 对称,保持平衡顶料,防止单边受力,顶针孔单边+0.05MM 间隙,保证顶针顺利浮动。
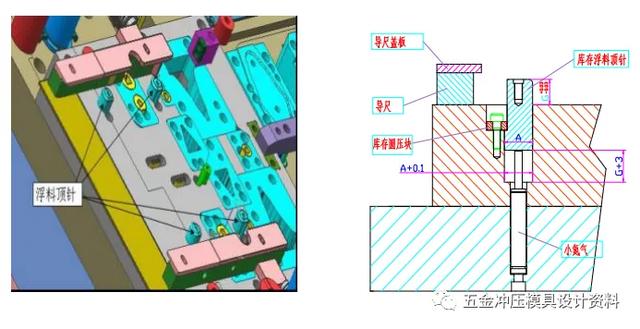
浮料顶杆设计标准:顶针及压块选用中泰库存件相应规格进行设计,保证开模时压块不受力,来设 计顶料高度,顶针孔单边+0.05MM 间隙,保证顶针顺利浮动,顶杆排布时要对称均匀排布,保持料带受力平衡, 避免单边抬料,导致送料不顺畅。
导柱导套排布
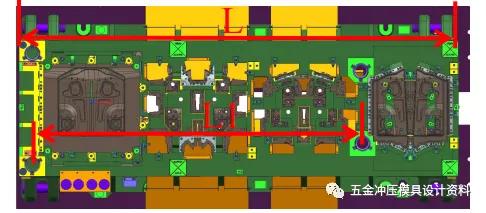
①导套导柱排布尽量放在四个角上,L1 大于 2/3L,大于 4 米需要设计 6 个导柱;
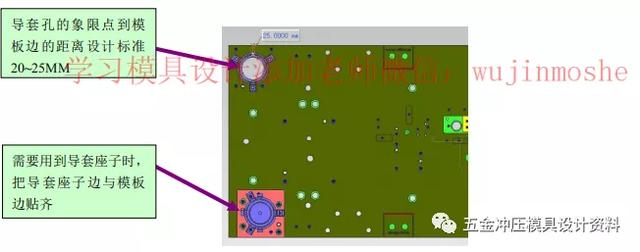
②钢板模导套象限点到边的标准:钢板模导套的排布标准:为保证模板的强度,又不造成材料的浪费,导套孔的象限点(导套孔到模板的最近点) 到模板之间的距离范围要求在 25-30MM 之间,有选用导套座子的直接把氮气座子贴齐模板边。
③铸件模导套象限点象限点:铸件模导套的排布标准:为保证模板的强度,又不造成材料的浪费,导套孔的象限点(导套孔到模板的最近点) 到铸件边之间的距离范围要求在大于等于 40MM;
氮气排布原则
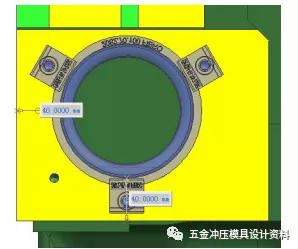
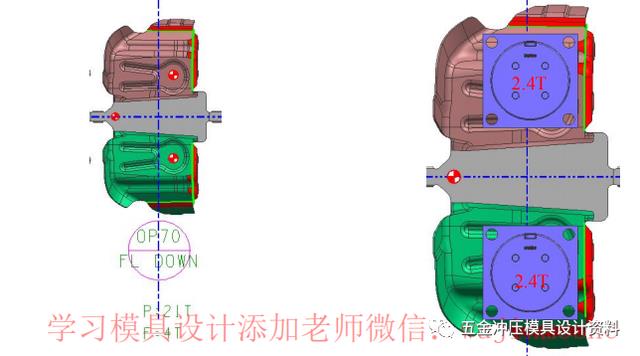
①成型/翻边工站,需要压料力的位置需要单站给足工艺提供的压料力 F 值,如图 OP70 成型力 21T,压料力 4T, 则需要在每个产品上放 2T 的力,综合位置和产品大小选择接近 2.4T 氮气;
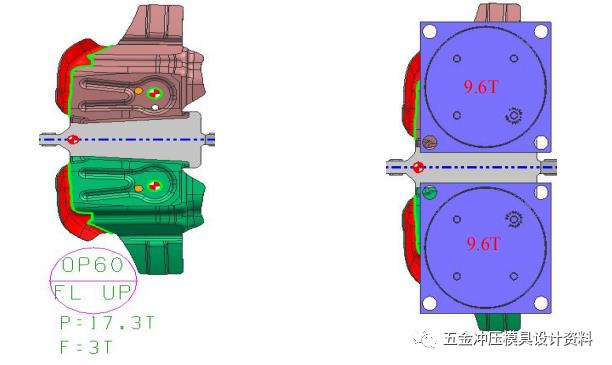
②当连续模有向上成型用脱料板成型时,上模的初始力一定要大于下模的终止力加材料的成型力(防止在成型过程 中脱料板回顶,使料带变形;如图 OP60 向上翻边,下模压料力 F 值 3T,上模脱料板的力需要成型力 17.3T 加上 3T=20.3T,根据位置和产品大小,选择 9.6T* 2=19.2 氮气接近 20.3T,有大氮气布置的脱料板首选分板设计,不能 分板的需要考虑脱料板两边力的平衡;
③导柱边上需要设计氮气,利于脱料板开模平衡,当内部氮气都布置完成,导柱排布完成,氮气离导柱较远时,需要 设计平衡氮气,氮气选 1T,
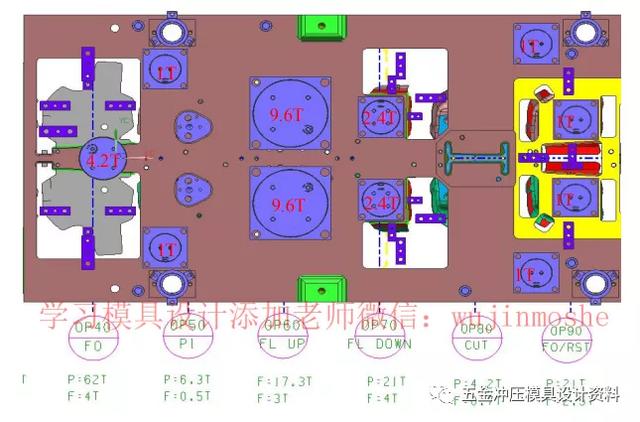
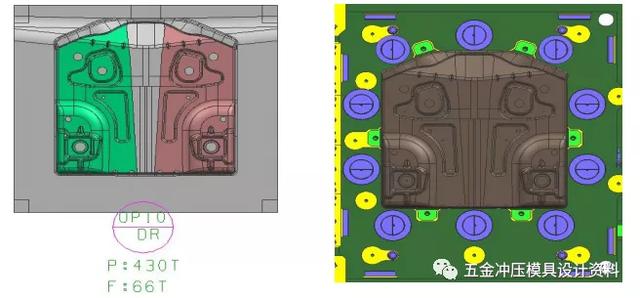
④铸件模拉伸时尽量靠近拉伸分模线,前后左右对称平均,如图 OP10,成型力 66T,结构再分模线四周排布 6.6T*10=66T 氮气

(以上资料仅供参考!!)


实际操作过程中,大家遇到什么问题,可以私聊小编,解答/分享
