模具成型动作原理图(25例模具“脱模机构”动画,详细演示各种脱模机构原理)
Posted
篇首语:知识可羡,胜于财富。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具成型动作原理图(25例模具“脱模机构”动画,详细演示各种脱模机构原理)相关的知识,希望对你有一定的参考价值。
模具成型动作原理图(25例模具“脱模机构”动画,详细演示各种脱模机构原理)
注塑零件在脱模时需要克服零件与模具的摩擦力,要克服大气压力(一些半封闭的壳、筒类零件),还要克服模具机构本身之间的摩擦力。因此为了克服脱模力,保证注塑模具稳定工作,诞生了很多精巧的脱模机构。
这些机构按推出动作的动力源分类可分为:手动脱模、机动脱模、液压与气动脱模。按推出动作特点分类双脱模可分为:一次脱模、二次脱模、顺序脱模、浇注系统凝料脱模、带螺纹塑件脱模。
下面我们就一起来看看这些经典的机构吧:
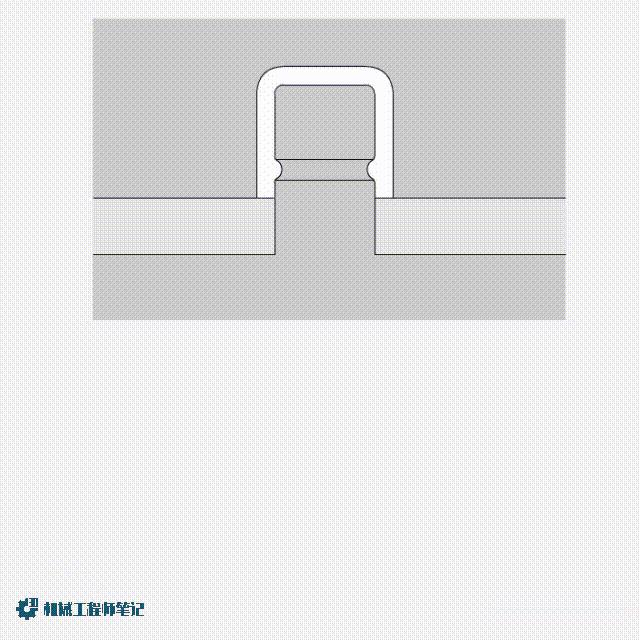
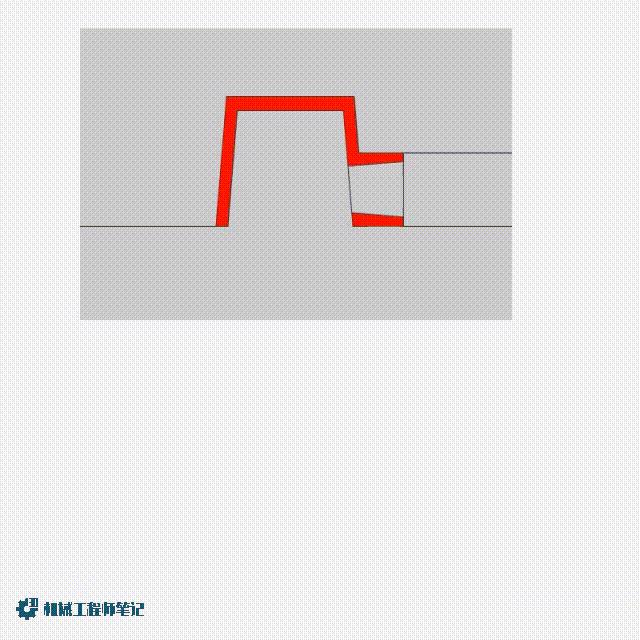
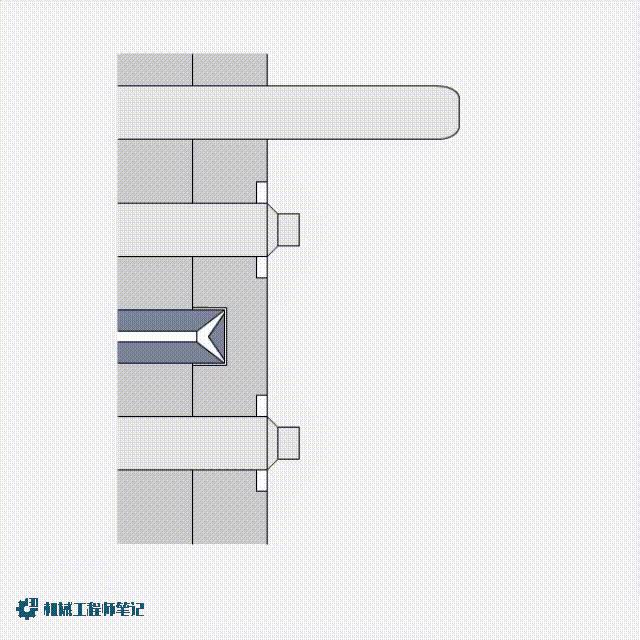
1. 强制脱模
注射成型时,经常会遇到侧向带有凸起或凹槽的塑件,当凸起或侧向凹槽的尺寸较大时,一般需采用侧向抽芯机构来实现塑件的脱模,当凸起或侧向凹槽的尺寸较小时,可采用塑件的弹性变形进行强制脱模。采用强制脱模生产塑件不仅可以简化模具结构,降低生产成本,而且可以改善塑件的美观程度。
