模具流道大小(塑胶模具│流道系统的设计原则及主流道的设计标准)
Posted
篇首语:书籍是人类进步的阶梯。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具流道大小(塑胶模具│流道系统的设计原则及主流道的设计标准)相关的知识,希望对你有一定的参考价值。
模具流道大小(塑胶模具│流道系统的设计原则及主流道的设计标准)
一、流道系统的设计原则:
1.对于产品多穴要采用平衡式分流道(特殊除外),即保证每个型腔浇口位置和进胶口大小相同并且分流道长短一致。以确保各腔成型条件统一
2.对于多品多穴采用非平衡式分流道和进胶口,应依照流动的距离调整水口或流道的大小,以确保尽可能各腔填充同步。
3.为减少热量及压力损失,流道应尽量短、直,且转角处须加R角保证流动顺畅。流
道表面须用600#以上沙纸省光,如果部品品是镜面,流道须用1000#沙纸省光。
4.浇注系统应能 捕集温度较低的冷料,防止进入型腔,影响部品的质量和外观。
5.浇注系统须加排气确保塑胶熔体充满型腔各个角落,使型腔气体能顺利排出。
6.浇注系统应能防止塑件出现缩水、变形,尺寸偏差等各种缺陷浇口切断要方便,并且不影响产品外观。(客户要求)
7.为提高量产效率,设计流道时要考虑尽量减少塑件后续加工,流道取出时尽量用机械手以缩短成形周期。做到自动化量产
8.主流道锥度选用时就保证其大端直径与分流道大致相等。对于PS等脆性较大的材料应选用双边3°的脱模斜度。防止主流道和分流道断开带来量产不便。
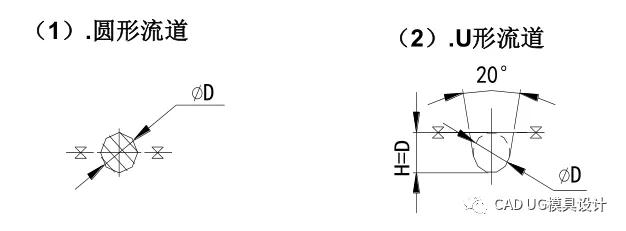
9.尽可能把流道做成方便加工的圆形、U形。
10.浇注系统设计时要考虑水口料的多少,水口重量占总重量控制在25%以下,不可超过50%,(特殊部品特殊考虑)。以节省成本和杜绝浪费。
11.一个产品上有多点水口时应考虑熔接痕大小、位置对产品强度与外观的影响。
12.对一模多腔布置,力求对称、排位紧凑合理以防偏载、缩小模架规格、成型机吨位。
13 对于一模出多种产品的模具必须依照产品大小调整水口的大小来确保各个产品填充同步。
二、主流道(SPRUE )的设计标准:
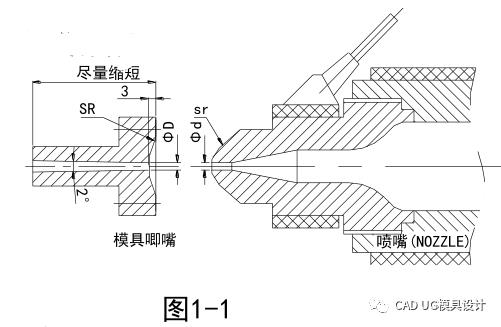
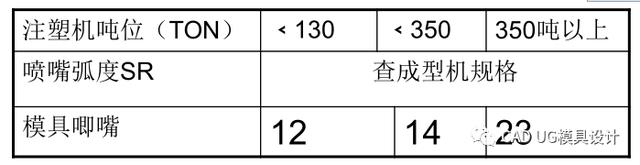
- 成型机射嘴与唧嘴的配合
模具唧咀的球面SR 应比成型机射嘴的sr 大1-2MM , 射咀的sr可查成型机规格
注意:热流道,加长射咀的模具必须在购入前与供应商要求遵守本规定
模具设计时应检查成型机射嘴可伸入模具的长度,如需使用加长射咀应先提出
2. 唧嘴穴径 D 的取值(见图1-1 )
唧嘴D 的取值应比成型机射嘴d 值大0.5mm.
