模具烧焊回火工艺(铜管为啥有焊瘤、沙眼、气孔、焊漏等现象,怎么焊接和预防?)
Posted
篇首语:只要还有什么东西不知道,就永远应当学习。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具烧焊回火工艺(铜管为啥有焊瘤、沙眼、气孔、焊漏等现象,怎么焊接和预防?)相关的知识,希望对你有一定的参考价值。
模具烧焊回火工艺(铜管为啥有焊瘤、沙眼、气孔、焊漏等现象,怎么焊接和预防?)
一、焊料的选用
铜管是制冷装置的重要原材料,主要用于制作换热器和连接管道、管件。制冷管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练的操作,以确保焊接的质量。

铜与铜的焊接:可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。
铜与铁的焊接:可选用磷铜焊料或黄铜条焊料,但还需使用相应的焊剂,如硼砂、硼酸或硼酸的混合焊剂。
二、焊接操作
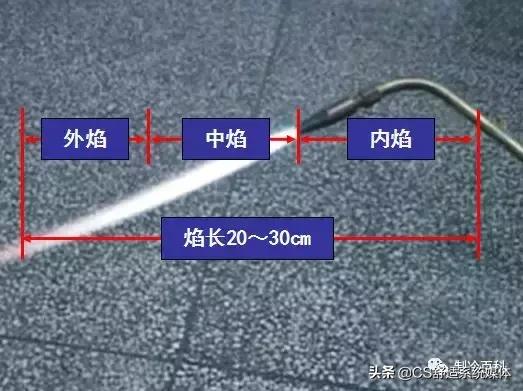
用砂纸将铜管铜管插入接头部分的表面的油脂、氧化物、污迹和灰尘磨清。铜管插入 焊接部分。管路的焊接要求中性火焰的长度一般为20~30cm,燃气输出量大于氧气输出量时将产生不适合焊接操作的碳化焰,使用焊枪对铜管接口处加热。
然后均匀加热被焊接管件,直到焊接口处呈暗红色,放入焊条并使熔化的焊条,包绕在焊口周围0.8cm以上即可将焊条取下,当钎料全部溶化时停止加热。

焊接结束间隔几分钟后,用湿布揩拭连接部分。这样既可稳定焊接部分,又可以去掉焊接面上的熔渣,以防腐蚀。焊接后正常的焊缝应无气孔、裂纹和未熔合。

三、焊接常见缺陷分析
1、焊瘤
特征:钎料流到钎缝以外并形成堆积。
形成原因:
- 1、焊接热效率太大;
- 2、钎料施加量过多或施加方式不当;
- 3、焊接时焊缝不在同一水平面;

预防措施:
- 1、加热时来回摆动焊枪防止局部过热;
- 2、添加焊料要从加热位置的背面沿着焊缝滑动;
- 3、焊件定位平稳。
2、咬边
特征:焊缝边缘被火焰烧成腐烂形状,但又未完全烧穿,管壁本身被烧损。
形成原因:
- 1、焊接热效率太大
- 2、加热方式错误。

预防措施:
- 1、采用火焰为中性烧焊。
- 2、焰来回摆动焊枪,避免集中加热。
3、过烧或者溶蚀
特征:接头表面氧化物焊后自然大块脱落接头擦干净后,有黑色麻点镶嵌在接头表面。

形成原因:
- 1、焊接热效率太大(温度过高);
- 2、焊接时间过长等。
- 3、使用氧化焰焊接。
- 4、重复焊接(补焊)
预防措施:
1、调中性焰焊接;
2、不要重复焊接。
4、沙眼
特征:焊缝有杂质,导致焊缝表面上出现的较深孔眼。
形成原因:
- 1、钎料或母材本身有油污、杂质或氧化膜。
- 2、焊缝温度过高,造成钎料中的磷挥发。
- 3、加热速度过快。

预防措施:
- 1、保证钎料和母材的清洁度;
- 2、焊接效率适当,让溶解高温熔池的气体在焊缝凝固时有效排出
5、气孔
特征:加热时间不足,液态轩缝金属中的气体未能全部溢出,在表面或内部形成孔洞。
形成原因:
- 1、纤料或母材本身有油污或氧化;
- 2、焊接速度过快,焊中的气体为有效排出;
- 3、火焰为还原焰,产生还原性氢气孔;

预防措施:
- 1、保证母材纤料清洁度;
- 2、选择中性焰焊接,速度适中。
6、烧穿
特征:焊件靠近缝处被烧损穿洞。
形成原因:
- 1.操作不熟练,未摆动焊枪;
- 2.火焰调节不当,温度控制不均匀;

