模切刀锋角度计算公式(蚀刻模、雕刻模、QDC模,三大模切刀模的全面介绍)
Posted
篇首语:粉丝对我来说都是浮云,所以我很喜欢多云的天气。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模切刀锋角度计算公式(蚀刻模、雕刻模、QDC模,三大模切刀模的全面介绍)相关的知识,希望对你有一定的参考价值。
模切刀锋角度计算公式(蚀刻模、雕刻模、QDC模,三大模切刀模的全面介绍)
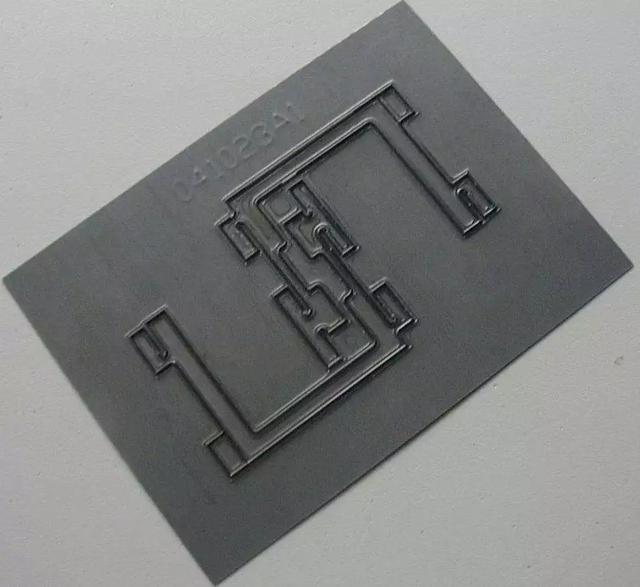
蚀刻模
模具主要特性是模具无接刀口,模具精度高,使用寿命比激光模高,模具精度高(0.05mm),模切加工过程中产品尺寸稳定,模具存放过程中保养要求简单,长期存放不会影响产品尺寸.可以按产品加工工艺要求设计刀锋角度与刀高,模具的平整高(正负0.03mm)可以应用于QDC模中和各种五金模架内的安装。
特殊刀锋蚀刻模
主要指做镜片处理与做抛光加工或特氟龙处理等。此类刀模主要应用于:客户产品加工侧面要求较高,切口平滑,易回粘的材料,不易排废的产品,与一些特殊工艺相结的产品。
电子薄膜蚀刻刀模:
主要是冲切电子产品内部一些精密的小辅件保护膜。冲切这类产品精密度要有非常高的要求。由于本身材料的特殊,这类产品同样要求也非常高,对于这类产品需要根据材料的特性而设计刀模。除了精度要达到0.03至0.05mm外,对整个刀模的平整度,冲切的光滑度都有着高标准。
雕刻模
雕刻模具主要特性:模具使用的材料硬度高(HRC54-60)模具寿命长(切同种材料是蚀刻模的3倍)、产品可以实现自动清废、可以采用多种退料的方式、可以按产品品质要求制作出不同刀锋角度,以实现完美模切,可以在刀高方面做多种刀高(0.5-6MM),模具可以返回原厂返修(一般模具可修3次),返修后等同新模一样,模具的精度高(正负0.015MM)
普通雕刻模
此类雕刻模是一般的雕刻模。其主要特性没有清废孔,也不做镜片处理。
适合双面胶,FPC软板,商标、绝缘纸、0.2以下PET片。防尘网等模切,针对产品的量大并且是长期加工的产品。
落料雕刻模
落料雕刻模主要分为以下这两种:
1.全切排废雕刻模:主要针对的是比较容易落料的原材料进行模切。(如胶片类、厚度超过0.2mm的软材料如脂类或胶片类材料)
2.半切排废雕刻模:主要针对的是双面胶和其他材料的模切。
半切的意思是只冲到底纸,底纸不穿。而全切则是将底纸全部冲穿,整个都冲走,但是往往冲切次数太多,底部就会有许多刀印,时间一长,刀印凹进去就容易断,就导致现在很多客户再跟一层材料,也就是将全切改成了半切,才会保证每一次冲切的压力才是稳定的。
主要体现是在冲切产品精度准、落料稳定,套位准,冲切产品不会产品毛边。
清废雕刻模
此类雕刻模主要是清废功能,实现产品中完全封闭的内孔或图形的模切废料的自动清除,以达到节省人工的目的。主要应用于:双面胶、不干胶、单面胶、泡棉、防尘网内孔、小孔套位模切等产品的模切加工。模具是根据客户产品材料的厚度、特性、粘力、种类和加工工艺(全切与半切)来设计刀锋的角度与落料孔的工艺。
回字形雕刻模
