模具翻边机设备(塑胶模具之翻边模工艺计算)
Posted
篇首语:一个伟大的灵魂,会强化思想和生命。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具翻边机设备(塑胶模具之翻边模工艺计算)相关的知识,希望对你有一定的参考价值。
模具翻边机设备(塑胶模具之翻边模工艺计算)
盖翻边模设计分析及计算
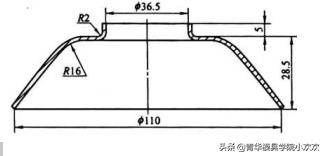
零件名称:盖,结构见图1-16。
材料: 08钢,料厚1. 5mm。
生产批量:小批量。
(1) 零件工艺性分析并确定工艺方案
从该零件结构简图,很容易看出,匁10
处为浅锥形拉深件,经工艺计算可以一次拉 图盖结构简图
深成形,彡36.5处为内孔翻边成形件,根据
工艺计算也可以一次翻边成形;工序安排为落料、拉深、预冲孔、翻边。根据零件的生产批
量,确定内孔翻边加工工艺方案为,预冲孔后利用翻边模翻成妇6.5mm处内孔。
1) 计算预冲孔直径
翻边前预冲孔直径^根据公式计算为
d = D—2(ff —0. 43r一0. 7207 ]: y8 |, P6 [! Q$ V! ?
其中 D=36. 5 + £ = 36. 5 + 1. 5 = 38 (mm)
H=6. 5mm7 T! _. i$ h5 q4 _; F* `2 j" g
r=2mm
£= 1. 5mm
将上述数值代入公式得:d = 38 — 2(6.5_0.43X2 —0.72X1. 5) = 28. 9 (mm)
2) 计算翻边系数
翻边系数m根据计算公式计算得:
m=d/D=2S. 9/38 = 0. 76
査低碳钢的极限翻边系数m极=0.65<m = 0.76,所以该零件能一次翻边成形,预冲孔
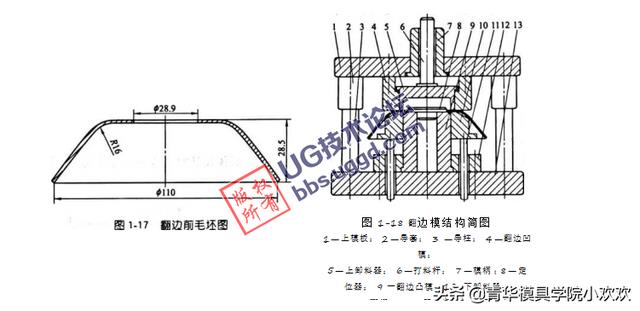
直径为28. 9mm,翻边前毛坯图如图1-17所示。
3) 计算翻边力
根据翻边力计算公式:
P=l. IrciD—cDtaa
査相关资料得08钢的a为200MPa。
(1) 选定设备
选择单柱固定台压力机J11-16;
公称压力160kN;
滑块行程6〜70mm;
最大闭合髙度226mm;
闭合高度调节S 45mm;
塾板厚度50mm;
模柄孔尺寸M0mmX55mm。
(2) 绘制模具非标准零件图(略)
相关参考