模橡胶成型机(【干货分享】自上而下的轮胎成型机焊接结构三维建模方法研究)
Posted
篇首语:宁打金钟一下,不打破鼓千声。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模橡胶成型机(【干货分享】自上而下的轮胎成型机焊接结构三维建模方法研究)相关的知识,希望对你有一定的参考价值。
模橡胶成型机(【干货分享】自上而下的轮胎成型机焊接结构三维建模方法研究)
本文根据软控股份轮胎成型机的三维模型设计过程,在保证企业设计规范和方便设计数据检入PDM系统的要求下,提出了采用装配体“自上而下”和布局设计的方法进行成型机焊接结构的设计方法与流程,对提高成型机设计工作的效率和质量有一定的意义。
前言
钣焊结构在橡胶机械设备中占的比重非常大,钣焊结构的设计也成为了工程师们比较关心的问题。作为橡胶机械装备行业排名位列全球第二、国内第一的软控股份有限公司,其主打产品成型机大部分都是焊接件。以前在设计钣焊结构的时候都是采用传统的结构设计方法,即建好每个单件然后进行装配。这种方法最大的缺陷就是不能更好地实现整体方案的设计。采用SolidWorks来设计成型机设备,其中关键问题之一就是如何更好的实现焊接结构的自上而下设计和布局设计。本为以软控成型机设计为实例,说明在成型机钣焊设计中如何贯彻“自上而下”的三维建模思路,这对提高成型机设计工作的效率和质量有一定的意义。
一、SolidWorks常规焊件建模方法
常规的SolidWorks焊件建模是在零件环境下采用多实体的方法来实现的。这样设计的每一个焊接单件彼此存在关联性,只需要修改布局草图尺寸即可修改焊接单件,且与之相关联的焊接单件自动链接修改。而且这种设计方法可以方便利用SolidWorks焊接模块功能进行【剪裁】、【计算切割长度】等功能。在设计完成后可以自动的计算焊接型材单件的下料尺寸计算。
二、软控焊接结构设计方法