针对目前对泡棉类产品是回字形或内外环的加工,内外环的尺寸在0.8-4MM,泡棉的厚度在2-4MM的产品,此类产品加工易出现:尺寸不稳定,产品变形大,外观不好看,切面不直等形象,一般的刀模是无法达到产品要求的。此类雕刻模采用特殊模具结构,才可以实现产品加工合格,雕刻模材料采用JKS-13,模具高度为23.8-40MM。模具采用特殊退料方式。此类模具加工制作的周期至少是3天。
软硅胶雕刻模
主要模切软性硅胶类的按键的产品,此类产品是不好定位,整版冲切,产品尺寸要求正负0.05MM。产品不好取出。此类模具选用JKS-13材料加工模具。模具要配冶具才可取产品。
硬退料雕刻模
主要加工厚度在0.5-2MMT的PET、PP、PVC、PC特氟龙等材料的生产冲形,材料厚,硬,切面平整,不易退料,易伤刀模,易有压痕,变形等。此类模具采用JKS-15-52材料来制作模具,采用硬退料的方式,并刀锋角度也是根据产品的厚度来设计,同有两种刀锋角度的模具中,对刀模的刃口也要做特殊要求。
手机面板雕刻模
此类雕刻模是针对手机面板的产品模切加工与冲形的模具。模具加工的材料主要有:0.1-0.4MMTPET类的印刷品或有拉丝纹或有喷漆的料。此类模具选用JKS-15-54的钢材,模具刀锋的角度要根据产品实际情况进行设计,此类产品加工时不好退料,产品易有白边,易有折痕,产品尺寸要求高正负0.05MM
防爆膜雕刻模
此类模具主要应用于防爆膜类产的模切加工。此类模具所用材料是硬度好、韧性好、耐磨性好的模具钢材。模具在制作时一定要采用特殊加工工艺来生产,并控制好刀锋的角度,此类产品生产加工时极易出现白边,气泡。刀锋要进行抛光处理。此类模具在检查时要全面检查刀锋的每一寸,一定要经过PE部的检查与加工。
OCA雕刻模
此类雕刻模主要加工OCA光学胶产品。此类模具在制作过程刀锋部要特别注意,并一定要采用镜面抛光工艺,同时模具选材也要特别注意,模具加工完成后一定要放大40倍来检查刀锋,并要做到每一毫米都要严格检查。同时此类模具做好后要打样,试模合格后方可出货。
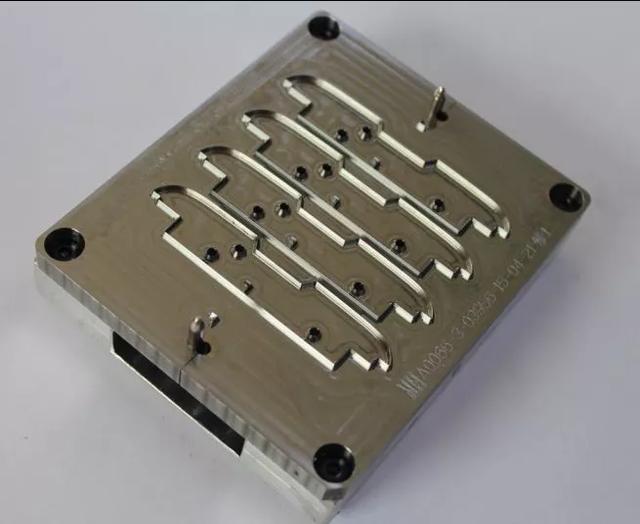
QDC模
普通QDC模
QDC模是最近几年开发出来一种新形应用于模切加工过程的模具,此类模具主要是五金模配蚀刻模或雕刻模组合使用,可以实现模切产品在加工时,清除小孔废料和产品外形一次模切的工艺,产品内部完全封闭孔的废料清除和外形的模切,生产加工时稳定、模具寿命长,可以加工一些材料厚、硬度高的产品,模具可以反复维修,对于小孔套位模切效果好。
模具的尺寸精度高,在节省人工方面表现得特别好,清废效果好。一般用于第一工序模切加工,冲废料部分与套位孔和内孔废料。
此类模具的设计必须以模切机的行程、锁模方式、同时也要了解客户模切产品的工艺来设计模具的结构,以便发挥模具最大的价值。

套位QDC模
QDC模是用模切加过程小孔套位模切机上面使用的QDC模,此类模具的设计必须以小孔套机的行程、锁模方式,并结合小孔套位的功能、同时也要了解客户模切产品的工艺来设计模具的结构,以便发挥模具最大的价值。
适用于:小孔套位模切机上使用,依模切产品的工艺来设计模具的小孔套位功能,使用雕刻刀模或蚀刻刀模组合而成,可以实现内部完全封闭的废料清除和外形的模切,生产加工时稳定,模具寿命长,可以反复维修,对于小孔套位模切效果好。
QDC模座
