模具焊条生产(上汽通用五菱汽车:冷焊工艺在汽车覆盖件模具中的应用)
Posted
篇首语:年轻只知学习营利,乃生命中最黯淡之时刻。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具焊条生产(上汽通用五菱汽车:冷焊工艺在汽车覆盖件模具中的应用)相关的知识,希望对你有一定的参考价值。
模具焊条生产(上汽通用五菱汽车:冷焊工艺在汽车覆盖件模具中的应用)
1制件缺陷现状描述
图1所示为某车型后侧门外板拉深模,模具外形尺寸为3 760 mm×2 080 mm×1 098 mm,下模座的材质为HT300,因制件属于外观件,成形时不能有表面质量缺陷[1],故凸、凹模和压边圈的材质采用GGG70L,该材质具有铸造性能好、高耐磨性、高强度、高硬度、抗冲击韧性良好、易切削、淬透性好、热处理变形小等优点[2],基体硬度为210~260 HB;门外板材质为HC180BE+Z-PO 35/35-FD,材料厚度为0.65 mm。
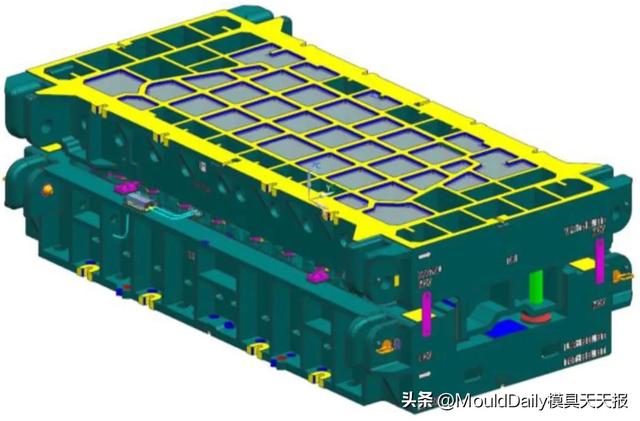
图1 拉深模
模具调试过程中成形制件出现图2所示的缺陷,缺陷具有分布集中、形状颗粒较大、蜂窝状及麻面状特征,对制件A面造成不可修复的缺陷。

