模具开发(北京汽车:模面精细化技术在侧围模具开发上的应用)
Posted
篇首语:习惯形成性格,性格决定命运。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具开发(北京汽车:模面精细化技术在侧围模具开发上的应用)相关的知识,希望对你有一定的参考价值。
模具开发(北京汽车:模面精细化技术在侧围模具开发上的应用)
整体侧围是汽车覆盖件模具开发难度最大的零件,其开发的周期直接决定整个项目模具的开发周期,零件的成形质量关乎整车的视觉效果体验。为了有效控制侧围零件的成形质量,冲压技术部门对标合资品牌的模具开发模式,自主设计完成该零件的成形工艺及模面的细化工作。在该开发模式下,模具的开发取得了极为良好的效果,缺陷的前置解决率接近100%。
1
侧围零件开发特点
侧围零件是整车开闭件(车门、翼子板、机盖等)安装调试的基准,侧围零件对A面的表面质量要求非常高,但其自身的复杂程度又决定了表面质量控制的难度。整体侧围模具的开发过程都是围绕零件表面质量的改善展开。提升表面质量的核心工作集中在模具零件型面的研配上,尤其是拉深模的研配对零件的表面成形质量至关重要。通过型面的有效研配,可以最大程度提升零件与整车的相符性,使整车造型特征更加清晰美观,光影反射效果更好,体现整车的精致感。
整体侧围在冲模的开发上有其特殊的要求,除了成形工艺复杂外,表面质量的控制更难。要解决这些表面缺陷,提升模具零件型面的研配是最有效方法,但研配的工作需要几个月才能完成。侧围零件的典型问题出现部位如图1所示,问题描述如表1所示。

图1 侧围零件的典型问题出现部位

曲折定义为零件表面连续凹陷或凸起,凹陷表现为手感缺陷或油石检验不连续,以上缺陷基本都属于Audit评审A级缺陷,这些缺陷会造成严重的光影反射缺陷。某些缺陷在涂装后会更加明显,严重影响汽车外观的饱满度和视觉效果。
2
模面精细化技术实施
模面精细化技术是结合冲压CAE分析结果、零件质量特性与要求、缺陷先行评估等以零件原始数据为基础对模具零件的型面进行重构及补偿的技术。以重构的零件型面进行高精密加工来保证型面的间隙,获得优良的间隙符合度,降低人工对零件型面的干预。减少型面研配干预,最大程度上保留了原始加工面的精度,确保零件与整车的最大符合度。
01
凹模型面精细化
拉深模的凹模型面精细化即凹模型面间隙补偿,通过间隙补偿改善凹模型面研配状态,如图2所示。
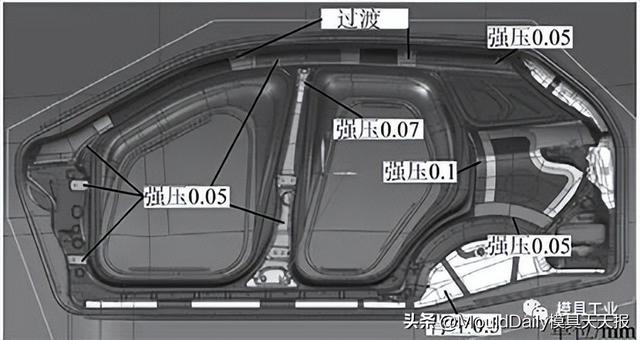
图2 凹模型面间隙处理
凹模型面主要采用了以下技术:
(1)强压技术。由于材料在拉深过程中会出现减薄现象,有些局部的缺陷要靠较小的间隙进行强压,拉深凸凹模型面之间的料厚并不均匀,这些间隙的变化在凹模上体现,这就是强压处理,如图3所示。

