模具等处(技术研讨丨钛合金型材精密挤压技术国内外研究现状)
Posted
篇首语:任何你的不足,在你成功的那刻,都会被人说为特色。所以,坚持做你自己。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具等处(技术研讨丨钛合金型材精密挤压技术国内外研究现状)相关的知识,希望对你有一定的参考价值。
模具等处(技术研讨丨钛合金型材精密挤压技术国内外研究现状)
钛合金材料在挤压工艺条件下可获得理想的微观组织和力学性能。近年来钛合金挤压型材在航空航天领域的用量日益增多,其主要背景有:以新一代大型飞机为代表的先进航空航天器为了减轻重量、提高经济性,大量采用碳纤维复合材料蒙皮壁板,如波音787大型客机复合材料用量占结构材料总重量近50%,钛与碳纤维复合材料在强度、刚度和热特性等方面匹配良好,能获得很好的减重效果;同时,由于两者的电位接近,不易产生电偶腐蚀,而铝合金与复合材料容易产生电偶腐蚀现象,从而影响机体结构寿命。因此,与复合材料相连接的金属承力骨架大量采用钛合金型材构件,如图1所示。
针对飞机钛合金型材骨架结构零件,传统制造方法采用锻造毛坯+数控加工+增量热压弯+热校形的复杂制造工艺流程,该工艺流程数控加工量很大,材料利用率极低(仅3.5%~10%),据统计单架飞机浪费的钛合金材料价值达数百万美元以上,因此材料及数控加工成本很高;而且由于工艺过程复杂,制造过程中非均匀变形导致零件残余应力大,需制造专用复杂工装对零件进行热校形,导致工装成本极高。采用钛合金挤压型材为坯料,结合线性摩擦焊及热拉弯等先进工艺技术,可在实现减重和获得良好结构刚度的前提下大大提高材料利用率、减少制造工序,从而降低制造成本。综上所述,钛合金挤压型材在航空航天领域将具有非常广阔的应用前景。
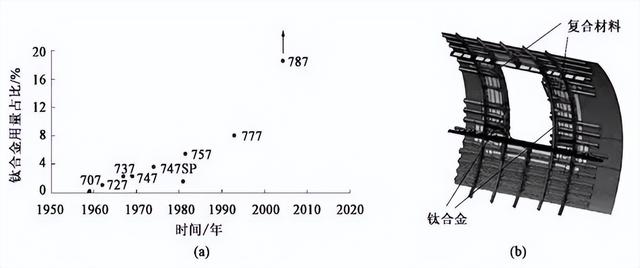
图1 大型客机钛合金的应用及发展趋势
(a)波音公司客机钛合金用量 (b)舱门骨架结构中的钛合金型材
美国ATI公司对航空领域使用的钛合金挤压型材进行统计分析,发现目前航空领域所用钛挤压型材的截面面积分布情况如图2所示,可以看出,大部分为中小截面积的挤压型材。
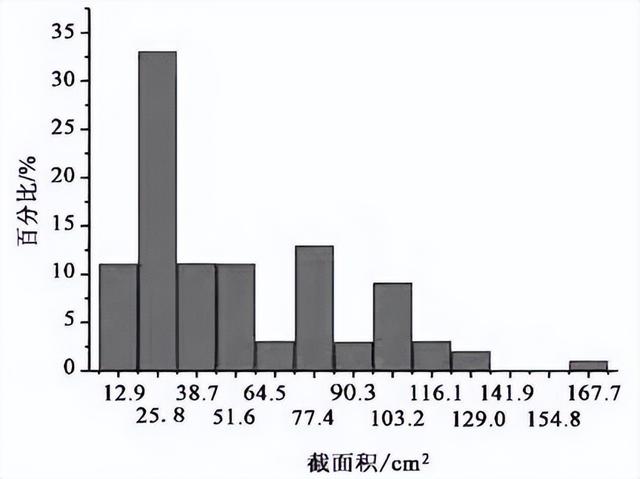
图2 航空用钛合金挤压型材截面分布情况
然而,由于钛在室温条件下为密排六方晶体结构,强度高、变形困难,因此钛合金型材的挤压工艺必须在高温条件下进行。与铝合金等其它有色金属的挤压相比,钛合金的挤压更为困难,主要原因有:
(1)钛是一种高活性金属,其在挤压过程中如果温度、挤压速度、润滑条件或模具结构不合理,则极易引起钛与模具的粘结,从而导致型材表面出现沟槽等缺陷;