QDC模是五金模加蚀刻模或雕刻模的组合,此类模具可以实现模切产品在加工时,清除小孔废料和产品外形一次模切的工艺,模具生产加工时稳定,模具寿命比较长,可以加工一些材料厚,硬度高的产品。
QDC专用落料模
一种简易组合冲模,装卸方便,配蚀刻刀模或雕刻刀模使用,具有全切或半切功能,冲孔采用慢走丝加工,精度高,可反复研磨,多次使用冲切、清废。适用于数量较大产品的生产,速度快,效益更高。
相关参考
在模切加工过程中有很多要素影响模切产品的质量与工艺的效果,在其它的方面我们不做太多论述,主要是讲讲模切模具的一些认知,希望能和模切行业的朋友一起共同讨论和学习。模切加工厂采用的模具木板模、胶板模、铝板...
#RFID电子标签#RFID应用解决方案#RFID电子标签#RFID电子标签复合机#RFID标签高速检测机我们都有!#江湖智造#天线制造方法01蚀刻法首先在覆有金属箔的PET薄膜上印刷抗蚀油墨来保护天线线路图形在蚀刻中不被溶蚀掉,接着烘烤,蚀...
方管水平承载力计算公式(模板工程中剪力墙、梁、板支模标准做法,干货分享)
剪力墙模板标准化做法一、剪力墙螺杆间距模板集中钻眼1.1层高3m的标准层墙体应设置5~6道水平加固螺杆,水平加固螺杆间距不得大于500mm,最底下一道离地不得大于200mm,最上面一道离板底不得大于250mm。1.2对拉螺杆采用Ф12螺...
背光模切领域有自己独特的优势,各种遮光、增光,扩散、反射膜片等,通过对其进行深度加工,从片裁到卷材都可以加工成客户指定的手机型号。背光源模切应该注意的问题:传统的背光源模切加工与其它的模切不同,背光源...
...盒/箱结构,也可对其进行装潢和三维转换,角度折叠,模切版设计等等;Esko-G
模切机中模具的装配调节显得尤为重要。模具的装配调试我们又称为“装刀”,模具装刀的位置正确与否直接影响着模切生产的生产效率、和产品品质,甚至还有可能造成安全事故,轻则机器零部件损毁重则出现人身事故。所有...
数控冲床1.计算数控冲床、数控转塔冲床冲压吨位:(无斜刃口冲芯)公式:冲床冲压力计算公式P=k*l*t*Г◆冲芯周长(mm)◆K为系数,一般取1.3◆板材厚度(mm)◆材料的剪切强度抗剪强度Г(一般取400Mpa)◆冲切力(mm)◆如果换...
手办去合模线(这些模具加工术语你都懂么?别告诉我你是做模具的)
...模:啤件在顶出机构的作用下离开模具的过程啤把:出模角度或者出模斜度倒扣:因为侧面角度或凹位而无法垂直出模的位置排模:模具的排期正哥:型腔在上模,型芯在下模的一种模具结构反哥:型心在上模,型腔在下模的一...
1、四、六级考试分数计算公式为:TotSco=(X-Mean)/SD×70500,公式中TotSco表示总分,X表示每位考生常模转换前的原始总分,Mean表示常模均值,SD表示常模标准差。2、六级考试单项成绩有四个部分,这四个部分以及所占的分值比例为...
怎样计算拉伸次数(连续“拉伸”次数计算、毛坯及工艺料带确定,深度技术揭秘)
...设计拉伸模具中,最值得注意的是拉伸系数或拉伸次数的计算。一旦拉伸这个系数搞错,极有可能使模具报废。究竟该如何来计算拉伸次数呢?常见拉伸材料连续拉伸系数以上拉伸系数只为计算拉伸次数使用,其使用需配合公式...