模具热流道堵塞怎么办(注塑机上容易被忽略的参数设置)
Posted
篇首语:我们这个世界,从不会给一个伤心的落伍者颁发奖牌。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具热流道堵塞怎么办(注塑机上容易被忽略的参数设置)相关的知识,希望对你有一定的参考价值。
模具热流道堵塞怎么办(注塑机上容易被忽略的参数设置)
注塑机上的参数设置有很多是被我们忽略了的,在试模或量产时随意设置,这样的设置会对注塑机和模具造成损伤,会对工艺的不稳定无法监控。以下例举几个常见忽略项目,欢迎大神补充。
射胶设置页面
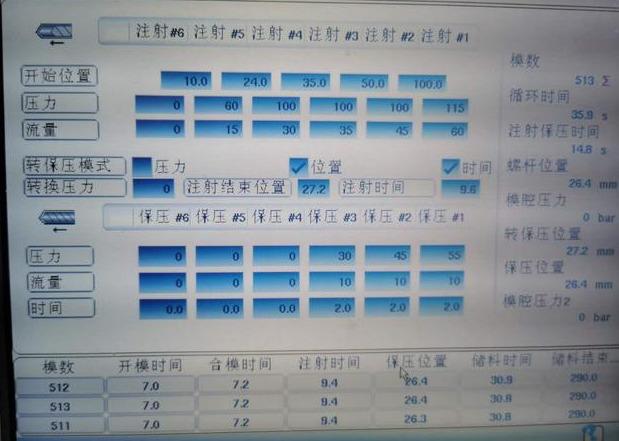
注塑射胶设置页面
注塑成型在VP转换时机台提供了3种模式,压力、位置、时间、有的机台还提供了型腔压力,以上4种模式中位置和型腔压力转换是最精确的。在实际运用中尽量选取2种模式同时使用,比如上面工艺螺杆注射到27.2mm时需要9.4s,那么时间模式加0.2s选取使用。这样其实就是告诉机台最大的注射时间是9.6s,最大的螺杆行程到28mm停止,这样的设置尽量避免了因模具热流道故障或是机台喷嘴堵塞造成炮筒返料或是模具流道漏胶。而先进的系统就可以直接设置压力超高报警。在设置射胶速度时,只要质量允许,尽可能设置较快的射胶速度,因为快的射胶速度会使塑料在模腔的冻结层生长更慢,剪切应力更小,当然,理想的充填一定是剪切热与塑料的散热达到平衡,即流动前沿温度没有变化。另外快的射胶速度可以缩短成型周期,降低生产成本。
熔胶设置页面

熔胶设置页面
熔胶页面有2个参数容易被忽略,一个是储前冷却,一个是后抽胶,下面分别介绍一下设置的要点。
储前冷却也叫熔胶延时,设置熔胶延时可以让机台的动作更稳定,另外一个作用是保护止逆环与限位不磨损。所以建议储前冷却时间为0.5~1.5s.后抽胶的作用一个是防流延,另外一个是让止逆环在下一次注射时提前密封,达到稳定的射胶效果。但是过长的抽胶行程会把空气抽进炮筒而造成料花。所以建议抽胶的行程为5~10mm.抽胶还有另外一种方式,就是在熔胶前抽胶,这种方式适合带密封喷嘴的机台或是模具,前抽胶可以降低流道分流板内的压力。
加热页面设置
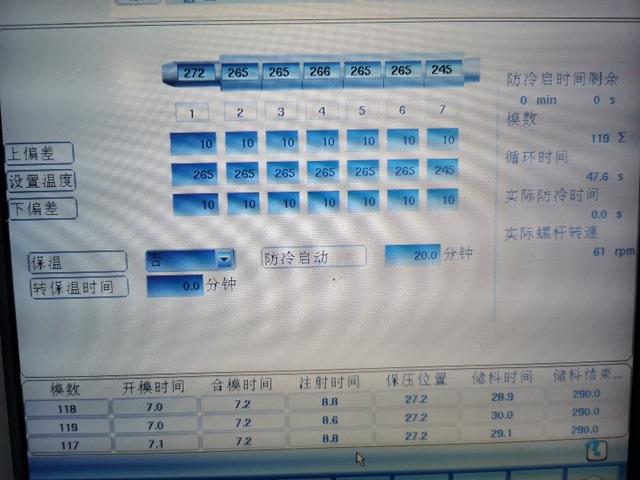
加热页面
防冷启动是在停机以后,从新开机生产前注塑机自动启动,防冷启动是炮筒温度已经加热到设定之后再延迟一定时间,这个时间大约20~30分钟,目的是为了保护螺杆因实际温度不够而损坏,所以就需要要设定一个延时,保证螺杆的传热均匀,达到实际温度。这个参数可以通过高级口令更改。当然,每次停机前必须保证炮筒内无熔胶,螺杆停留在10mm左右是非常必要的。这样升温和传热才高效快捷。
另一个参数是下料口温度