预防措施:
- 1.焊接时要来回摆动焊枪,防止部过热;
- 2.选择中性焰接。
7、裂纹
特征:钎焊接头的裂纹包㓉母材裂纹和钎缝裂纹。母材、钎缝力学性能下降,在残余应力作用下产生裂纹。
形成原因:
- 1、钎料含磷量过高,材料韧性减弱;
- 2、铜冷收缩率明显,残余热应力引起裂纹;

预防措施:
- 1、改用接性能更优良的焊条;
- 2、回火处理消除残余应力。
8、焊漏
特征::焊缝不完整,部分位置未完全熔合成整条焊,焊缝存在泄漏通道。
形成原因:
- 1、火焰钎焊焊接热输入过小;
- 2、施加钎料时温度不均匀;
- 3、焊缝表面有氧化皮、油污等杂质。

预防措施:
- 1、均匀加热;
- 2、用火焰加热工件待工件呈暗红色时添加。
9、预防措施
焊接中:
- 1、钎焊加热的过程中焊枪在需要加热部位来回摆动,不得定点加热;
- 2、加入钎料时,必须从火焰加热方向的背面添加焊料;
- 3、焊接时枪嘴不能离工件太近,否则容易回火;
- 4、钎焊紫铜时,一般先预热插入管,使管配合紧密,然后集中加热外配管。
焊接完毕:
配合工件之间热胀冷缩比率不同,焊接过程中配合工件之间产生内应力,焊接后需回火消除焊接工件之间的内应力。
回火的操作方法:
工件焊完后待温度降至200℃~300℃,对焊缘30mm范内进行回火处理,回火时用外焰快速扫过接头处焊枪来回扫动,不得定点加热,每个工件持续(3-5)秒钟左右。
相关参考
今天聊模具烧焊。模具面空了或者产品面角上敲了个坑都需要烧焊。模具加工出错或者试模后的修模,有时会需要烧焊。模具常用烧焊有,氩弧焊,激光焊,离子焊,脉冲焊。模具上不会用到电焊,电焊是建筑工程上用的多,模...
今天聊模具烧焊。模具面空了或者产品面角上敲了个坑都需要烧焊。模具加工出错或者试模后的修模,有时会需要烧焊。模具常用烧焊有,氩弧焊,激光焊,离子焊,脉冲焊。模具上不会用到电焊,电焊是建筑工程上用的多,模...
热水器铜管有沙眼漏水怎么办(美的热水器还没用就漏水,是什么情况??)
现就以下问题寻求了解:1、美的热水器官方旗舰店是美的的授权店铺,对于是否是厂家的线上直营没有给予正面回复;2、热水器刚刚安装好就出现漏水,开始以为管垫变形,更换后依旧漏水;以为角阀有沙眼更换角阀后依旧漏...
热水器铜管有沙眼漏水怎么办(美的热水器还没用就漏水,是什么情况??)
现就以下问题寻求了解:1、美的热水器官方旗舰店是美的的授权店铺,对于是否是厂家的线上直营没有给予正面回复;2、热水器刚刚安装好就出现漏水,开始以为管垫变形,更换后依旧漏水;以为角阀有沙眼更换角阀后依旧漏...
弹簧钢刀淬火回火教学(冷冲压模具的常规热处理工艺第三章“回火”的讲解)
4.回火钢件淬火后,为了消除内应力并获得所需求的组织和性能,将其加热到Ac、以下某一温度,保温一定时间,然后冷却到室温的热处理工艺叫做回火。淬火钢一般不直接使用,必须进行回火。这是因为:第一,淬火后得到的...
热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。加热是热处理的重要步骤之一。金属热处理的加热方法很多,金属加热时,工件暴露在空气中,常常发生氧化、脱...
渗碳淬火热处理工艺(模具高手分享热处理4把火:淬火、回火、正火、退火)
一、淬火1.什么叫淬火?钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏...
渗碳淬火热处理工艺(模具高手分享热处理4把火:淬火、回火、正火、退火)
一、淬火1.什么叫淬火?钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏...
热锻模具模具为什么要采用高温回火?而且至少要2次,甚至3次高温回火。模具钢材中含有较高的铬Cr、钼Mo、钒V、钨W、等耐高温、强碳化物合金元素,从而提高模具的强度、红硬性等性能。在热处理回火处理中,具有明显的二...
热锻模具模具为什么要采用高温回火?而且至少要2次,甚至3次高温回火。模具钢材中含有较高的铬Cr、钼Mo、钒V、钨W、等耐高温、强碳化物合金元素,从而提高模具的强度、红硬性等性能。在热处理回火处理中,具有明显的二...