① 强制脱模示例1:
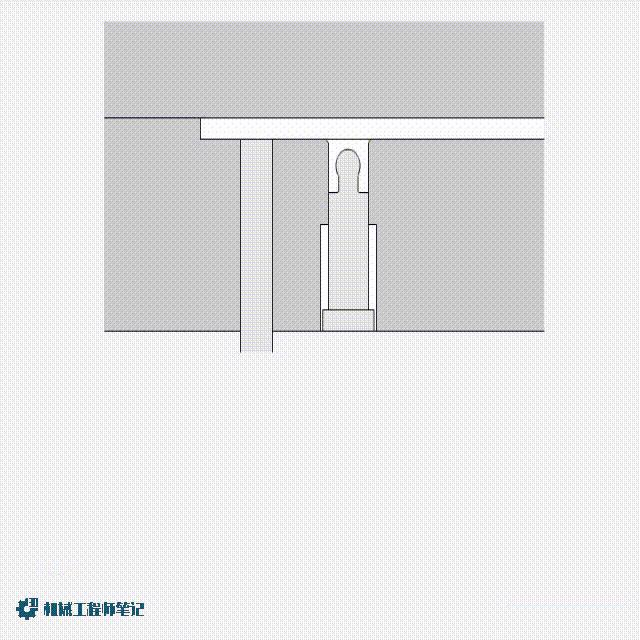
② .强制脱模示例2:
2. 塑件的脱模斜度
塑料从熔融状态转变为固体状态将产生一定量的尺寸收缩,制品在冷却或固化过程中围绕凸模和型心产生收缩而包紧。为了便于塑料制品脱模,防止脱模时划伤制品表面,与脱模方向平行的塑件表面一般应具有合理的脱模斜度
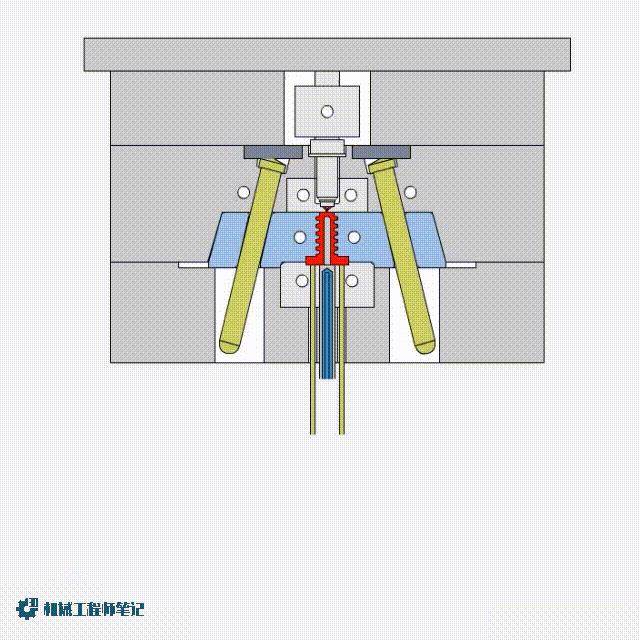
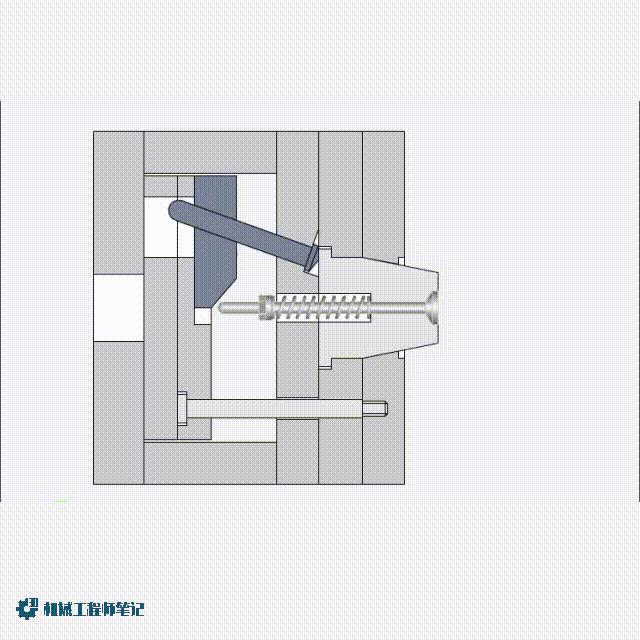