熔胶加热页面
下料口温度过高会造成塑料粒子在下料口结块,影响塑化效果,造成塑化不均,如果下料口温度过低,下料口就会有冷凝层和水汽,这样会影响塑化过程中的排气效果,造成产品外观料花等缺陷。下料口的温度建议设置在45~65℃之间,接近烘料温度。但是国内大部分注塑机没有下料口温度设置选项,所以在使用过程中只有人为去点检来防止温度过高或过低。另外下料口的冷却水一定要用常温水(25℃左右),严禁使用冻水(10~15℃)。
开合模设定

开合模设定页面
低压模保的原理:低压保护的原理就是在一定的低压时间内,电脑无法采样到高压信号,电脑则判定模腔内有异物,此时电脑原则上应停止合模信号输出,同时报警并输出开模信号。所以低压模保是靠时间检测的,所以要设置低的压力,低的速度,压力可以从零开始往上加,速度尽量在5~10,低压模保有一个检验标准,放一个 0.5-1.5mm厚的纸板,模具无法合拢就证明你设置成功!破模,也叫高压开模,增大开模力,2板机的4个螺母锁不打开,靠4个拉杆同时往开模方向推,移动的距离是根据模具的结构决定,深腔模具,有长斜导柱,前模大的哈弗滑块我们设置的距离要长一点,如果一般平板类产品2~3mm即可。设置原则是开模平顺无异响,不损伤模具和设备。
质量监控或SPC

质量检测
通过设置我们想要监控的工艺参数,监控整个生产过程的一致性和稳定性,设置偏差报警的值要合理,且范围尽量要小,只有这要,设备模具及辅机有问题会及时提醒相关人员进行处理。注塑是一个非常复杂的生产过程,他包括了高分子学,热传导学,流体力学,以及现场调机人员的经验,只有注塑设备,模具,材料完美结合才能生产出高质量的产品。所以,对注塑机上的功能掌握是调机的第一步,以上例举有不正之处,欢迎各位指正。
相关参考
注塑料花原因分析(1)模具原因A.入水太小,喷射现象。B.排气不良,困气料花。C.尖锐拐角,残胶料花。D.唧咀口,水口针点处太小。E.热流道有死角,残胶。F.热流道感温位置不当,线异常。G.热流道堵塞一半了。H.模具渗水。I.热流道...
一.双色模具两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。双色模具目前市场上日益盛行,这种工艺可以使...
一.双色模具两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。双色模具目前市场上日益盛行,这种工艺可以使...
一.双色模具两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。双色模具目前市场上日益盛行,这种工艺可以使...
一.双色模具两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。双色模具目前市场上日益盛行,这种工艺可以使...
...模简单地说就是前后模打开,顶出后就能得到产品;平板模具上面有后模滑块与后模斜顶的情况下,也称为平板模。3.三板模简单地说,前模需要多开一次模,需要把点进胶的料头取出;三板模的料头特殊的大,在注塑过程中会...
...模简单地说就是前后模打开,顶出后就能得到产品;平板模具上面有后模滑块与后模斜顶的情况下,也称为平板模。3.三板模简单地说,前模需要多开一次模,需要把点进胶的料头取出;三板模的料头特殊的大,在注塑过程中会...
...有分享,完全是免费订阅,请放心关注。1、什么是双色模具?双色模具是指两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门...
热流道注塑模的工作过程((中模)注塑模具热流道技术及其最新进展(续))
1、分流板的类型热流道的分流板按加热方式分为内热式和外热式两种。分流板中的流道在加热阶段由外部的加热源加热到塑料的加工温度,而后在注射周期内,加热器主要用于补偿热耗造成的能量损失。外热式分流板如图1所示...
热流道注塑模的工作过程((中模)注塑模具热流道技术及其最新进展(续))
1、分流板的类型热流道的分流板按加热方式分为内热式和外热式两种。分流板中的流道在加热阶段由外部的加热源加热到塑料的加工温度,而后在注射周期内,加热器主要用于补偿热耗造成的能量损失。外热式分流板如图1所示...