(2)由于钛的导热性差,热挤压时坯料表层与中心易产生较大温差,促使金属流动不均匀性加剧,表层易产生较大的附加拉应力,在制品表面易形成裂纹,严重时可能产生中心缩孔;
(3)薄壁钛合金型材挤压后容易出现截面畸变和扭曲等缺陷,后续校直困难;
(4)挤压钛合金时热效应显著,不合适的挤压工艺对组织和性能的控制有不利影响。

图3 钛合金挤压型材的缺陷
(a)扭曲 (b)表面沟槽
国外航空制造大国在钛合金型材的研发中要求科研人员首先要解决的问题就是开发钛合金型材热挤压工艺,为迅速发展的航空技术提供各种各样的型材;同时希望挤压的型材尽可能地接近成品零件,尽量减少机械加工量,特别是发动机隔框使用的钛合金薄壁型材、翼翅型材、空心型材、大型型材和壁板等。目前,美国和俄罗斯采用挤压法生产的钛合金型材已经在飞机和舰艇上广泛应用,并形成了较为完备的挤压钛合金型材生产工艺标准体系和质量控制标准体系。国际市场上供应钛挤压型材的公司主要有美国RTI国际金属公司、ATI公司以及俄罗斯VSMPO-AVISMA公司等。
近年来,国内的宝钛公司针对航空航天先进装备制造中对钛合金型材的迫切需求,开展了钛合金型材的挤压技术研究,突破了多项关键技术,实现了小批量生产,但在质量和生产稳定性等方面与美国和俄罗斯等国相比仍存在一些差距。本文通过对国内外目前公开发表的钛合金型材挤压工艺研究和产品开发技术现状进行总结和分析,为促进我国钛合金型材精密挤压技术的发展提供启示。
1、挤压工艺及参数优化
钛合金型材的挤压及其制品的全流程制造工艺包括二次真空电弧重熔、挤压锭坯的制备、型材的挤压、型材的热成形或机加工以及后续热处理和喷涂等工序,如图4所示。
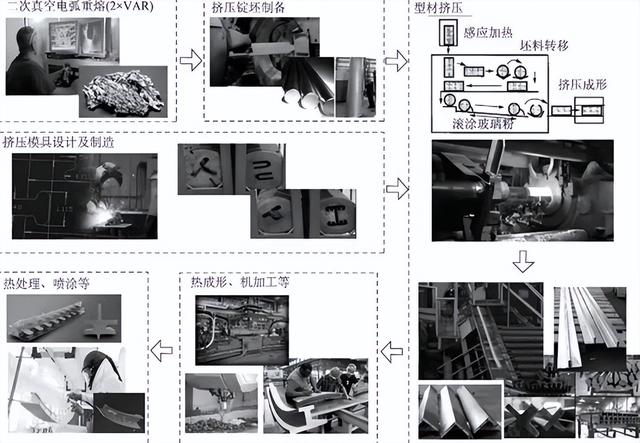
图4 钛合金型材挤压及其制品全工艺流程示意图
挤压过程不仅与材料的性能关系密切,而且挤压变形形式、温度、挤压比、挤压速度、润滑条件以及模具结构等众多工艺条件对挤压过程的影响重大,各因素对制品的质量影响关系复杂,如图5所示。确定挤压工艺时要求在保持模具有满意寿命的条件下制定正确的参数和流程,即要求预热温度、挤压比、挤压速度及润滑方式等多方面的配合。
传统设计钛合金型材挤压工艺的方式为根据经验公式及设计人员的工作经验,采用逐步试错的方法来达到尺寸和组织性能等各方面的要求,这个过程需要很长的时间,且需消耗大量的原材料。据统计,开展一次全方位的试验所需钛合金超过400kg。随着有限元仿真技术的发展,越来越多的科研人员对钛合金挤压工艺进行了有限元数值模拟研究,以分析挤压过程中各工艺参数的影响规律、优化工艺参数、缩短工艺设计时间,部分学者还对挤压过程的微观组织进行了模拟,并将模拟获得的应力应变场、温度场与显微组织及显微硬度分布实验结果进行对比,获得了较为丰富的试验数据。魏慧慧等、Li L等及娄燕通过有限元分析研究发现,坯料的温升随挤压速度、摩擦因子、挤压比以及模具预热温度的增大而增大,最高可达160℃以上。