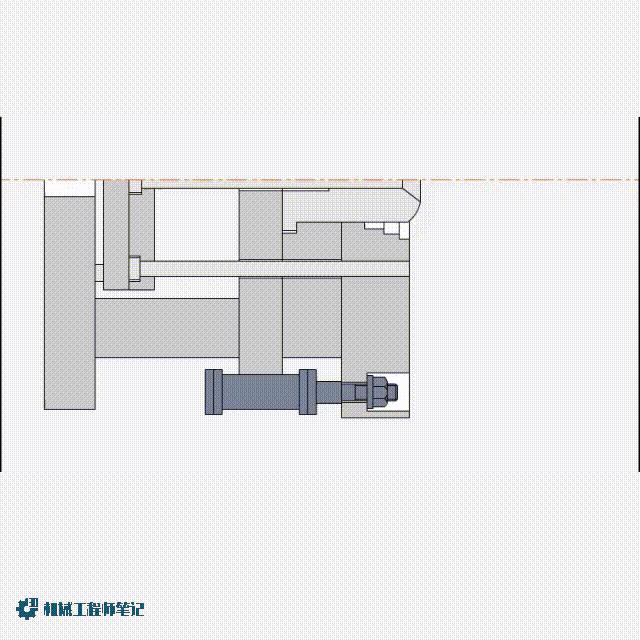
3. 滑块脱模——外螺纹
在模具设计时,一些零件往往会出现内外扣,这时不能直接沿z向脱模,就要采取滑块脱模结构,这里演示的是外螺纹的滑块脱模结构。
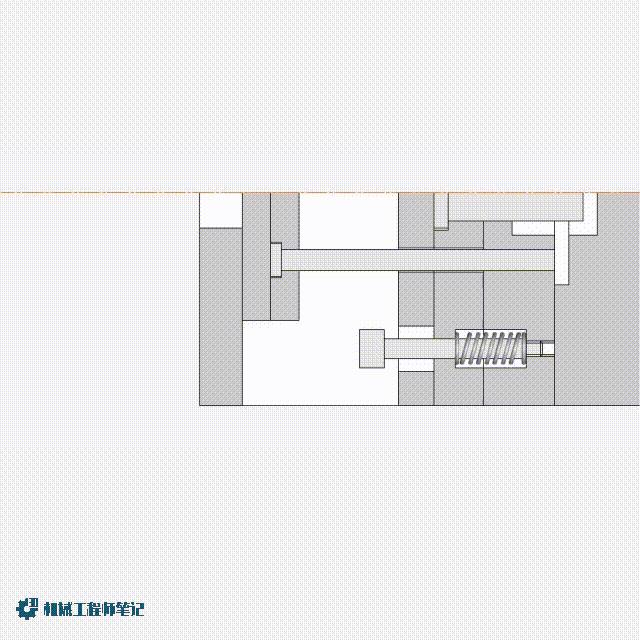
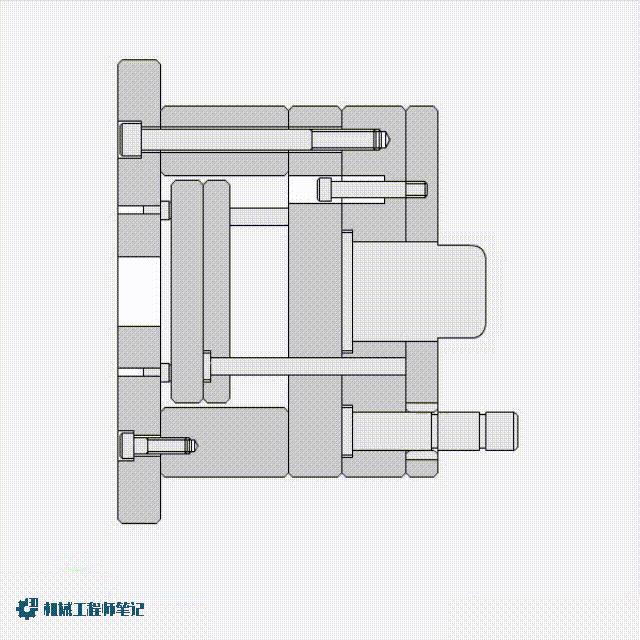
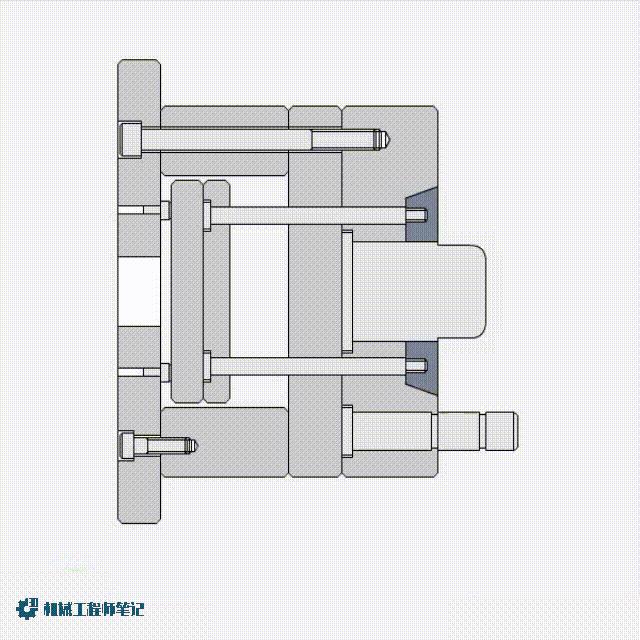
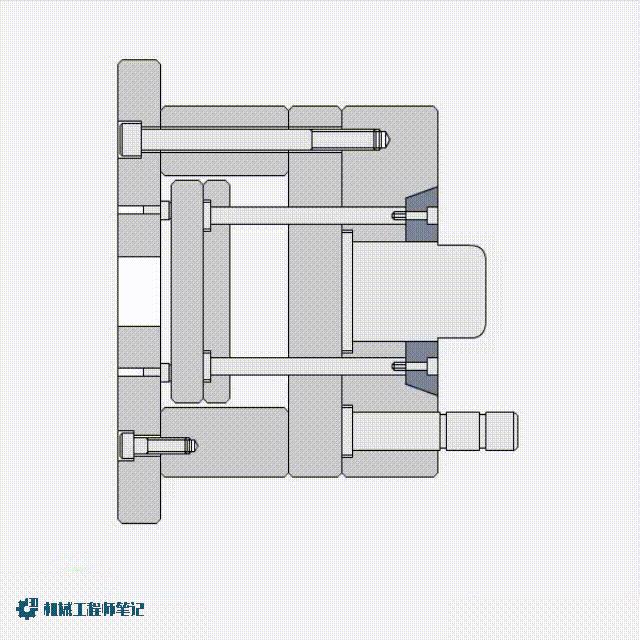
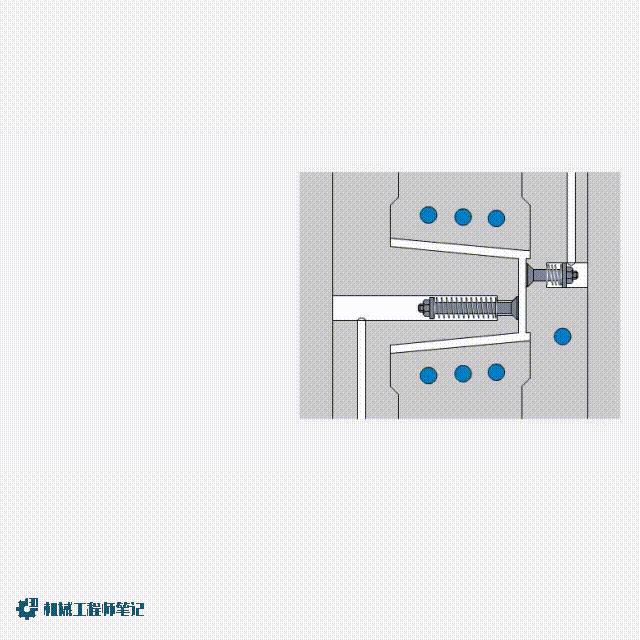
