模具电热元件(【干货】高光注塑关键是什么?高光注塑产品表面发雾如何解决?)
Posted
篇首语:智者不为愚者谋,勇者不为怯者死。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具电热元件(【干货】高光注塑关键是什么?高光注塑产品表面发雾如何解决?)相关的知识,希望对你有一定的参考价值。
模具电热元件(【干货】高光注塑关键是什么?高光注塑产品表面发雾如何解决?)
| 高光注塑
高光注塑是目前注塑企业最为通用的叫法,从注塑产品的光泽上看,由于熔体流动前沿与模面接触点的界面温度提高,可使模具部分的微细形状复制容易,如结合表面高光的模具、特殊工程塑料,可生产出高光泽度的注塑产品,实现一步注塑成功最终产品,由此被称为高光注塑,其全称应该为高光产品的变模温注塑。
除此之外还有其它很多叫法,比如:该工艺采取了快速加热冷却,被称为快速热循注塑(RHCM);从模具温度变化来看,称为变模温、动态模温、交替冷热模温控制技术;从消除喷涂等后处理工序看,被称为免喷涂注塑;从消除表面缺陷上看,称为无熔接痕、无痕注塑。
从加热方式分,又称为蒸汽式、电热式、热水式、高油温式、感应加热式模温控制技术等。从模温控制机看,又称为蒸汽模温机、过热水模温机、电热模温机、水温机、油温机、电磁感应模温机等。
高光、高亮产品对于注塑企业来说是一个较难应付的产品,因为它隐藏不了外部缺陷,哪怕是车间里的粉尘也会造成产品不同程度的缺陷不良,如,沙眼,麻点,沾污等,所以了解并能解决注塑产品缺陷和高光无痕注塑的关键非常重要。
高光产品表面发雾

注塑产品缺陷各有不同,今天就主要和大家介绍一下高光注塑产品表面发雾如何解决。
一、现象
改善前

改善后
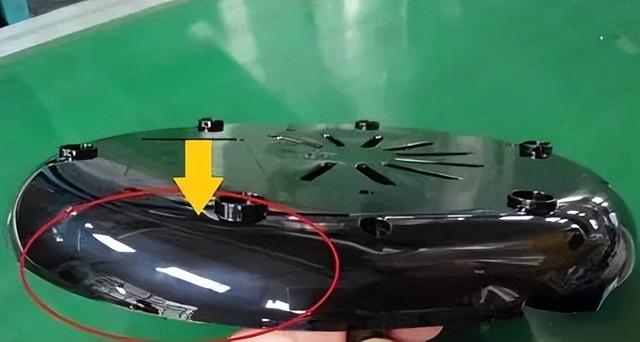
产品表面白雾,从视觉角度来讲,它呈现的是白色状,所以在白色产品时亦不明显,黑色高光最为明显,如图1所示,该产品为PP材料生产,周边表面呈现出大大小小的白色斑纹,像云雾般的症状,这里归类为白雾。
二、理论
根据上述所得出的理论依据是:在下料阶段塑料与塑料之间存在一定的空隙,经螺杆剪切后被带入料筒,在螺杆剪切过程中,材料内部会发生物理变化,从玻璃态转变为高弹态,从高弹态再到粘流态。
此变化的过程可能只有几秒-几十秒之间,(根据机台或产品大小)在这么短的时间内要转变一个复杂的过程,注塑缺陷也随即产生,塑料之间的空隙被压缩至熔料内部产生气体,若在塑化时未能将气体排出至料筒外部,存在的气体则裹入熔料被注射到模具型腔,模具是否能够顺利排出就取决于模具的排气是否良好,则产生发雾困气或烧焦的现象。
很显然,白雾也是困气的一种现象,很多从事注塑技术的人员误认为只有烧焦才是困气,或者出现困气就去开排气槽,这是不科学的,烧焦是因为困气过于严重,气体在高压,高速状态下被压缩得不到释放产生的局部燃烧,燃烧温度可瞬间到达600-800℃,这属于困气的最高境界。
三、解决方案
怎么样才能让气体最好的排出而不产生白雾现象?