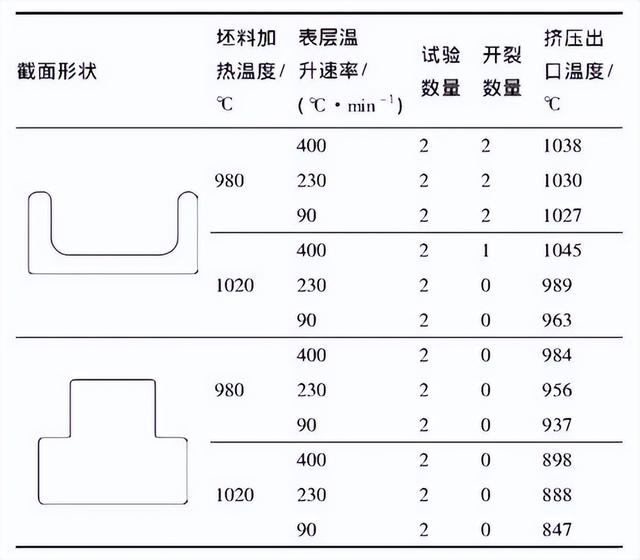
Mirahmadi S J等综合研究各工艺参数后发现影响温度和挤压力最大的因素是挤压速度,其次是模具和坯料的预热温度;模具角度对挤压力的影响较小,但对温度的影响较大。Bergamini R等使用直径Φ100mm、长度500mm的Ti-64圆柱坯料开展了U形和T形两种截面型材的挤压试验,试验采用不同的坯料预热温度及温升速率,试验结果如表1所示。研究发现,不同条件下挤压的型材具有相近的微观组织,但是部分条件下出现了开裂现象,开裂的主要原因是U形截面条件下挤压比更大,因此,材料变形速率更大,型材表面会有更多的变形热和更严重的温度集中,从而导致表层材料和芯部材料的温度和变形状态不一致。为了避免在实际生产中出现类似的缺陷,应该将该材料挤压时的最高温度控制在稍高于β相转变温度。
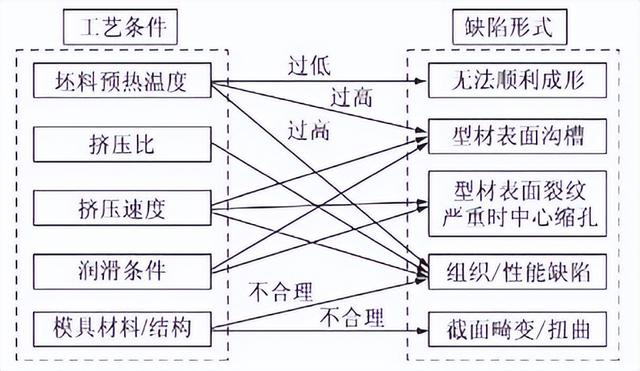
图5 钛合金型材挤压主要工艺参数及其对制品缺陷形式的影响
表1 不同截面钛合金型材挤压结果
另外,钛合金型材挤压后的扭曲或弯曲是无法完全避免的问题,特别是在薄壁非对称截面钛合金型材中尤为严重,扭曲或弯曲的产生通常是模具结构、润滑条件和挤压条件等多因素作用的结果,其中与模具出口处的圆角大小和出口角度关系最大。Damodaran D等基于DEFORM-2D建立了包括感应加热、坯料转移、玻璃润滑和挤压多阶段的有限元仿真模型,对钛合金型材挤压工艺中工艺参数和模具结构对金属流动和扭曲的影响进行了评估,如图6所示。
通过有限元计算及分析发现,模具结构对型材精度的影响很大。对模具结构进行优化,如将一侧的模具角度由90°修改为75°,可改变出口处型材的流动方向,从而使挤出后型材尺寸更接近于理想要求。最后在2000t压力机上进行了试验验证,证明了优化方案的可行性。
在挤压工艺的系统优化及理论研究方面,Shin T等以钛合金反向挤压为例,建立了其热力耦合的有限元仿真模型,通过对挤压过程的全面仿真分析和对比,建立了基于修正的Cockroft-Latham断裂准则工艺设计参数敏感评估方法,可优化工艺设计过程,减少模具和材料损失。
2、润滑方式及润滑材料