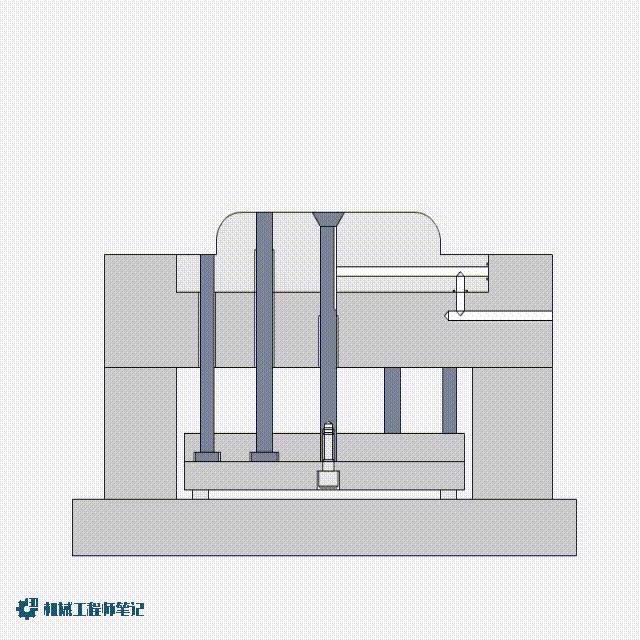
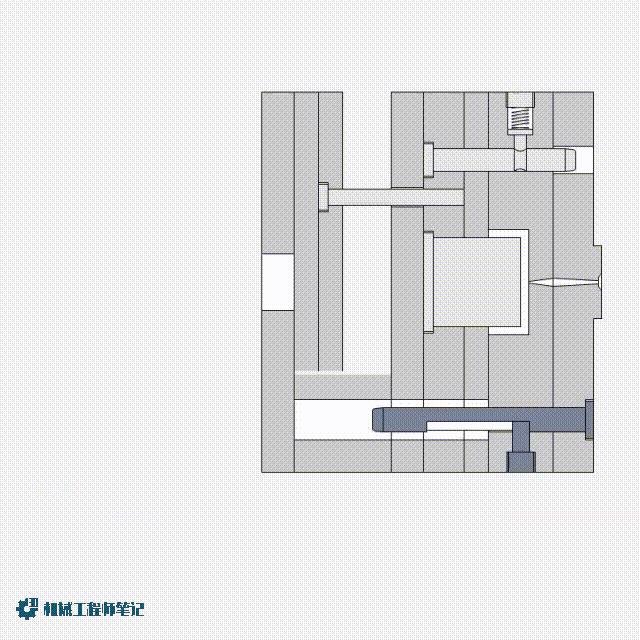
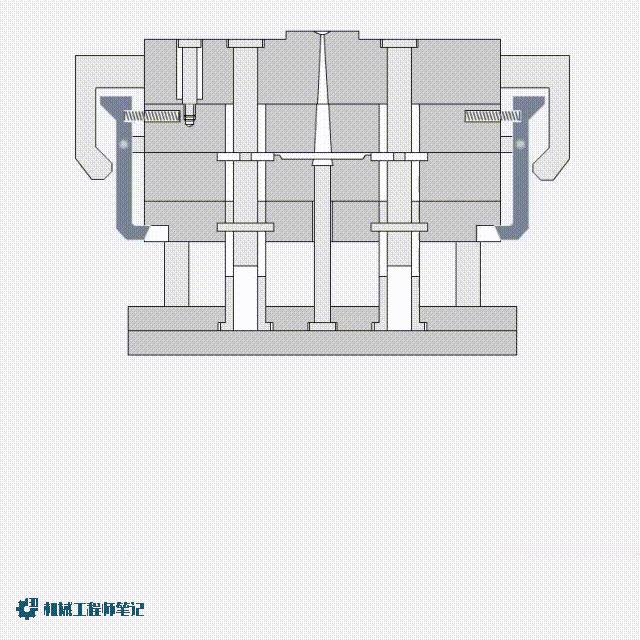
4. 单推板二次脱模机构
使用两次推出动作才能使塑件可靠脱模的机构称为二次推出脱模机构。采用这种机构主要是为了适应自动化生产的需要(要求塑件自行坠落),或某些经过一次推出动作后,塑件仍不能推出模具的场合。有时采用二次脱模机构是为了保证塑件质量,避免一次脱模时塑件受力过大产生破裂。这些机构一般有两个或两组顶出行程具有一定差值的推出零件,如果它们同时动作,则需要行程较小的推出零件提前停止动作;若它们不同时动作,则要求行程较大的推出零件滞后运动因此,二次脱模机构必须设有控制推出行程的装置
