模具热流道里的热嘴图片(薄壁注塑工艺,一次性快餐盒的注射模设计要点,不学习下吗)
Posted
篇首语:一个不想蹚过小河的人,自然不想远涉重洋。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具热流道里的热嘴图片(薄壁注塑工艺,一次性快餐盒的注射模设计要点,不学习下吗)相关的知识,希望对你有一定的参考价值。
模具热流道里的热嘴图片(薄壁注塑工艺,一次性快餐盒的注射模设计要点,不学习下吗)
近年来市场上外卖的发展一次性快餐盒已由泡沫饭盒转向环保饭盒,原来的泡沫饭盒由于不耐高温,且制作过程对环境造成破坏而淘汰,取而代之的有塑料饭盒、纸制饭盒、木制饭盒、降解饭盒等。其中,塑料由于具有毒性较低、熔点较高、可塑性强、生产简便及相对制造成本低等特点,成了制造一次性快餐盒的主流材料。现老师主要介绍下聚丙烯(PP)材质的一次性快餐盒成型模具结构设计。
一.产品的特点
1.结构特点
一次性快餐盒外形比较大,壁厚比较薄,厚度为0.35~0.5 mm,如图1 所示。

图1一次性快餐盒
2.使用特点
一次性快餐盒使用时要求:一是质量可靠,包括塑件强度可靠,外形美观,无毒无害;二是制造成本低,包括单个塑件质量轻,材料价格低且材料利用率高,生产加工方便,产量足够大。
二.模具结构设计
综合考虑一次性快餐盒的特点,模具设计时采用两板模结构,1 模4 腔,模具结构布局如图2 所示,另外需要重点考虑浇注系统、冷却系统、顶出系统等。
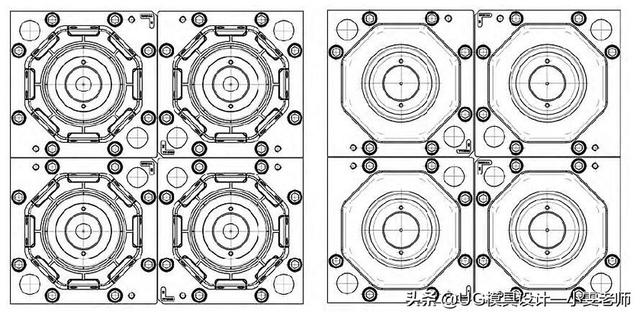
图2模具结构布图
1.浇注系统设计
为了充分提高材料利用率,又由于聚丙烯(PP)流动性不是特别好,要在很短的时间内注射成型0.5 mm 左右壁厚的一次性快餐盒,模具浇注系统宜采用热流道形式。热流道具有以下优点:①节省原材料;②可以提高塑件成型质量;③有助于提高生产效率,便于实现自动化生产。缺点是模具温度偏高,应注意充分冷却,模具制造费用会增加。综合考虑热流道优缺点,最终使用热流道系统,有助于提高塑件成型质量和生产效率,热流道系统如图3 所示。

图3热流道系统
2.冷却系统设计
冷却系统的作用是使模具快速冷却降温,控制模具温度。由于 PP 料在注射成型时温度为 220~270 ℃,冷却系统设计合理会大大降低塑件的冷却时间,进而缩短注射成型周期。由于该模具特殊的结构和要求,冷却系统采用了多回路冷却,以充分保证成型塑件的冷却,冷却系统如图4 所示。
由于模具采用了热流道系统,热嘴部分温度也会比较高,在热流道的热嘴上也增加了冷却系统,如图4(a)中的回路2。

图4冷却系统
3.顶出系统设计
由于一次性快餐盒外形大,壁厚比较薄,塑件对模具零件的包紧力较大,如果采用普通推杆式推出系统,在推杆点位置容易集中受力,推杆痕会影响塑件成型质量,严重时会发生顶破现象,造成废品;如果采用推板式顶出,废品率将有所降低,但推板结构会增加模具的多余动作,使生产周期延长,降低生产效率。
该模具采用了多点气体辅助顶出结构,开模后,通过将一定气压的空气吹入型腔,使塑件和模具分离,如图5 所示,多点气体辅助顶出具有以下优点:一是便于控制压力,顶出力均匀,不至于把塑件吹破;二是气体辅助顶出没有顶出→复位→再顶出→再复位的动作,只需要控制压力,气体按时吹出即可,节省了成型时间,缩短了成型周期。