润滑问题是钛合金热挤压技术的一个难点,也是国内外研究的热点。传统的润滑方式有润滑脂、金属包覆等。但是,在钛合金型材的挤压条件下,玻璃润滑剂是一种更为理想的润滑剂。玻璃润滑剂在高温具有一定的粘度和较好的绝热效果,挤压时可以尽可能地使接触表面的干摩擦转变为边界摩擦,从而提高制品的表面质量,延长工模具的使用寿命,而且由于降低了挤压工模具对金属链坯的冷却作用,减少了工模具对金属的摩擦阻力,可使金属流动的不均匀性减少,从而提高挤压制品的性能,但要求玻璃润滑剂具有合适的高温粘度并随温度变化的波动较小。
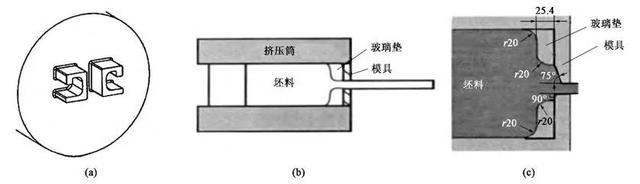
图6 钛合金挤压型材模具结构设计优化
(a)型材截面形状 (b)挤压过程示意图 (c)挤压过程详细信息
玻璃润滑包括锭坯预先涂覆防氧化玻璃浆料、锭坯表面滚涂玻璃粉和挤压时在挤压模型锭坯之间使用玻璃垫等方法。3种形式的材料在挤压工艺中的使用方法如图7所示。使用过程中的主要工艺参数或条件包括涂覆层厚度、玻璃垫厚度、玻璃粉与添加剂及水的配比等。
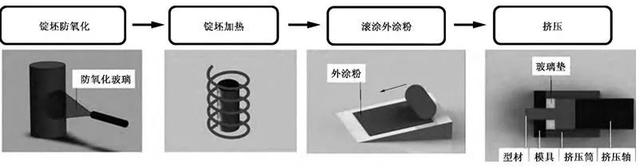
图7 钛合金型材热挤压工艺过程示意图
现有的各种玻璃润滑剂最初并非针对钛合金型材挤压而研制,与钛合金型材挤压工艺较难匹配,如外涂粉用玻璃的粘度过小,与待挤压锭坯表面接触时吸热过多,导致锭坯表面与内部温差过大从而易引发挤压时金属紊流;玻璃垫用玻璃的粘度过大,与待挤压坯料接触时不能迅速熔融,易导致坚硬的玻璃颗粒随金属进入模腔嵌入金属表面,形成压坑和严重划痕,导致表面质量不高。
挤压工艺不仅与挤压比等工艺参数有密切关系,润滑条件也影响挤压制品质量。近年来,北京天力创玻璃科技开发有限公司联合北京有色金属研究总院和宝钛集团有限公司等单位开发了适用于900~1200℃的钛合金型材热挤压专用玻璃润滑剂,包括涂覆锭坯的防氧化玻璃涂料(Txc-15-2)、挤压前滚涂于锭坯表面的外涂粉(TW1150-2)和挤压时安装于锭坯和模具之间的玻璃垫(TD1150-55)。
其中,防氧化玻璃涂料是一种浆料,钛合金锭坯进行车削或喷砂清理表面后加热至50~200℃,将该浆料涂覆于锭坯表面,干燥后即可形成一层粉料薄壳,然后将坯料移至加热炉中加热。外涂粉是一种玻璃细粉,主要成分见表2,在挤压前将其均匀铺设在平台上,夹持保温的钛合金锭坯在铺设有外涂粉的工作平面上滚动1至2周,使锭坯表面均匀沾有外涂粉,可防止坯料表面温降,并在后续挤压时隔离坯料与挤压筒,起到润滑作用。玻璃垫原是玻璃颗粒,主要成分见表2,根据锭坯和挤压模具的尺寸,将其与粘接剂(水玻璃)放入玻璃垫制作模具中压实,获得与型材挤压模具端面尺寸匹配的玻璃垫,然后将玻璃垫穿过挤压筒,放置于挤压模具之前,确保玻璃垫与模具端面贴合,玻璃垫在挤压过程中可隔离坯料与模具的直接接触,起到润滑和保护模具的作用。使用上述润滑方式获得的钛合金型材挤压表面质量如图8所示。
