模具飞边怎么处理(工厂实例——模具厂老板求救半飞边半缺料)
Posted
篇首语:书卷多情似故人,晨昏忧乐每相亲。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具飞边怎么处理(工厂实例——模具厂老板求救半飞边半缺料)相关的知识,希望对你有一定的参考价值。
模具飞边怎么处理(工厂实例——模具厂老板求救半飞边半缺料)
今天还在公司忙,接到一客户的电话,试模出问题了,问我有没在公司,他拿产品过来给我看一下,很着急的样子。
一套模具设计完成只是一个开始,到试模这段时间,你根本不知道会发生什么,有无数不确定的原因,必须得把准脉才能一一解决。
十分钟不到,他就到了,我先看了看样品,他总共拿了4个样品,从样品可以看出,如果一边打饱的话,另一边就是一大块飞边。保证没飞边的话,另一边就打不满。
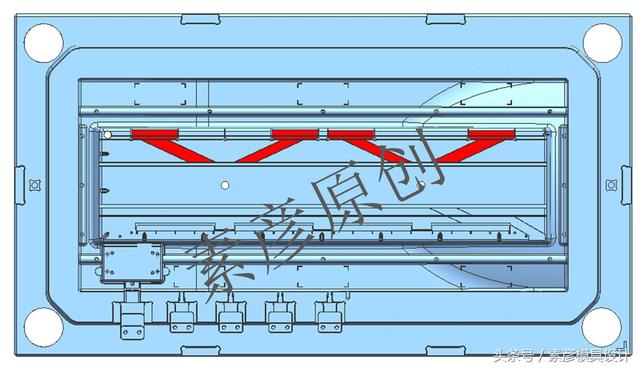
以下是产品实拍



图中可以看出,若保证无飞边,红色圈的位置就缺料,打不满。
他感觉是浇口位置不对,两侧不均匀,导致这个问题,问有啥办法解决。要求要快,尽可能不要上机。
我仔细看了看产品,左右两侧形状大体上是对称的,只是局部胶位形状不一样,跑飞边的一侧,还有好多枕位,浇口是两点通嘴,选取的位置在长方向也是在1/3处,宽方向只要是在中间,产品左右两侧的壁厚如果都是相同的话,理论上来讲,应该是目前缺料的这边应该比飞边的这边先打满。
他的结果恰恰相反,那就先得看看产品,是否因为产品局部胶位太薄,造成阻流?
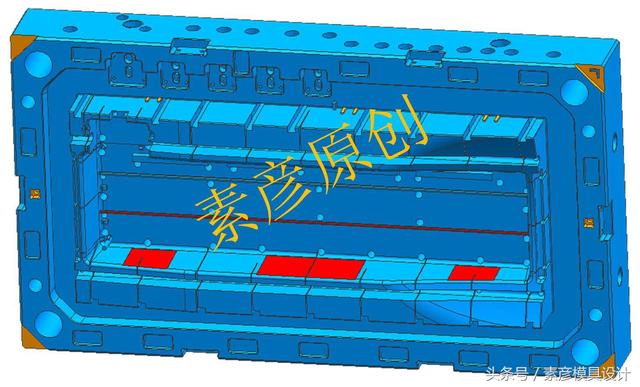
模具图打开看了一下,产品两边是对称的,壁厚也均匀,测了一下浇口位置,发现是在产品的中心。
到此,基本排除是浇口偏位引起的这个说法,也排除产品厚度不均。
不是这两个问题,那会不会是加工不准,模具有点偏,导致两侧的壁厚不均呢?于是,我让他先把样品拿去锯掉,看一下产品的截面。如果这个问题排除的话,再测一下模具是否平衡,若是模具不平,也会造成这个问题。
模具不平又有两种情况,有可能是模具本身就不平,配模时没配好,也有可能是注塑机太老了,机器本身就不平。
于是建议他先不加,先测一下模具,确定一下模具是不是不平。模具本身原因排除后,换机试一下。
如果以上几种问题都排除,那么,就只能在胶位上想办法来改善。
过了两个小时,他来电,说产品截图均匀,测了一下模具,两侧相差0.1左右,对于大模具来说,这个算在公差范围之内。注塑机排除在外,因为这次试模,是第二次试模了,跟之前不是一台机,之前试出来就这个问题,修了一下模,这是第二次试。
当然,这一结果,并不是我在场得到的数据。有可能测模具平衡时,他没测准,这只是我推测,怀疑他结果的准确性。
说到这里,就再提一点,大模具,哪怕整套模具什么机构都没有,也没插穿位。精定位也都必须要做。
原因?
