模具压板(模具结构设计规范,这个很基础)
Posted
篇首语:也许就是那么一颗不甘服输的心带着我奋斗下去!本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具压板(模具结构设计规范,这个很基础)相关的知识,希望对你有一定的参考价值。
模具压板(模具结构设计规范,这个很基础)
通用规范
设计规范
1. 模具部件材料及热处理要求
1).上下模座材料,钢件为A3钢,铸件为灰铁250
2).各类模具模口材料
拉延模具材料

冲裁模具材料
成形模具材料
3).其他部件材料
非成形类镶块可用45钢;需要承受较大载荷类的镶块用 Cr12,如防侧镶块, 冲头垫板。
4).模具材料热处理要求
2. 螺销钉的使用
1).螺钉规格
上模螺钉规格优选M10,M12, M16;
下模螺钉规格优选M8,M10,M12,M16。
2).销钉规格
销钉优选Φ10,Φ12。
3).其他螺钉规格使用可会签确认。
螺钉的参考间距:
螺销钉孔边界距离刃口模口10mm以上
3. 弹性元件的使.要求
1).优选使用弹簧
弹簧使用寿命为50万次。
2).氮气弹簧
a保证满足正常生产节拍;
b 氮气弹簧用在下模时,需做漏油孔;
c 使用行程不超过有效行程的90% 。
4. 模具导向
1).上下模座导向
a.导板或者导柱导向,导套安装在上模时需防脱;
b.导向需要防反;
c.有侧向力时,需加上下模座防侧;
d.导向要满足上下模刚接触时初始含合40mm以上;
e.导向平稳,顺畅,无拉毛等现象。
2).模具内活动部件导向
a.导向方式:导滑块导向;导板;导柱导向(或者其余导向方式);
b.导向需要防反;
c.导向含合量始终大于行程的1/2,并满足最少20mm以上;
d.导向平 ,顺畅,无拉毛等现象。
5. 行程限位及安全装置
1).限位形式
活动部件需增加限位
2).安全量
a.使用弹簧时,弹簧需靠限位装置设置预压;
b.使用氮气弹簧时,开模状态安全量为2mm;
c.下模使用气垫为力源是,限位的安全量为5mm。
6. 存放限位
模具按闭合状态设置限高装置,需考虑存放支撑。
7. 模具间隙要求
三维设计中需要体现各个部件之间的装配间隙及料厚等信息,并在首页中的技术要求中描述。
8. 模具紧固要求
1).上模紧固
上模U型槽结构
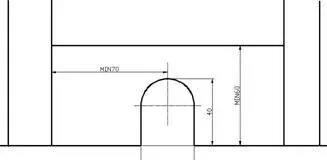
U型槽到小宽32mm,长40mm,高度最小40mm最大80mm。
2).下面紧固可用压板式紧固;也可 上模用U型槽的方式 ,用U型槽时紧固高度最小35mm最大50mm。
9. 模具起吊与翻转
1).模具起吊用吊钩
型号为CHN,
常用规格为M16,M20, M24 ;
选用吊钩时需满足模具起吊重量要求。
2).模具的翻转
在满足1的同时需要满足模具使用其中2个进行翻转时吊钩的承载能力足够。
3).镶块的起吊
对于重量大于15Kg的镶块或者封闭的拼块都需设置起吊螺纹孔。
10. 模具定位
1). V型槽:
V型 是模具上为对准压床中心位置的刻线,其位置设置在模具的压床中心线上。见下图,高度50 mm。
2).定位缺口
下模选用排式顶杆时下模座需加快速定位。快速定位销直径D=35mm。快速定位缺口设计在模具的后侧,结构形式见下图
左槽右平结构
11. 模具加工基准
1).加工基准面
可在模具上下模座的F面及左右各设置一个加工基准面,在另外一个面上设置2个加工基准面
2).模具内部镶块在有直角面时加工基准以直角面为准,没有直角面的时候请在镶块上设计2个Φ10深10mm的基准孔