表2 钛合金型材挤压专用玻璃润滑材料成分(%,质量分数)
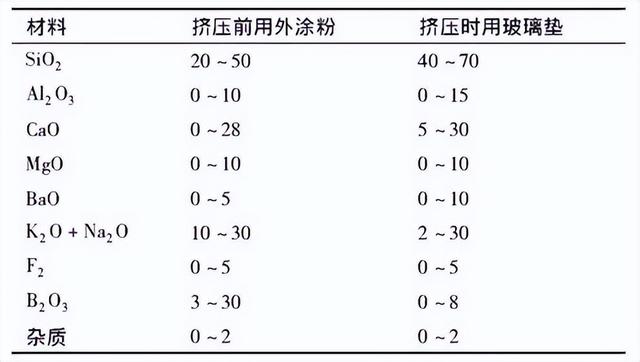

图8 专用玻璃润滑条件下的钛合金挤压型材表面质量
在如何使用玻璃垫及挤压模具设计方面,陈由红等对挤压模具中的挤压模芯的结构进行了优化设计,即在挤压模芯与坯料接触的前端面上,加工一内凹的型腔,用于放置玻璃润滑垫,通过对型腔的侧壁与挤压模芯前端面之间的夹角α的设计优化,使玻璃润滑垫在挤压过程更好地起到润滑作用,如图9所示。
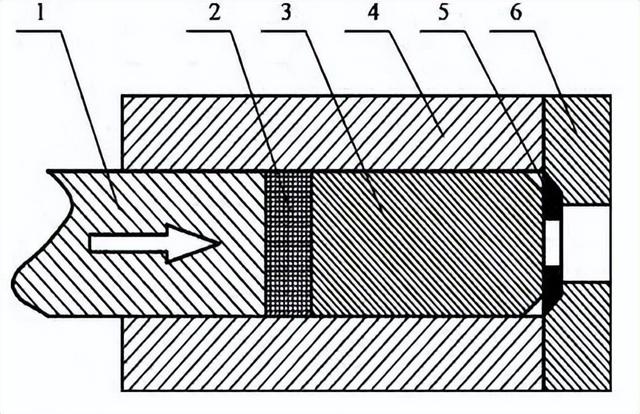
图9 钛合金型材挤压模芯设计
1.挤压杆2.挤压垫3.坯料4.挤压筒5.玻璃润滑垫6.挤压模芯
3、组织与性能
钛合金型材挤压过程中的动态再结晶行为直接影响挤压后所获得的显微组织状态,整体要求型材在挤压后能获得均匀的魏氏组织,且晶粒得到细化,从而保证良好的强度和塑性。国外钛挤压型材在组织及力学性能(包括强度、伸长率、断裂韧性等)方面的控制方法已较成熟,制品在纵向和横向的力学性能方面也很接近,如图10所示。
在微观组织方面,基本保留了β相区热加工组织,形成均匀的魏氏组织,大部分为等轴晶,且具有相近的纵横比,如图11所示。
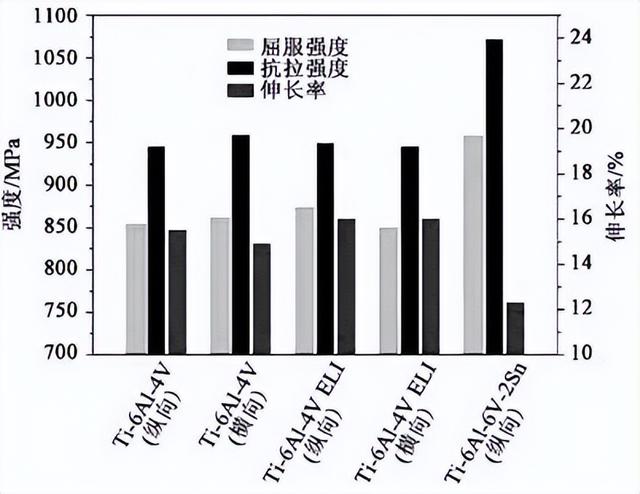
图10 国外钛挤压型材力学性能
国内经过多年的研究,在挤压润滑、模具设计及矫直等关键技术上有所突破,但受限于组织和性能稳定性等因素的制约,目前市场上仍缺少系列货架产品供应,国内对试验阶段获得的钛合金型材及管材的微观组织和性能及其影响因素尚处于探索研究阶段,尚未形成相关国家或行业标准。
目前主要研究的影响因素包括挤压温度、挤压比及挤压后的热处理工艺等。针对Ti-6Al-4V(TC4)合金,在β相变点以上60~200℃挤压后,钛合金型材的显微组织为魏氏组织;当挤压比λ数值到达一定程度时,继续提高挤压比难以促使晶粒尺寸的进一步细化;挤压后的双重热处理有利于提高型材的屈服强度,但在750℃以下、加热总时间3h之内,热处理温度、保温时间及热处理次数对钛合金型材的显微组织几乎无影响。整体上而言,目前研究的TC4挤压型材在抗拉强度、屈服强度和伸长率等方面表现良好,能够满足航天长桁用型材的要求。在β相变点以下挤压TC4管材时,显微组织也可得到细化,并发生动态再结晶。管材横向外壁晶粒细小,内壁晶粒稍大;纵向头部、中部和尾部的组织基本一致,所得管材具有较高的力学性能且一致性较好。