精定位,可以非常有效的保证模具在开合模的那一段定位的准确性,除了模具相对位置的准确性,还有模具的垂直度,垂直度就直接影响到模具是否平衡。靠导柱,那是不靠谱的,导柱间隙本来就大,太多不说,十多丝肯定有。
所以,为什么大的模具要做方导柱,主要原因是精度比圆导柱要高。
既然他这边反馈过来是这样的结果,那咱们只能是在产品在动手脚了,产品上解决,要么飞边的一侧做阻流,要么缺料的一侧做引流。
做引流比阻流要方便,但是,要加胶,所以,得选在产品不影响装配的位置,而且,不能影响外观。
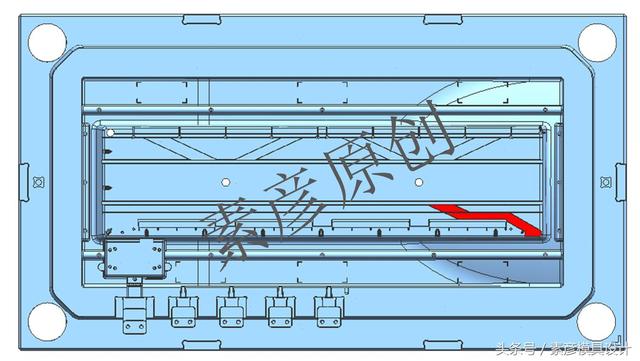
于是,我确认了产品装配和外观后,选择在前模加了几条引流,图中红色面。
在前模外观的位置不能做引流的,就从后模增加局部壁厚引流。
加上后,重新试模结果显示,之前缺料的这边,问题解决,另一侧角上出现了缺料。其实这个角上,之前的图片也显示缺料,最开始以为是没调好,所以一开始也没去管它。我估计这边应该是在天侧,加上角上流程本来就比其它位置要长,导致缺料。

有了前车之鉴,这个就好处理了,再加一条,引到这里去。
总结:对于试模出现的问题,一般比较复杂,是由很多原因引起的,有注塑,有模具,有设计,解决此类问题的关键点在于,抓住主要问题点在哪里。
而主要问题点又不是一开始就能准确判断的,必须使用排除法。否则就是猪八戒抓媳妇,靠蒙。
一个产品,不在试模的时候,你永远无法知道会出现什么问题,有些问题是前期根本没办法考虑到的。
PS:看到这里,是不是感觉这问题特简单,不就是加点胶做引流吗?我在这里就再提个小小的问题。也是文中我没提到的,你知道引流做多大吗?该怎么判断它的位置吗?流向怎么做吗?
做引流,其实就是达到两边一个平衡,大了,超过对面了,这边又出问题,小了,又达不到效果。哈哈,是不是觉得难题又来了?
相关参考
大多数二手注塑机的溢料发生在合模点和合模位置,如模具分型面、滑块滑动部分、镶块间隙、顶杆孔等。如果飞边不及时解决,会进一步放大,冲压模具局部塌陷,造成永久性损伤。装备方面:选择二手注塑机械时,其额定夹...
模具型腔加工工艺(模具制造工艺流程及模架、模芯、滑块的加工)
一、模具制作工艺流程如下:流程图:审图—备料—加工—模架加工—模芯加工—电极加工—模具零件加工—检验—安装—飞模—试模—出产。(1)模架加工打编号A/B板加工面板加工顶针固定板加工底板加工(2)模芯加工飞边...
一、模具制作工艺流程如下:流程图:审图—备料—加工—模架加工—模芯加工—电极加工—模具零件加工—检验—安装—飞模—试模—出产。(1)模架加工打编号A/B板加工面板加工顶针固定板加工底板加工(2)模芯加工飞边...
不管模具有多么的复杂,总的来说模具制造的工艺流程基本为:审图→备料→加工→模架加工→模芯加工→电极加工→模具零件加工→检验→装配→飞模→试模→生产1.模架加工打编号A/B板加工面板加工顶针固定板加工底板加工2...
不管模具有多么的复杂,总的来说模具制造的工艺流程基本为:审图→备料→加工→模架加工→模芯加工→电极加工→模具零件加工→检验→装配→飞模→试模→生产1.模架加工打编号A/B板加工面板加工顶针固定板加工底板加工2...
模具设计与制造(模具制造工艺整体的设计流程,带你了解不一样的工艺)
首先欢迎大家到来五金冲压模具设计平台,只做两件事:1、设计经验分享:主要分享pressCAD冲压模具,ug汽车模具,铸造模具以及AF工艺分析方面技术2、职场生涯,人际交往,个人成长心得:工作经历,面试经验,看书笔记,都...
注塑机动作全部变慢(注塑制品粘模、脱模不良原因分析及解决方法)
模具故障产生粘模及脱模不良的原因是多方面的,而模具故障是其中主要原因之一。其产生原因及处理品方法如下:一、模具型腔表面粗糙,如果模具的型腔及流道内留有凿纹,刻痕,伤痕,凹陷等表面缺陷,塑件就很容易粘附...
注塑机动作全部变慢(注塑制品粘模、脱模不良原因分析及解决方法)
模具故障产生粘模及脱模不良的原因是多方面的,而模具故障是其中主要原因之一。其产生原因及处理品方法如下:一、模具型腔表面粗糙,如果模具的型腔及流道内留有凿纹,刻痕,伤痕,凹陷等表面缺陷,塑件就很容易粘附...
...料的材料、结构、制作情况。01一些软质材料加工术语01-1飞边依照人机工程学的要求,沙发座位通常前高后低,以保证人就座时重心后倾,坐得稳当。有时需要将座位海绵斜向削掉-部分,这个过程叫“飞边”工艺,如下图所示座...
...料的材料、结构、制作情况。01一些软质材料加工术语01-1飞边依照人机工程学的要求,沙发座位通常前高后低,以保证人就座时重心后倾,坐得稳当。有时需要将座位海绵斜向削掉-部分,这个过程叫“飞边”工艺,如下图所示座...