相关参考
止付螺丝取出方法(【五金模具小技巧分享】上模T型打杆+弹簧+止付螺丝模块设计)
视频加载中...【五金模具小技巧分享】上模T型打杆+弹簧+止付螺丝模块设计更多视频交流请加VC:15622974231
生活中,常常提到螺栓、螺钉、螺丝等,那它们的区别是什么呢?其实,标准的说法是没有螺丝和螺帽的。螺丝是俗称,带有外螺纹的都可称为"螺丝"。螺母的外形通常为六角形,内孔为内螺纹,用来与螺栓配合,把紧相...
生活中,常常提到螺栓、螺钉、螺丝等,那它们的区别是什么呢?其实,标准的说法是没有螺丝和螺帽的。螺丝是俗称,带有外螺纹的都可称为"螺丝"。螺母的外形通常为六角形,内孔为内螺纹,用来与螺栓配合,把紧相...
紧定螺钉有时称为紧定螺钉、内六角紧定螺钉或平头螺钉。它们是一种螺纹紧固件,最常用于将组件固定到位。这通常意味着将两个或多个松散部件彼此固定,例如通过将一个部件紧紧地保持在第二表面上(或内部)。一个组件...
车牌螺丝拆卸过程:1、拆除车牌螺丝要使用到一把一字改锥、一把十字改锥以及一把角磨机。2、插上角磨机电源,然后双手握住角磨机的手柄,右手打开角磨机的开关,将车牌上的螺丝帽用角磨机切一道直口.注意,切的时候一...
紧定螺钉有时称为紧定螺钉、内六角紧定螺钉或平头螺钉。它们是一种螺纹紧固件,最常用于将组件固定到位。这通常意味着将两个或多个松散部件彼此固定,例如通过将一个部件紧紧地保持在第二表面上(或内部)。一个组件...
植物瓶子(一个塑料瓶一颗螺丝,教你做自动浇花器,再不担心花草没人浇水了)
...。今天大魔王跟大家分享一个方法,用一个塑料瓶加一颗螺丝钉来自制自动浇花器,一起跟着妙招来看看。朋友们大家好,欢迎观看【比克大魔王】生活小妙招,用简单的方法,帮助大家解决生活中的烦恼实用系数:★★★★★...
梅花槽螺丝(不了解“螺丝”,一篇文章带你熟悉螺丝知识,图文并茂)
螺丝的有关术语1.螺丝、螺母、螺帽、螺栓、螺钉、螺柱的区别:标准说法是没有螺丝和螺帽的。螺丝是俗称,带有外螺纹的都可称"螺丝"。螺母外形通常为六角形,内孔为内螺纹,用来与螺栓配合,把紧相关件。螺帽是俗称,...
教你无螺丝刀拧小螺丝(带灯的拆家小能手,wowstick双动力电动螺丝刀这样拧螺丝)
拧螺丝是太过寻常的事情了,可以说每一个男同胞都有过的经历,不管是在家中或工作之中,当需要连接两个物体时,首先想到的莫过于使用胶水和螺丝(螺钉)了,不过论两者的牢靠程度,螺丝更胜一筹。拧螺丝太容易本是一...
汽车上的塑料膨胀螺丝怎么拆卸(告别暴力拆卸,不同轴承不同对待,教你如何正确拆卸轴承)
轴承在运行一段时间后,难免会有维护或者损坏更换的需求,怎么拆卸却是个问题。轴承的拆卸是要与安装时一样的仔细进行。使用规定的轴承拆卸工具,注意不损伤轴承及各零件,特别是过盈配合轴承的拆卸,操作难度大。所...