①单推板二次脱模机构——弹簧式:
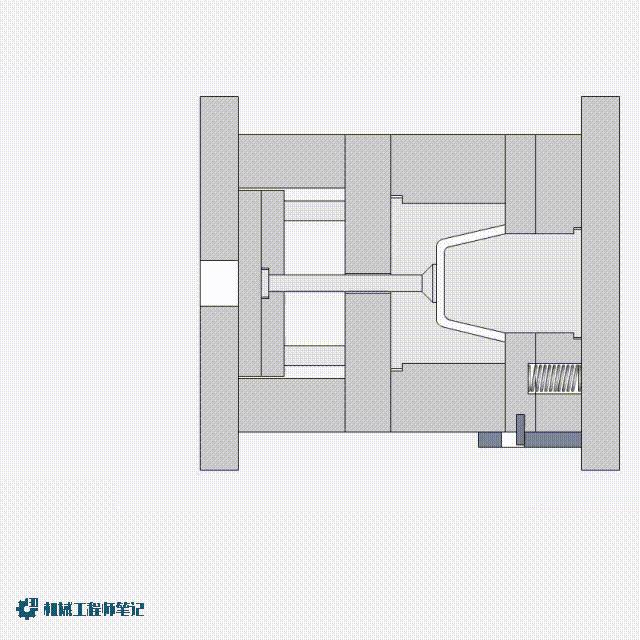
②单推板二次脱模机构——摆块拉板式:
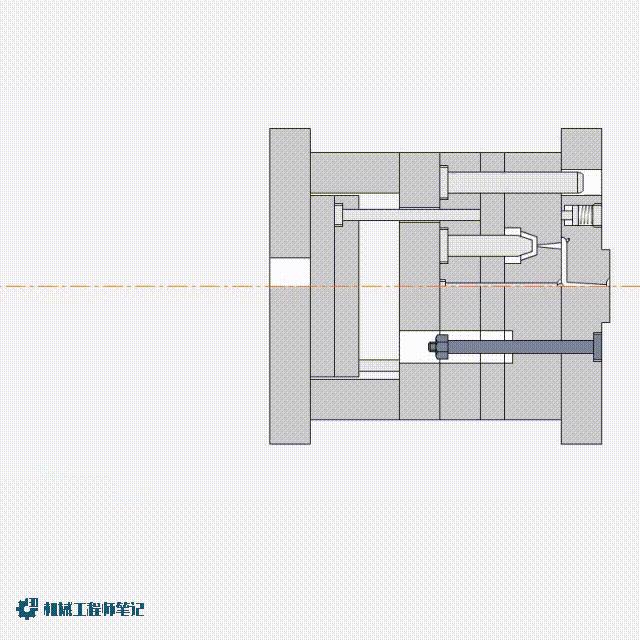
③ 单推板二次脱模机构——斜导柱-滑块式:
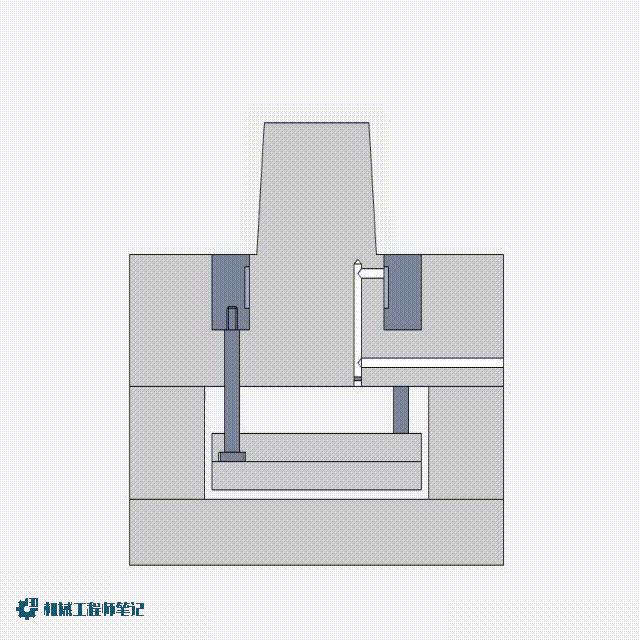
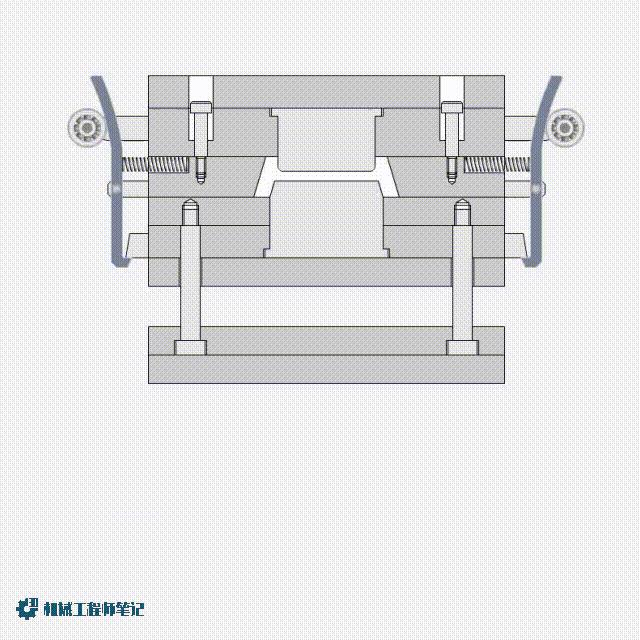
5. 推板脱模结构
在塑料制品注塑成型中,由于产品结构的限制,顶出方式不方便排布,因此常采用推板脱模结构形式.