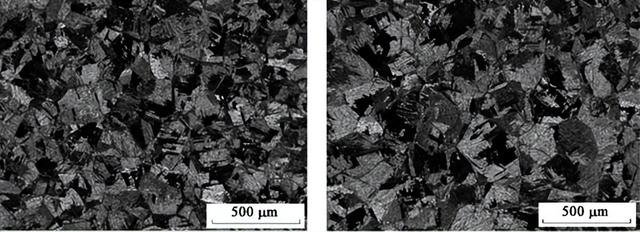
图11 国外钛合金挤压型材金相组织(Ti-6Al-4V ELI)
(a)横向 (b)纵向
TA15在相变点以上70~120℃、挤压比为76.1~84.6条件下挤压后可获得性能稳定的型材制品,制品内有较大的β晶粒,转变组织中的α相呈细条状形貌特征。TA15管材在不同温度条件下挤压后的高温力学性能差异明显。采用β相区挤压的TA15合金管材片层状组织的高温力学性能较两相区双态组织高。Gr.38钛合金管材热挤压时也发生了动态回复和再结晶,随着挤压温度、挤压比或挤压速度的提高,α相的含量降低,初生α相再结晶更充分,从扭曲拉长的形态逐步转变为球状,同时合金的强度略微下降,塑性略微上升。
4、结论与展望
受限于国内钛合金型材精密挤压技术的发展,目前钛曲率构件在新型飞机上的应用无法大幅提高。因此,为了保障我国自主航空航天飞行器(包括军机、大型民用飞机、大型火箭及新一代高性能飞行器等)的钛合金型材供应,提升上述装备的性能,结合国内外最新挤压研究成果,作者认为必须从以下几方面进一步发展钛合金型材的精密挤压技术。
(1)加强有限元数值模拟的应用。钛合金型材制造企业应与高校联合,突破有限元仿真计算中的关键技术,对挤压过程进行更加准确高效的有限元仿真,提前预测型材截面扭曲或畸变、尺寸精度、开裂甚至材料微观组织演变等规律,结合材料塑性成形理论,优化挤压工艺参数,提高型材质量和稳定性,从而缩短工艺设计周期,降低制造成本。
(2)更加系统深入地研究润滑剂及其性能。研究适合于不同挤压条件下的润滑剂,是提高钛挤压型材产品竞争力的关键。玻璃润滑剂开发企业应与高校或研究所等加强联合,研究不同种类的高性能润滑剂及其性能,研制系列产品。建立考虑润滑剂性能的钛合金型材精密挤压有限元仿真模型,对挤压过程和产品质量进行更加深入和系统的研究。
(3)整合钛合金型材应用的上下游开发大截面钛合金型材应用新领域。结合钛挤压型材的应用需求,整合钛合金型材的挤压、焊接和热成形等工艺过程,从提高材料利用率、减少制造工序等方面入手,发展钛合金型材及带筋钛合金型材热拉弯蠕变复合成形工艺技术,实现钛合金曲率构件的绿色低成本制造,提高钛合金在航空等领域的应用水平。
内容来源:微钛空间、热加工行业论坛
免责声明:本站内容除特别声明的原创文章之外,转载内容只为传递更多信息,并不代表本网站赞同其观点。转载的所有的文章、图片、音/视频文件等资料的版权归版权所有人所有。如涉及作品内容、版权和其它问题,请及时通过私信通知我们,以便迅速采取适当措施,避免给双方造成不必要的经济损失。
相关参考