图2 制件缺陷
2缺陷分析
模具制造过程中,在模具零件精加工完成后,检查加工质量时,发现凸、凹模型面上有较多如图3所示的缩松,其研合抛光完成后缩松如图4所示。

图3 加工后缩松

图4 抛光后缩松
缩松是指金属液在型腔内凝固时,当合金凝固温度范围较大时会形成较宽的凝固区域,在凝固区域内是按体积凝固方式进行凝固,即同时形成晶核并长大。到凝固后期固相比例大,枝晶生长连成骨架,把未凝固金属液分割成孤立或近似孤立的小熔池,这些金属液凝固时难以得到补缩,形成许多细小、分散的小孔。
根据上述缩松形成机理可知,缩松是在铸件外表面开始凝固形成薄层硬壳至铸件中心凝固完毕时期内形成的,故缩松隐藏于铸件的内部,不易被发现。在模具零件表面质量检查、半精加工时均没有发现此类缩松,而在精加工完成后发现此缺陷[3]。
3缺陷补救措施
为了解决上述缺陷问题,经过对成本、品质等多方面比较,可采取的解决方案有:①模具零件重新加工,将表面缺陷以加工的方式去除,重新做基准、研合、调试;②采取去掉缺陷后补焊的方式。综合考虑成形制件的交付期、成本及模具零件缺陷的大小等,决定采用方案②消除缺陷。
传统的铸造缺陷修复方法有机械加工、熔焊、熔解扩散焊。传统的焊接修复方法需要昂贵的设备、熟练的技术工人,耗费大量的能源且污染环境,危害人体健康。模具零件因为焊接时产生大量热量而产生变形、开裂等缺陷,导致修复效果不理想,并带来较大的工作量,甚至造成模具报废,交付期延后,成本增加。
随着新技术、新材料的发展和应用,对铸件缺陷的修复有了新的方法,其中冷焊技术是近年来常用的较经济、安全、实用、便捷的修复方法。冷焊机是根据类似放电加工机的电路原理研究开发的。
冷焊机是通过微电瞬间(10-6~10-5 s)放电,因放电时间(Pt)与下一次放电间隔时间(It)相比极短,机器有足够的散热时间,热量会通过零件基体扩散到外界,所以修复零件的部位不会有热量聚集,即零件的升温停留在室温,故该焊层是在非常低的热输入下产生,避免了热应力变形。在接触区域电极被加热到8 000~25 000 ℃,并在电离状态下将少量电极转移到修复零件上,并产生牢固的冶金结合[4]。
据国内外专家研究,大部分冷焊机的工作原理均满足式(1),现所述的缺陷修复采用的波形如图5所示,从波形的特征可知,2个脉冲间隔之间没有维弧电流,如图6所示,随即进入熄弧冷却阶段,因而冷却时间大于加热时间,该过程中有足够的冷却时间使得零件一直处于常温状态[5]。
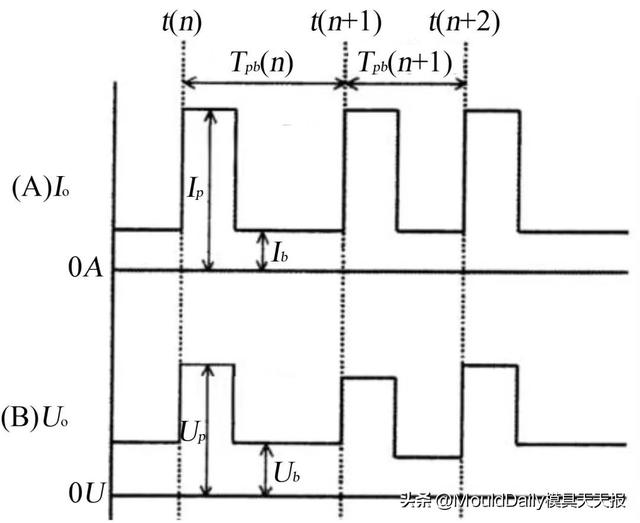
图5 电流和电压波形
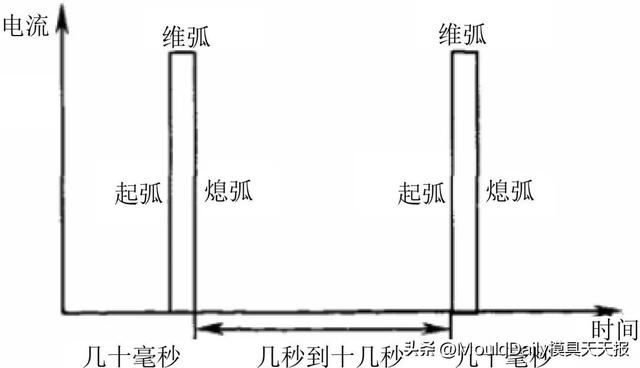
图6 脉冲电源工作示意图
 | (1) |
式中:Ks——外部特性的斜率;Ia——焊接电流绝对值;Ua——焊接电压绝对值;Is——焊接电流基准值;Us——焊接电压基准值。