3. 缩短主流道的措施:
(1)二板结构的模具唧嘴必须沉入A板(客户特殊要求除外).
(2)三板结构的模具主流道长度25以上(含25)必须使用大唧嘴.
(3)作成热咀,有外观要求与其他特殊要求的产品使用.
三、分流道(RUNNER )的设计标准
- 流道类型
2.D 的系列值:2 2.5 3 3.5 4 4.5 5 6 7 8 (10 12
2.D 的系列值:2 2.5 3 3.5 4 4.5 5 6 7 8 (10 12参考使用)
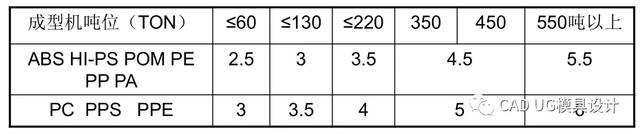
3.D 的取值方式:对于PE 、PA 等材料,D 值可取小值,对于PC 、PMMA 等材料,D 值可取大值。
4. 注意事项:
(1 ). 在U 形流道中可通过调整H 值来改变流道的大小
(2 ). 尽量使用圆形流道
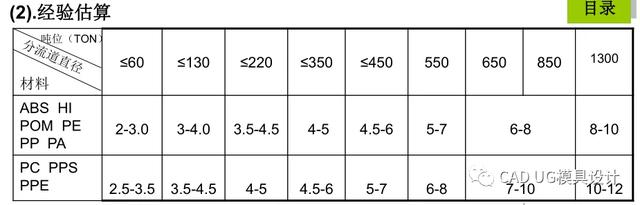
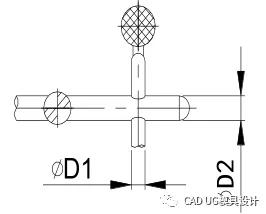
(3 ). 流道必须比其下属分流道断面粗( 如下表) ,此表为一分二形式, 如此分流道增多D1可酌情减小。

如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);关注私聊我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。
相关参考
浇口的形式、选择标准流道系统的功能,是在引导从成型机喷嘴(Nozel)所射出的熔融材料进入成型空间(模穴)中成型,流道系统由下示部分所构成:(喷嘴)注道流道浇口模穴排气/溢料注:适当的排气及溢料道设计,能防止缺料以及...
注塑模具的浇口类型及特点(模具技术专题:模具流道系统之:浇口)
浇口的形式、选择标准流道系统的功能,是在引导从成型机喷嘴(Nozel)所射出的熔融材料进入成型空间(模穴)中成型,流道系统由下示部分所构成:(喷嘴)注道流道浇口模穴排气/溢料注:适当的排气及溢料道设计,能防止缺料以及...
注塑模具的浇口类型及特点(模具技术专题:模具流道系统之:浇口)
浇口的形式、选择标准流道系统的功能,是在引导从成型机喷嘴(Nozel)所射出的熔融材料进入成型空间(模穴)中成型,流道系统由下示部分所构成:(喷嘴)注道流道浇口模穴排气/溢料注:适当的排气及溢料道设计,能防止缺料以及...
热流道比冷流道的模具贵多少(什么类型的注塑模具应使用热流道系统?)
冷流道是指模具入口与产品浇口之间的部分。塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小...
热流道比冷流道的模具贵多少(什么类型的注塑模具应使用热流道系统?)
冷流道是指模具入口与产品浇口之间的部分。塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小...
冷流道是指模具入口与产品浇口之间的部分。塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小...
模具零件名称及作用(攻玉精密带你了解塑胶模具总体功能结构-攻玉精密)
塑胶模具依总体功能结构可分为:导向系统、支承系统、成型零件系统、浇注系统、冷却系统、顶出系统、排气系统。定义:模具中从注射机喷嘴开始到型腔为止的塑料流动通道。其由主流道、分流道、浇口及令料穴组成。主流...
冷流道是指模具入口与产品浇口之间的部分。塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小...
冷流道是指模具入口与产品浇口之间的部分。塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小...
...,通过分流板流过喷嘴,温控箱阿诺立是控温的。热流道模具是利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节约原料,所以热流道模具在当今世界各工业发达国家和地区均得到极为广泛...