国内企业在焊接建模方面有特定的要求和规范,软控股份有限公司同国内大部分企业一样,其中焊接结构的每一个单件必须要出单件下料图。这就要求焊接结构必须是一个装配体而不是一个零件下的多实体。
1、采用SolidWorks自带建模方法
在常规焊接方法的基础上,即通过SolidWorks焊接模块来设计焊接结构后,需在装配体树上的【切割清单】右键选择【保存实体】弹出【保存实体】属性对话框,如下图所示:
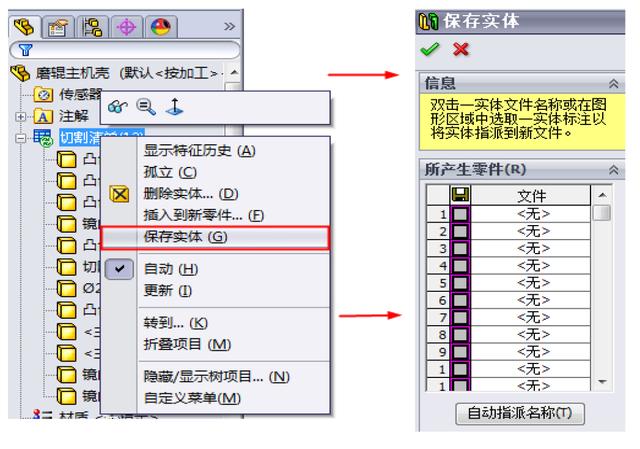
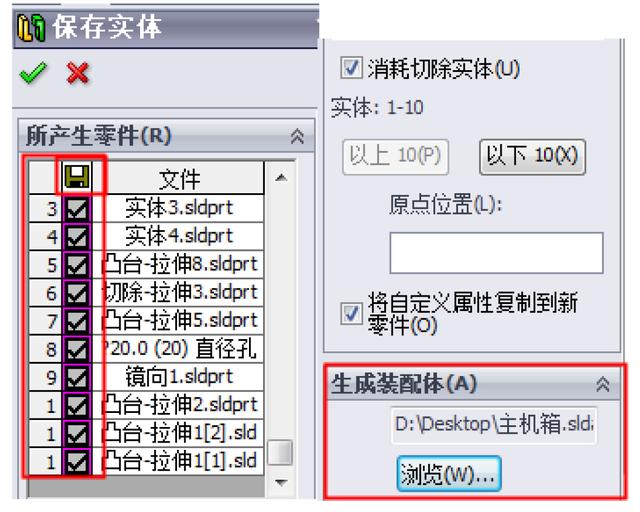
选中所有的实体,然后在下方【生成装配体】标题框中浏览装配体保存位置以及给装配体指派名称。即可把零件和零件下的多实体文件保存成装配体以及装配体下的零件文件。修改时要修改零件文件,从而装配体文件也会链接自动修改。如下图所示:
这种方法在保存装配体或检入PDM时都需要把原始设计零件的多实体进行保存或检入PDM,这样在修改装配体时就不能对装配体下的零件直接做修改,只能到原始引用的零件多实体中进行修改,操作繁琐,非常不方便。
2、 采用装配体自上而下设计焊接结构
2.1、焊件建模前准备工作
2.1.1 选项设置
(1)模板的制定:指定所有的软控公司要求的模板。
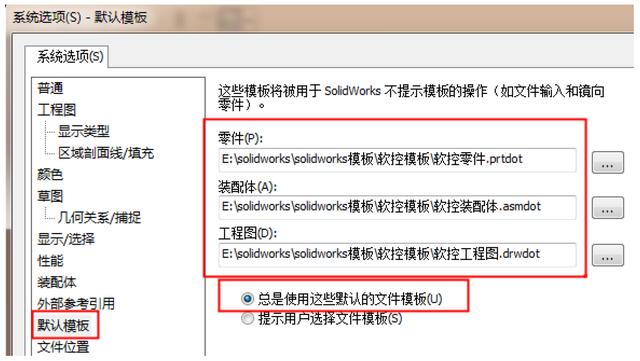
(2)选项的设定:【默认模板】全部选择软控的模板,并且选择【总是使用这些默认的文件模板】。如下图所示:
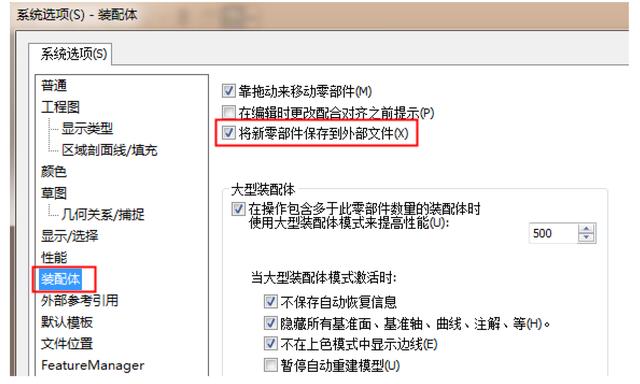
选择【装配体】-【将新零部件保存到外部文件(X)】复选框,保证了在装配体中插入新零件后直接提示用户选择保存位置以及指派文件名。如下图所示:
2.1.2型材库建立
使用软控零件模板新建一零件,选择一基准面绘制草图。如下图所示:
提示:每条线上加的中点为了后续指定焊接结构框架线可以通过这些点。