图3 强压
图3所示指示区域做了0.05~0.10mm的间隙强压,强压区域与非强压区采用光顺过渡。通过强压处理可以确保重要区域(铰链安装面)与容易产生表面质量问题的区域(图1标记区域)在研配时其着色状态最重,提高研合效率,保证表面质量。强压面偏置处理,过渡面以过渡均匀为原则,改造后的型面必须达到曲率连续要求。
(2)空开处理。空开处理是将工艺补充区型面进行空开,减少研配型面,提高研配效率,凹模型面空开处理如图4所示。图4所示区域凹模加工时多铣0.5mm,确保这些空开区域在进行模具零件型面的研配加工时不着色,避免研配加工的浪费。
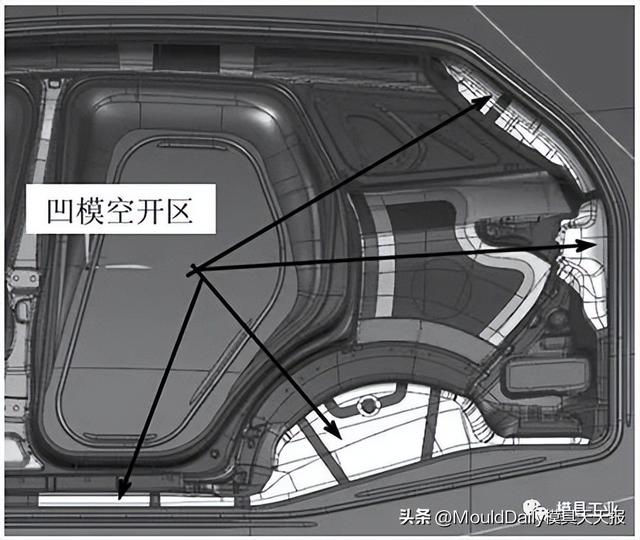
图4 凹模型面空开处理
(3)研合补偿。研合补偿主要是补偿凹模在高压力下的变形(见图5)。工作情况下由于凹模是腔体形状,中间有凸模存在,压力最大,在巨大压力作用下,压力机上滑块发生轻微的弯曲变形,从而带动凹模的两端发生下压变形,造成中间空虚,研配时侧围B柱区域不着色。

图5 凹模变形原理
变形量在0.2~0.6 mm时,现有技术条件下可以将模具的3D数模导入到有限元分析软件(如Ansys软件),根据实际生产压力进行分析得到具体数据。侧围模具尺寸越大,在生产过程产生的变形也越大,通过分析与经验比对,确定按图6所示方案做研合补偿。
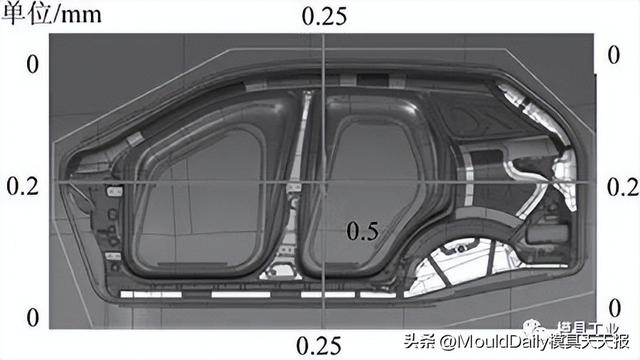
图6 补偿实施方案
02
凸模型面精细化
凸模的型面主要采用角部削面和轮罩面的过拱处理,如图7所示。
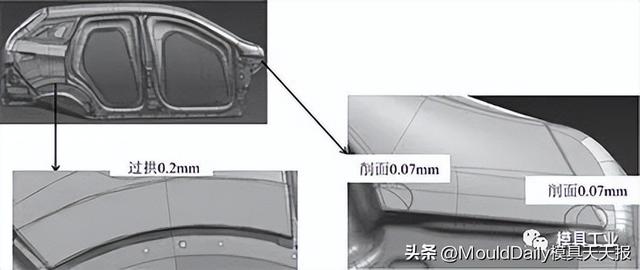
图7 凸模过拱与削面处理方案
(1)削面处理。角部在过拉深处理时为了防止后工序整形造成叠料和起皱,角部的轮廓R 角不做过拉深处理,拉深后容易造成R角凸起(俗称翘角),这种情况在夹角为锐角时,缺陷会更严重。出现翘角后,表面质量评审进行油石打磨,角部的面会出现局部凹陷,影响喷涂质量,此类缺陷采用削面处理解决,如图8所示。图8中三角形高度每30 mm对应补偿值0.07 mm,补偿值随高度值成正比。
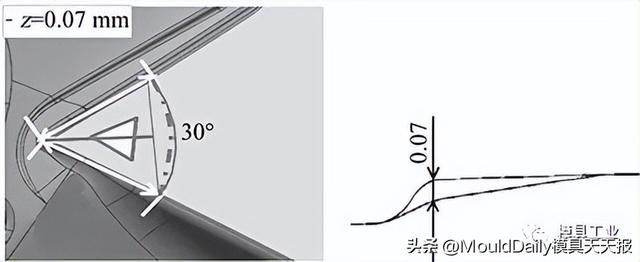
图8 削面处理
(2)轮罩面过拱处理。此位置造型时采用直线扫掠的方式设计,造成在此位置宽度方向上的曲率为0。在实际情况下零件中间会产生轻微凹陷,造成油石检查不连续。解决此类问题的方式是将轮罩面隆起,改善曲率与面弦高,简称“过拱处理”。处理方式为将软罩面通过中心向上隆起0.2 mm,如图9所示。因为此位置属于A 面,做完处理后必须对其进行曲率检查。