1.模具
排气并非完全靠模具来解决,对于PP材料特性来讲,温度范围非常广,其流动性能优越,若模具的排气槽开得太大或位置不对,不能正确排气,而且还容易产生飞边不良,所以正确的排气才是有用的。
2.工艺
掌握正确的调机技巧在实际工作中是非常有效的。
1)如降低螺杆旋转速度,可以使熔料温度均匀,所夹带空气的机会要小,如螺杆旋转速度太快,所夹带空气的机会要多;熔料受螺杆剪切作用力大,摩擦生热导致熔料温度不均匀,熔料分解产生气体。
2)提高模具温度,可以利于高压,慢速充填赢得时间,如果模具温度过低,产品表面易于过早冻结,慢速充填无法实现,可能导致缺胶。
3)降低注射速度,速度越快,气体压缩的越快,温度越高。速度越慢,气体压缩的越慢,越有利于气体的排出。
4)锁模力,锁模力越大,型腔表面排气效果越差,锁模力越小,型腔表面排气的效果越好。
高光无痕注塑的关键

高光注塑最关键的是模具温度控制系统。由于高光注塑与一般注塑最大区别在于模具温度的控制,而对注塑机的要求并不高。高光注塑模具温度控制系统一般也称为高光模温机,和通用注塑机配合,在注塑的填充、保压、冷却、开合模具过程中协调动作。
模具表面的加热方式是温控系统的关键技术,高光模具表面主要通过以下方式获得热量。一是以热传导为主的加热方式,如通过模具内部管道的油、水、蒸汽、电热元件等将热量传导到模具表面;二是以热辐射为主的加热方式,如将太阳能、激光束、电子束、红外光、火焰、气体等直接辐射模具表面;三是通过自身热场加热,如通过电阻、电磁感应加热等使模具表面自身产生热量。目前实用的加热系统有:高温油传热的油温机、高温高压水传热的高压水温机、蒸汽传热的蒸汽模温机、电热管传热的电热模温机,以及电磁感应加热系统和红外辐射加热系统等。
一、高温油传热的油温机
模具内部设计均匀的加热或冷却管道,通过油加热系统达到模具预热的功效,同时在注射过程有冷却的作用。最高温度可达350℃。由于油的热传导系数低,效率较低,而且产生的油气影响高光成型质量,但效果比较不理想。但目前企业油温机比较普遍,使用经验丰富。
二、高温高压水传热的高压水温机
模具内部设计均衡的管道,不同阶段使用不同温度的水。加热时通入高温过热水,冷却时切换为低温冷却水,实现模具表面的加热或冷却。如将水加压,温升还可达140~180℃,升温很快。高温高压的水温控制系统的制造厂商有:如奥德的GWS系统,由于热水可循环利用,运行成本较低,是目前国内市场上使用较多的一种,也是代替蒸汽的最佳选择。
三、蒸汽传热的蒸汽模温机
同高压水温机作用原理相似,模具内部设计均衡的管道,加热时通入蒸汽,冷却时切换为低温水,实现模具表面的加热或冷却(蒸汽加热前一般还需要用压缩空气将管道吹干)。高温高压蒸汽加热系统可使模具表面最高温度达到160℃。由于蒸汽相对于水,其热容较小,相对升温时间较长。达到150℃模具表面温度需要300℃左右的蒸汽。但由于生产过程中蒸汽不可循环利用,需要安装锅炉设备和铺设管道等,致使其运行成本偏高。
四、电热管传热的电热模温机
采取电阻加热元件(电热板,电热框,电热圈等)作为热源,其中电热管应用较多,它以金属管为外壳(包括不锈钢、紫铜管),沿管内中心轴向均布螺旋电热合金丝(镍铬、铁铬合金),其空隙填充压实具有良好绝缘导热性能的氧化镁砂,管口两端用硅胶密封。电热元件可加热空气、固体和各种液体。目前直接加装在模具里的电热器加热系统成本较高,并需支付模具设计专利费。电热管加热速度较快,控制温度范围可达350℃,利用该系统后,15s就可将模具温度加热到300℃,然后 15 s又能将模具温度冷却到20℃。但只适合尺寸较小的产品使用。由于加热丝直接加热温度较高,相对模具寿命会缩短。
五、高频电磁感应加热系统
根据电磁感应原理使工件的温度升高。由于集肤效应,在工件表面上产生的涡流最强,而在内部很弱,到芯部接近于零。因此这种方法可只对工件表面至集肤深度范围加热,因此加热体积小,升温速度快,加热速度在14℃/s以上,如台湾中原大学研发的系统升温速度已经达到20℃/s以上。表面加热完成后,再搭配快速低温冷却设备,可达到模具表面快速加热、冷却的效果,实现变模温控制。