保存此草图为特征库格式。保存名称为此焊接轮廓的规格名称。点击【保存】按钮后后弹出一对话框,然后点击【否(N)】。如下图所示:
提示:如点击【是(Y)】,草图将被自动删除。

在特征树下的草图右键选择【添加到库】,在特征树的草图图标会显示为草图特征库的图标,而特征树顶层零件也会显示为库零件的图标。然后再点击【保存】。草图库文件建立和保存完毕。如下图所示:

在硬盘任意磁盘下(建议和SolidWorks模板放在非系统磁盘目录下)依次建立【型材库文件夹】-【标准文件夹】-【型材类型文件夹】。将刚保存的100X100X5.SLDFP文件复制粘贴到【型材类型文件夹】中。如下图所示:

库位置的指定:找到【选项】-【系统选项】-【文件位置】-【焊件轮廓】添加【软控型材库】位置。如图所示:

2.2 自上而下焊件建模方法
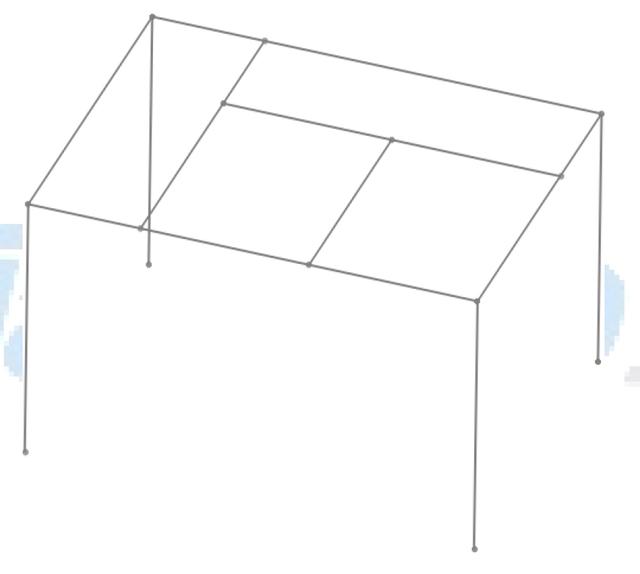
用软控装配体模板新建一装配体,作为焊接部套的装配体文件。然后再装配体下三个面可以建立三个方向的布局草图。如下图所示:
在【装配体】工具栏上选择【插入零部件】-【新零件】-选择新零件保存位置(一般和装配体保存的位置相同)给新零件指派名称。然后选择装配体的基准面和模型面并在此面上自动创建一草图,并且新零件的前视基准面和选择装配体的面自动添加【在位配合】。
提示:(1)对于选择装配体面来创建【在位配合】,原则选择装配体的面最好都是装配体前视基准面,这样保证零件的装配位置和装配体原点一一对应。
(2)对于新建的零件自动创建的草图默认是新零件的前视基准面。对于设计人员来说这个面不一定合适。当自动在新零件的前视基准面新建草图后,设计人员可以退出此草图,在需要的面上新建一张草图。
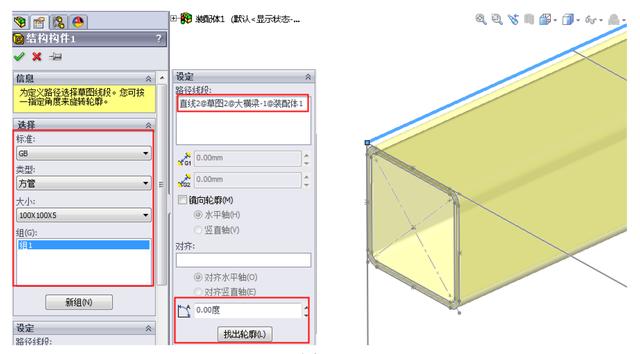
在编辑新零件下,选择合适的基准面把布局草图中需要的线【实体引用】到当前草图平面上,然后退出草图。选择【焊件】工具栏中的【结构件】,选择相应的【标准】-【类型】-【规格】。然后再属性数下方找到【找出轮廓】按钮,选择让草图线需要通过焊接轮廓的哪个点即可。如下图所示:
对模型进行其他特征的建模,如拉伸切除。如下图所示:

依次类对其他焊接单件进行建模。如下图所示:

2.3 采用自上而下设计的优势
采用这种自上而下设计焊件的优势在于可以通过控制布局草图尺寸来控制焊接单件尺寸,既实现了国内常用的出焊接件单图的要求,又实现了自上而下的设计要求和设计数据检入PDM的流程要求和操作习惯。
三、结语
上面介绍了成型机设备如何通过多实体方法和焊自上而下装配体方法来建立焊接结构。此外还有设计人员常用的自底向上的装配体方法。这几种种方法没有对和错的区别,只有哪个方法时最适合我们的设计规范和管理要求。这些设计方法都要做到灵活应用。
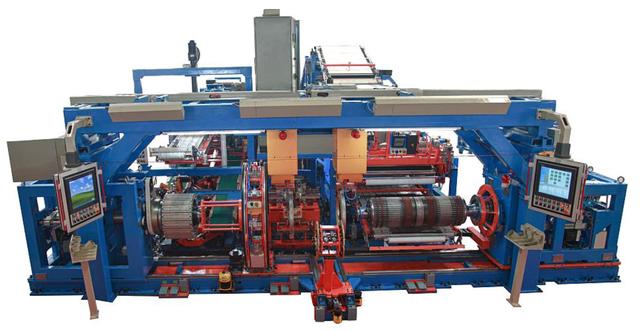
实际上,通过上述方法,SolidWorks的使用在软控也取得了巨大的成功,带来的高效和快捷使得软控技术人员很快完成了由二维设计平台向三维设计平台的转化,并有效地提升了工程师的工作效率和工作质量。软控在采用SolidWorks后成功开发了生产高性能轿车轮胎的一次法成型机LCZ-J1422A,产品交付客户后测试:235/45R17轮胎,可实现单循环51秒,班产量435条,均匀性RFV径向力均值达到6.37Kg,各项指标达到国际先进水平,填补了国产一次法轮胎成型机的空白。

相关参考
<
橡胶开炼机滚筒的材质(混炼、压延、成型、硫化全部流程解析轮胎是怎么炼成的)
...R轮胎的重要制造工艺如下: [混合] 固特异轮胎与橡胶中的多达30种原材料混合,原材料的比例取决于轮胎的性能目标。 它由几种类型的橡胶,填料和其他材料组成,这些材料在称为班伯里密炼机的巨型混合器中混合...
...品。塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。模具的结构虽...
款吹塑瓶(吹塑模具设计,橡胶模,玻璃模,陶瓷模,粉末冶金模你不知道都有)
...型模(挤塑,吹塑,注塑,压塑,气辅,真空吸塑等),橡胶模
快速油压整形机(吹塑模具设计,橡胶模,玻璃模,陶瓷模,粉末冶金模你不知道都有)
...型模(挤塑,吹塑,注塑,压塑,气辅,真空吸塑等),橡胶模
橡胶压胶机(6类模具,30种具体模具设计,50页PPT介绍模具结构、设计和计算)
模具设计概述模具种类冲压模、塑料模、橡胶模、锻造模、铸造模、粉末冶金模。30种具体模具冲压模具:普通冲裁模、级进模、复合模、精冲模、拉深模、弯曲模、成形模、切断模;塑料模具:热塑性塑料注射模、热固性塑料...
...将混炼胶通过压延机压制成胶片的方法叫压延成型。有些橡胶制品(如轮胎、胶布、胶管等)所用纺织纤维材料,涂上一层薄胶,涂胶工序一般也在压延机上完成。纤维材料在压延前需要进行烘干和浸胶,烘干的目的是为了减少纤...
模具的功能与分类(6类模具,30种具体模具设计,50页PPT介绍模具结构、设计和计算)
模具设计概述模具种类冲压模、塑料模、橡胶模、锻造模、铸造模、粉末冶金模。30种具体模具冲压模具:普通冲裁模、级进模、复合模、精冲模、拉深模、弯曲模、成形模、切断模;塑料模具:热塑性塑料注射模、热固性塑料...
妈妈们是否有着这样的困扰?在用餐时,小朋友有时候也会有小情绪,会摔东西,或不小心打翻了餐具。宝宝吃饭难搞定,总是要这个要那个,普通碗盘常被摔,买碗就花了不少钱。宝宝吃饭是个大学问,想要培养宝宝独立吃饭...
橡胶充气芯模@橡胶气囊制作工艺橡胶充气芯模从工艺上来说,早期生产的充气芯模工艺全部是冷粘工艺,后来在不断的实践过程中,冷粘工艺慢慢的被热压硫化一次成型的工艺取代了,但是还有部分厂家在使用这个工艺,因为...