①推板脱模结构形式1:
②推板脱模结构形式2:
④ 推板脱模结构形式3:
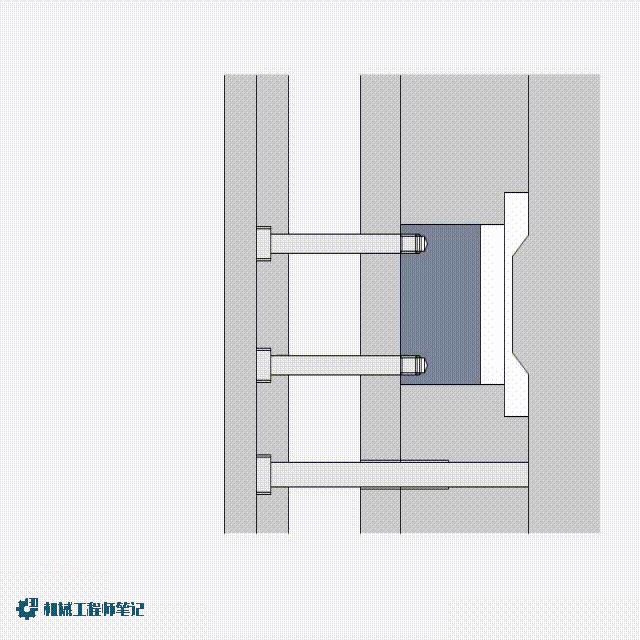
6. 推块脱模机构
对胶件表面不允许有顶针痕迹(如透明胶件),且表面有较高要求的胶件,可利用胶件整个表面采用推块顶出。
①推块脱模机构形式1:
②推块脱模机构形式2:
7. 双推板二次脱模机构——楔块摆钩式
与单推板二次脱模类似,还有双推板二次脱模机构。

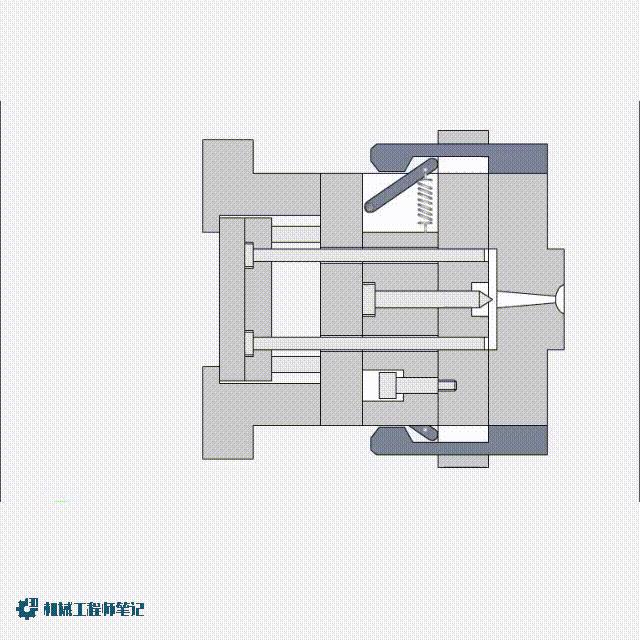
8. 双脱模机构
由于塑件结构或形状特殊,开模时塑件可能滞留于动模一侧,也可能附着在定模一侧,此情况下动模、定模的阻力相当,这时应考虑动模和定模两侧都设置脱模机构,故称为双脱模机构。
①双脱模机构——杠杆式:
②双脱模机构——气动式:
9. 二次脱模机构
使用两次推出动作才能使塑件可靠脱模的机构称为二次推出脱模机构。采用这种机构主要是为了适应自动化生产的需要(要求塑件自行坠落),或某些经过一次推出动作后,塑件仍不能推出模具的场合。
①二次脱模机构——液压式:
②二次脱模机构——气动式:
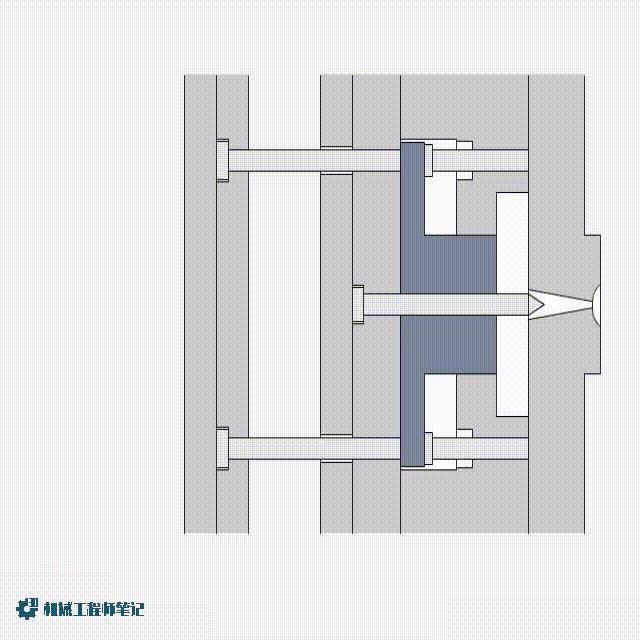
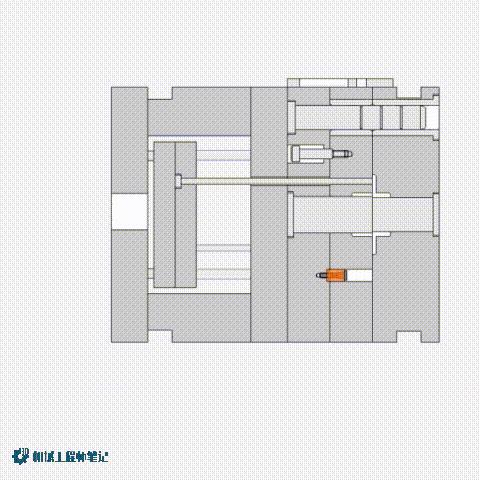
10. 压缩空气配合脱模机构
气动二次推出脱模机构示例,该机构利用推杆带动动模侧的型腔板完成第一次脱模动作,使塑件脱离型芯,此后,打开气阀,压缩空气从喷嘴喷出,将塑件从型腔板中吹出,完成第二次脱模。
①压缩空气配合推杆脱模:
②压缩空气配合推板脱模:
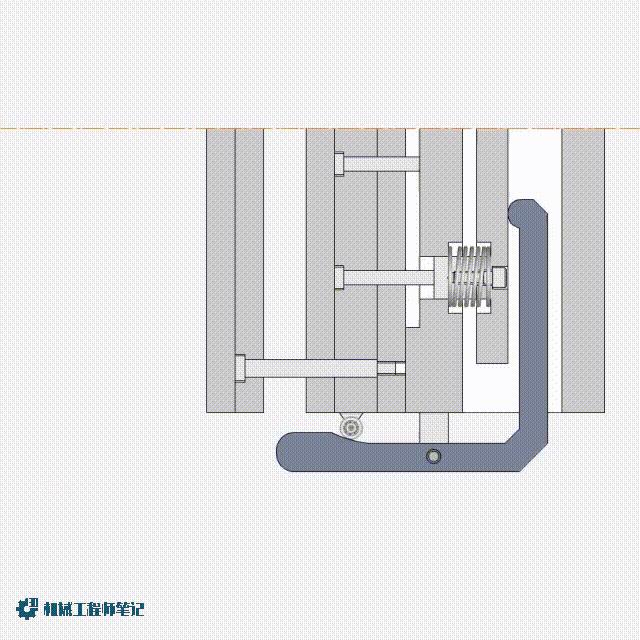
11. 顺序脱模机构
顺序脱模机构又称为顺序分型机构或定距分型机构。有些模具由于塑件和模具结构的需要,如为了保证塑件首先与定模分离,为了点浇口浇注系统凝料与塑件的自动分离等,必须按一定顺利进行多次分型。在多数情况下,双分型面或多分型面注塑模中的双脱模机构本身也是顺序脱模机构,但顺序脱模机构不一定是双脱模机构。下面介绍几种常用的顺序脱模机构。
①顺序脱模机构——定距导柱式:
②顺序脱模机构——定距拉板式:
③顺序脱模机构——定距拉杆式:
④顺序脱模机构——拉钩滚轮式:
⑤顺序脱模机构——拉钩压板式:
⑥顺序脱模机构——尼龙拉钩式:
注塑件脱模是注射成型过程中最后一个环节,脱模质量好坏将最后决定胶件的质量,因此,掌握脱模机构基本知识,是设计好注塑模具的重要一部分!
后续将继续为大家更新模具设计知识。学习不迷路,欢迎点关注!
相关参考