图5气体辅助顶出
4.模具结构
最终的模具结构如图6 所示。
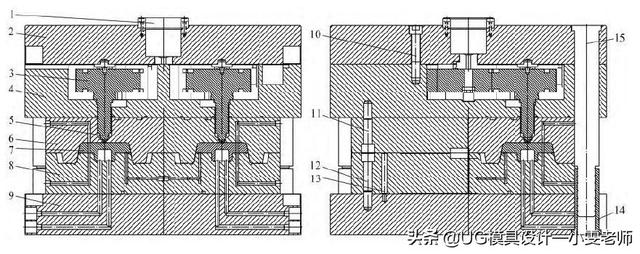
图6模具结构
1.定位圈 2.定位模座板 3.热流道系统 4.热流道板 5.热嘴 6.定模板 7.动模镶嵌件 8.动模板 9.动模座板 10.螺钉 11.螺钉 12.螺钉 13销钉 14.导套 15导柱
三.总结
一次性快餐盒注射模结构具有以下优点:
1.对浇注系统、冷却系统、顶出系统等进行了改进,采用了热流道,并进行了充分冷却,达到了顶出均匀,缩短了塑件成型时间的目的。经过长时间生产实践验证,模具结构合理、紧凑,工作稳定,安全可靠,在实际生产中,材料利用率达到100%,成型周期缩短到5 s。
2.结合一次性快餐盒的结构特点和生产要求,该模具结构可为类似塑件模具设计制造提供一定的参考。
点击关注关注老师学习不迷路,进老师主页查看更多干货!
每晚八点有免费直播课程学习,私信老师即可免费学习!
需要模具设计资料和软件的可以私信老师回复“资料”即可免费领取!
喜欢老师作品可以转发或收藏,同时请继续关注后期会推出高质量视频和技术资料!
相关参考
注塑上热流道模具要注意哪些(热流道热嘴套的设计方法,以及必须注意的地方,再也不担心难学了)
注塑模具热流道进胶的模具现在使用特多别,特别是汽车模具非常多,有用到热流道进胶的模具要求热嘴必须设计热嘴套,且热嘴套一定要设计运水便于冷却、恒温,那么热嘴套要怎么设计呢,需要注意什么事项呢?下面我来给...
热流道可以调多高温度(模具热流道镶件水路的各种形式:附间距尺寸图纸)
热嘴镶件水路的各种形式:附间距尺寸图纸模具型腔热流道嘴头处的温度非常高,要想高效的冷却,水路应尽量的靠近。一般会针对该处拆一个圆形的镶件,即热嘴镶件。最理想的水路当然是随形环绕3D打印出来。下图是一些3D...
热流道可以调多高温度(模具热流道镶件水路的各种形式:附间距尺寸图纸)
热嘴镶件水路的各种形式:附间距尺寸图纸模具型腔热流道嘴头处的温度非常高,要想高效的冷却,水路应尽量的靠近。一般会针对该处拆一个圆形的镶件,即热嘴镶件。最理想的水路当然是随形环绕3D打印出来。下图是一些3D...
高精度的模具,特别是这种针筒模具产品比较小的,模具的腔数肯定不能太少,难就难在要使模具每个型腔出的产品的精度差控制的一个极小的范围,如果一出2,一出4,这些出得比较少模具到好控制,如果一旦1出12,1出24这样出...
高精度的模具,特别是这种针筒模具产品比较小的,模具的腔数肯定不能太少,难就难在要使模具每个型腔出的产品的精度差控制的一个极小的范围,如果一出2,一出4,这些出得比较少模具到好控制,如果一旦1出12,1出24这样出...
热流道针阀胶口料花(青华模具分享Moldflow针阀式热流道的创建)
在moldflow模流分析中,我们可以直接模拟针阀式热流道注射成型,但是很多朋友都不知道究竟怎么用的?下面将讲述关于针阀式热流道注射成型的具体使用,希望对大家有提升:1.我们用600X40X2MM显示器装饰条为例,先对其进行网...
热流道针阀胶口料花(青华模具分享Moldflow针阀式热流道的创建)
在moldflow模流分析中,我们可以直接模拟针阀式热流道注射成型,但是很多朋友都不知道究竟怎么用的?下面将讲述关于针阀式热流道注射成型的具体使用,希望对大家有提升:1.我们用600X40X2MM显示器装饰条为例,先对其进行网...
热流道怎么看几个点(有些事情总有人在帮你们做(热流道痛点解决))
我们做注塑模具总会用到热流道。热流道形象点解释就是注塑机喷嘴的延长,所以它的好处就是减少料头的尺寸和重量(甚至做到无料头),降低压力损失。但是大家在使用的过程中常常会碰到一些问题,尤其是+玻纤的材料你...
热流道怎么看几个点(有些事情总有人在帮你们做(热流道痛点解决))
我们做注塑模具总会用到热流道。热流道形象点解释就是注塑机喷嘴的延长,所以它的好处就是减少料头的尺寸和重量(甚至做到无料头),降低压力损失。但是大家在使用的过程中常常会碰到一些问题,尤其是+玻纤的材料你...
注塑模具设计经常会用到热流道进胶,那么设计热流道要注意什么呢?1.需加保护热嘴的导柱,高度一定要高过热嘴,需分两锁镙丝,不可以从面板上一锁到底,方便装拆2.地侧需加排水槽,3-5MM深,需加压线板,腔体用热嘴公司发...