六、红外线辐射加热系统
研究人员正开发利用红外线辐射的方式直接对型腔部位进行加热。红外线的传热形式是辐射传热,由电磁波传递能量,不需要传热介质,具有一定的穿透能力。与其它方式相比,具有节省能源、安全、设备简单、易推广等优点。但由于光亮金属红外线吸收能力较弱,加热速度慢。
七、气体式回执系统
高温气体作为快速变模温的介质,在充填阶段前快速准确确定量地将气体注入型腔中,可以瞬间将模面温度提高至200℃左右,且高温区域可控制在模具表面附近,不会造成模具其它部分因温度京华剧烈产生尺寸膨胀的配合度问题。该技术无需对现有模具作太大的修改,模具制造成本较低,但密封要求高。
目前温度控制系统还存在一些问题需要解决:
一是实用的加热方法少,比较成功的为蒸汽、高温水加热;
二是高光注塑都是采取单独的模具温度控制系统,需要和注塑机配合使用;
三是设备及运行成本高。
如何能让变模温控制技术在不影响成型周期的每件下进行经济规模生产是大家争相发展与突破的题目。今后需要在实用的低成本快速加热方法、集成的高光注塑机等方面进一步研究开发。
相关参考
高光注塑**重要的是模具温度控制体系。因为高光注塑与通常注塑**大差异在于模具温度的控制,而对注塑机的请求并不高。高光注塑模具温度控制体系通常也称为高光模温机,高光注塑都是采用独自的模具温度控制体系,需求...
注塑高光产品调机注意(高光无痕塑胶模具设计:最详细的制造规范,不收藏下吗(上))
...塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一、高光无痕注塑的原理:1、模具成型对温度要求较高(一般为80°~130°左右),在注塑转...
注塑高光产品调机注意(高光无痕塑胶模具设计:最详细的制造规范,不收藏下吗(上))
...塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一、高光无痕注塑的原理:1、模具成型对温度要求较高(一般为80°~130°左右),在注塑转...
一、高光无痕注塑的原理1、模具成型对温度要求较高(一般为80℃-130℃左右),在注塑转入保压后改用冷却水,使模具温度降至60-70℃。较高的模温下保压成型有利于消除熔接线、流痕、产品内应力等缺陷。因此模具在工作时需...
注塑无尘车间设计要求(高光无痕注塑模具设计要点和模具抛光保养)
...塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一高光无痕注塑的原理1.温度较高模具成型对温度要求较高(一般为80℃-130℃左右),在注...
注塑无尘车间设计要求(高光无痕注塑模具设计要点和模具抛光保养)
...塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一高光无痕注塑的原理1.温度较高模具成型对温度要求较高(一般为80℃-130℃左右),在注...
...高光模温机能够解决对于每一种塑料和塑胶件,存在一个模具表面温度的极限,超过这个极限就可能出现一种或更多不良影响(例如:组件可以溢出毛边)。高光模温机设备具有8寸LCD显示,触摸式中文数字输入,全中文界面,...
...高光模温机能够解决对于每一种塑料和塑胶件,存在一个模具表面温度的极限,超过这个极限就可能出现一种或更多不良影响(例如:组件可以溢出毛边)。高光模温机设备具有8寸LCD显示,触摸式中文数字输入,全中文界面,...
机加工 高光工艺(模具大佬教你怎么做高光无痕,不懂的可以多参考,喜欢的可以收藏)
一、高光无痕注塑的原理1、模具成型对温度要求较高(一般为80℃-130℃左右),在注塑转入保压后改用冷却水,使模具温度降至60-70℃。较高的模温下保压成型有利于消除熔接线、流痕、产品内应力等缺陷。因此模具在工作时需...
模具的材料选择好不好,直接影响到产品的制造周期,也就是开模数,也会影响到产品的表面处理工艺,有些材料不能做镜面高光处理,有些材料则强度会弱,不适合做插穿的镶件等。所以,模具材料的选择,也关系到产品设计...