注塑仪表板模具(这是我见过最仿真的25种注塑、吹塑模具动画演示图)
01注塑成型模具塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程,而注塑成型所用的模具就叫注塑成型模...
注塑仪表板模具(这是我见过最仿真的25种注塑、吹塑模具动画演示图)
01注塑成型模具塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程,而注塑成型所用的模具就叫注塑成型模...
26种模具原理动画演示图-注塑、吹塑。。。注塑成型模具塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程...
26种模具原理动画演示图-注塑、吹塑。。。注塑成型模具塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程...
注塑低压和吹塑低压的区别(26种模具原理动画演示图-注塑、吹塑。。。)
26种模具原理动画演示图-注塑、吹塑。。。注塑成型模具塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程...
注塑低压和吹塑低压的区别(26种模具原理动画演示图-注塑、吹塑。。。)
26种模具原理动画演示图-注塑、吹塑。。。注塑成型模具塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程...
在注射成型过程中,制品在模具中冷却成型,由于制品体积收缩,对型芯产生包紧力。在注射成型的每一循环中,都必须克服包紧力和产生的摩擦力。保压结束后,将冷却固化后的塑件及浇注系统的凝料从模具中的型腔或型芯、...
在注射成型过程中,制品在模具中冷却成型,由于制品体积收缩,对型芯产生包紧力。在注射成型的每一循环中,都必须克服包紧力和产生的摩擦力。保压结束后,将冷却固化后的塑件及浇注系统的凝料从模具中的型腔或型芯、...
板片材模具(这33种注塑模具动画仿真图,注塑十几年的老师傅都不一定能认全)
1.注射成型在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。单分型面▼双分型面▼带活动镶块▼侧向分型▼热流道▼侧向分型-干涉▼剪切式切断浇口▼单推板二次推出机...
今天为大家整理了50个常见的模具结构动态图,一目了然,有助于大家更好理解模具结构及运转过程。1.单分型面注射模2.双分型面注射模3.弹簧先复位机构4.定模设置推出机构的注射模5.二级推出机构6.斜导柱侧抽芯-开模行程7.单...