从第n次脉冲周期Tpb(n)开始时计算式(1)的积分值Svb。第n次的预先设定峰值期间结束时,在第n次谷值期间中当积分值Svb=0(或Svb≥0)时第n次的脉冲周期Tpb(n)终止。在式(1)积分值Svb的公式中,不包括峰值电流Ip与谷值电流Ib为恒定值的前提条件,能够广泛适用于脉冲电弧焊接[6]。
相对于传统手工焊条电弧焊,冷焊的优缺点如表1所示。
表1 传统手工焊条电弧焊与冷焊的优缺点
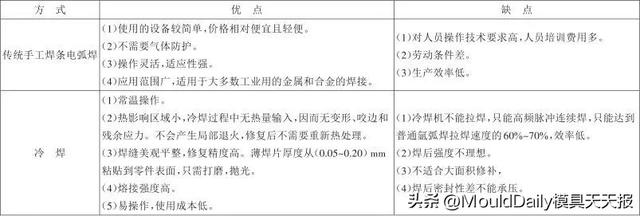
因该铸造缺陷正好对应制件外观型面呈分散状态,若采用传统补焊方式,需先加工缺陷处,再补焊加工的区域,补焊完成后再加工补焊区域,其工艺过程长,重点是其热影响区会造成模具零件型面变形且硬度不均匀,产生凹陷或凸面,该缺陷会在成形过程中呈现在制件上,无法消除。而采用冷焊方式修复在模具零件表面无热量输入,故无变形,在模具零件表面不会产生残余应力及凹凸面;补焊完成后,钳工手工修复即可,减少了加工工序,缩短了修复时间,节约了成本。通过对比二者的优缺点,采用冷焊工艺修复此型面缩松缺陷更有利。
模具零件型面缺陷的冷焊工艺过程如下:将厚度为0.1 mm的碳钢材料薄片粘贴在缩松位置[7],如图7所示,用冷焊机焊接,使薄片与铸件材质熔接在一起,再通过钳工使用磨头、锉刀等工具手工修复补焊位置的型面,使其光滑平整[8],如图8所示,使该区域型面缩松被覆盖,且型面具有连续性,无凹凸不平等缺陷。
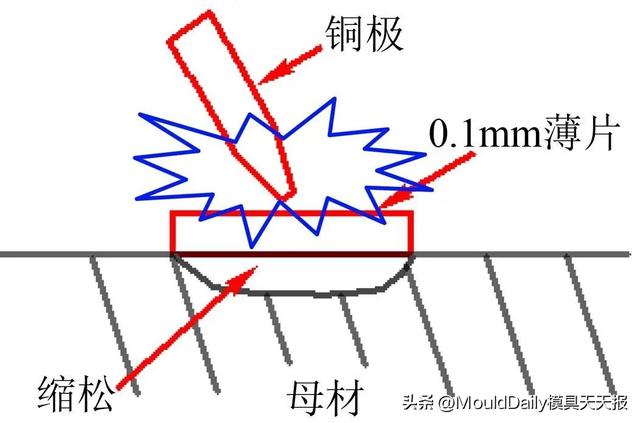
图7 焊接示意图
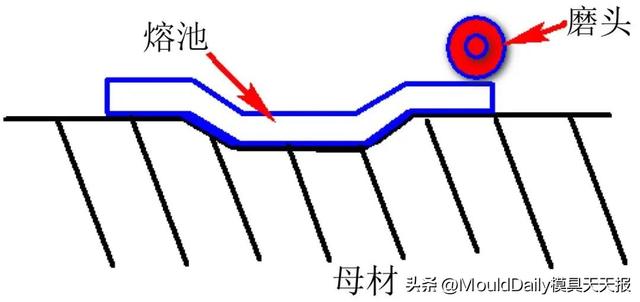
图8 钳工修复补焊位置示意图
修补该缩松缺陷时,对于微小的、大面积的缩孔,没有合适尺寸的填补焊材,该类缺陷考虑采用传统补焊工艺更适合。
修补完成后的模具零件型面如图9所示,测量补焊位置的硬度为209~240 HB,与母材的硬度基本一致,从单个修补缺陷后的硬度数据来看,说明焊接工艺符合要求。
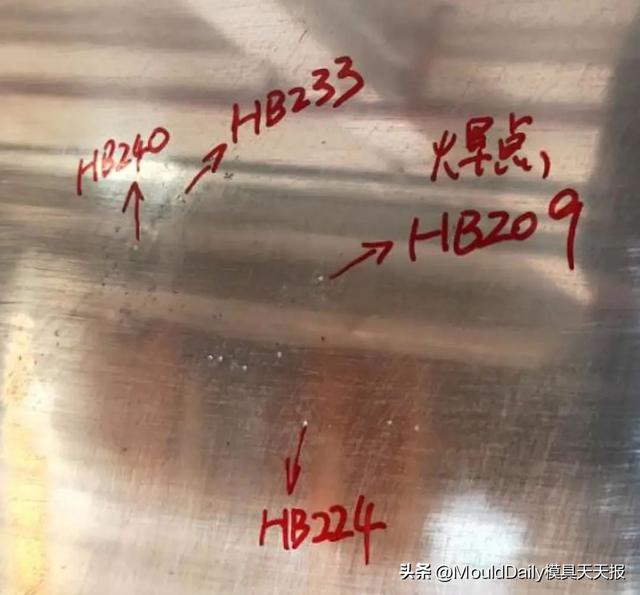
图9 修补后模具零件型面
因门外板属于外观件,对其外观有严格的要求,不允许存在凹凸面、凹凸点等A2等级的缺陷。模具调试完成后,在正常参数条件下生产,制件A面存在A2凸面,经过多轮调试优化,最终A2凸面转化成A3凸面,如图10所示,但不能完全消除此缺陷。
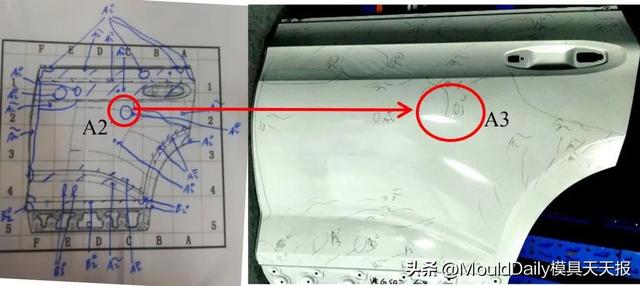
图10 制件缺陷
缺陷形成机理分析如下:①基准模具的铸造缺陷与制件上的缺陷位置一致;②制件成形时没有外部材料流入[9],类似于胀形[10],而铸造缺陷的位置位于正冲压方向的最顶端,如图11所示箭头指示处。

图11 冲压方向
结合上述2个因素,该铸造缺陷位置最早接触材料直至制件成形完成,在12 000 kN的成形压力下,该铸造缺陷补焊完成的位置支撑不了如此大的压力,导致补焊区域存在局部塌陷,如图12所示,这也导致了成形制件缺陷的产生。

图12 模具型面上凹陷
▍原文作者:张峰韦韡周颖鹃孙祖团
▍作者单位:上汽通用五菱汽车股份有限公司
相关参考