中国工业铝型材发展很快,相继突破技术和市场壁垒,一些优质企业拿到了全球认证;在消费意识方面,越来越多的轿车正考虑用工业铝型材来代替钢。在应用市场方面,国内还有很大的空间,目前工业铝型材的应用仅占整个铝...
...国建成了上千条铝型材生产线,其工艺装备、生产工艺和模具的设计与制造均已基本定型,具有标准化、系列化的特点。(1)铝型材绝大多数采用6063-T5/T6铝合金生产,这是因为6063铝合金质轻,有良好的塑性,工艺成形性能好,...
挤压机铝棒温度(技术丨车体6082铝合金型材的T4热处理生产工艺)
(内容来源于:有色金属结构材料,关注查看更多详情)6082和6061同属Al-Mg-Si系可热处理强化铝合金,挤压加工、锻造性能好,阳极氧化性、抗蚀性好。具有良好的可成型性、可焊接性、可机械加工性,同时具有中等强度,在退...
挤出型材加工设计合理(进来看干货-挤压铝型材模具如何做好优化)
...挤压过程中,由于空心的面积越大,即模芯的面积越大,模具的受压面积就越大,承受的压力越大。所以,在模具设计中,如何降低挤压力,保证和提高模具的强度是首要任务,其次是考虑金属成形与流速的调整。挤压机能力的...
模具工装制作(压铸模:铝挤压模具是怎么做的,其制作工艺如下)
...材压铸是铝型材加工的重要工艺之一,而铝型材压铸工艺模具的制作直接关系铝挤型材的质量和运用寿命。由于铝压铸工艺模具拥有一系列特色,所以铝型材模具制模技能需求满意一些特别的要求:首先、我们需求认识到,铝合...
...也是比较少的可以挤出生产的合金之一。挤压生产铝型材模具成本低,所以很多客户都愿意开模定制。今天我们就来聊聊铝型材模具费用是怎么计算的。一、模具种类不同价格也不同铝型材模具分为平模和分流模,还有一种整体...
...管是封闭的,同时,铝方管也是一种型材产品,也是通过模具挤压成型的。木纹铝方通铝方通有几种类型,U型铝方通,凹槽铝方通,和型材铝方通,型材铝方通形状和U型差不多,但是在开口处还有一条横杠,凹槽铝方通和型材...
铝型材由铝锭挤压出来后,表面都会经过一些处理来抗腐蚀等功效,大家知道铝型材的表面有哪些处理方式吗啊?锦铝来告诉你:首先是氧化以及阳极氧化氧化使金属的表面转化为不容易被氧化的状态,从而延缓金属不被腐蚀的...
...款产品生产起来要容易很多,但还是比较难成型。在型材模具设计的时候就需要考虑到分级导流,还是多级分流的型腔设计。这款大型多腔的截面需要分层次设计导流腔、导流槽;并且在设计不同的宽
H13模具钢属于美国进口的电渣重熔精炼钢,该钢具有高的淬透性和抗热裂能力,含有较高含量钒,耐磨性能非常好,具有良好的耐热性,在较高温度时具有较好的强度和硬度以及耐磨性能和韧性。H13模具钢主要用于制造冲击载荷...