图9 轮罩面过拱处理
03
压边圈精细化
压边圈处理主要是针对压料面进行处理,提高压料面的研配效率,如图10所示。图10中管理面实施0.07 mm的强压(见图10中A),拉深筋向外延伸50 mm(见图10中B)做正常间隙,从50 mm后空开0.2 mm(见图10中D),过渡区域长度为50 mm(见图10中C)。

图10 压边圈处理方案
3
模面技术实施效果
01
型面的研配效果
经过3周左右的研配,型面的研配效果达到预期设计。初始用红丹进行型面验证的着色状态(见图11和图12)与设定的理论着色状态一致。

图11 初始型面背部着色状态
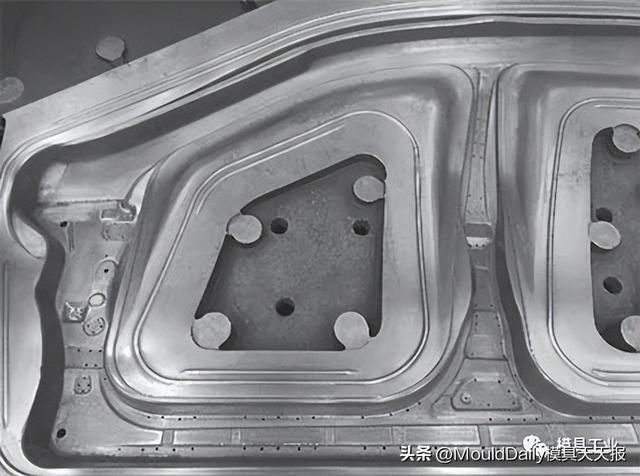
图12 初始型面前部着色状态
型面初始研配时采用砂轮或角磨机等工具进行打磨,主要进行清根和去干涉。打磨完成后对型面进行初步的抛光,然后进行研配验证,完成后开始精细研配,主要采用油石推研的方式,因为型面研配偏差量<0.03 mm。通过油石打磨,型面的着色状态更加均匀,型面重着色(强压区)和轻着色(非强压区)已经完全体现。最后采用细砂布进行抛光,精细化研配后的最终状态如图13所示。

图13 精细化研配后的最终状态
02
压料面的研配效果
由于侧围有3个圈且尺寸大,易产生变形造成间隙误差,降低压料面的研配效果。通过对压边圈进行间隙及研配补偿,压边圈的研配在短时间内即可达到要求。压料面的研配需1周的时间才可以正常拉深出合格件。

图14 压边圈着色状态
03
表面质量油石检查效果

图15 油石检查
良好的型面研配效果提升了零件的表面成形质量。检查发现上述提到的各种缺陷都没有出现,获得良好的表面质量效果。C柱和尾灯油石检查如图15所示,图15(a)所示为C柱及轮罩处的质量问题(问题①、⑥和⑦)没有出现。图15(b)所示后尾灯尖角位置(问题③)缺陷没有完全解决,此位置主要受造型影响无法完全消除,但此状态涂装后可以掩盖。

图16 油石检查
B柱、A柱和D柱油石检查如图16所示,图16(a)所示B柱上端(问题④)质量问题没有出现,图16(b)所示A柱上端(问题⑤)质量问题没有出现,图16(c)所示D柱尾端(问题②)质量问题没有出现。
▍原文作者:侯小刚,张海军,高满银
▍作者单位:北京汽车股份有限公司
相关参考