12. 模具闭合高度要求
1). 模具的装模高度 < 压机的最大闭合高度-20 mm 。
2). 模具的装模高度 > 压机的最小闭合高度+20 mm
13. 安全防护
暴露的弹性元件,以及下模活动部件周围应加安全护板,钢板厚度t=2.0mm
模具类型
设计规范
1. 拉延模
1). 凸模的设计
凸模轮廓一般为不规则形状,需在型面上设置两个Φ10,深10的基准孔(平行于X向或者Y向),方便后期维修。
2). 压边圈的设计:
压边圈有效压料面应大于坯料每边10以上,四边需设计板料定位。
压料面在有侧向力时,设计应考虑防侧。
压边圈到底都需要镦实。
压边圈的行程满足成型要求并取整。
压边圈与拉延凸模之间配间隙1mm,需单独设置导向部件。
3). 凹模的设计:
凹模需要在不影响制件成形的凹形面上设置排气孔。
4) 压料动力设计:
压料力由下模气垫提供,由气垫顶杆传递。
5).坯料的定位设计:
压边圈上需设置板料定位,且具备可调量,方便放件。
6). 制件的退料设计:
凸模形面有相对的立壁时,单边开角0°~ 10°时需考虑辅助退料装置。
2. 冲切模
1).力的计算:
压料力需满足制件退出压料板的要求,压料力及冲裁力计算方式及结果需在首页中体现。
冲裁力需小于80%压床吨位。
2). 冲孔凸模的设计:
冲孔刃入量见技术协议。
非圆孔冲裁时凸模凹模应设计防转面。
3): 切边凹模的设计:
切边凹模刃入量详见技术协议。局部立切区域为减小压料块行程可适当减小切入量,保证最小法向切入量1mm。
尽量采用波浪刃口,波浪刃口设置在废料一侧,落差H=2-3 mm。
凹模采用&块结构时,需要考虑侧向力水平方向上镶块的接缝与刃口的夹角应≥80°。
4)凸凹模的设计:
在结构允许的情况下,需选用标准凹模套。凸凹模最小壁厚详见下表。
冲孔凹模内允许含3件以下废料,凹模刃口高度与凸模切入量应匹配达成,避免积废料。冲圆孔时,漏料孔比所需冲孔直径单边大1-2mm,下模座漏=孔比镶块上漏料孔单边大1-3mm。
5):上模退料的结构设计:
a.刚性打料:
为了方便操作,优先考虑使用刚性打料结构。
刚性打料需保证打料块部件平衡并打出模口3-5mm。
推杆规格:Φ20规格,
滑块垫板底面至打料杆平面的距离参照压床参数。
b.弹性压退料:(刚性打料无法实现时适用)
压料部件的设计:
压料块要至少退出凹模模口1-2mm。
弹性元件应该保证压料块受力平衡并退出制件。
弹簧必须带有预压。
6).下模退料的结构设计:
下模采用整体退料板退料结构。
7).废料的处理:
a.下漏料式:若压床下有漏料孔(对于没有气垫的压;)时,优选下漏料形式。
b.下模座上直接做废料盒收集废料: 需保证废料盒安装槽高度应在40mm以上,单边应比料片直径大5mm以上;料盒跨度不应太大,应在保证正常漏料的同时兼顾模具强度问题。
3. 翻整类模设计规范
1) 力的计算:
翻边压料力及成型力需满足成型要求,并在首页中体现。
2) 压、托料块的结构设计:
下模活动部件的限位行程需要增加5mm安全量。
凸模形面有相对的立壁时,单边开角0°~ 10°时需考虑辅助退料装置。
数模设置要求
设计规范
1. 图层设置
1层 三维实体(模芯镶块、模座等)
100层 数模、压床、模具中心线(输出时设置成工作层)
99层 opview中上工序片体
101层 opview中本工序片体
104层 opview中定位实体
250-256层 垃圾层
2. 装配关系
根据文件所属装配树级别,将组件名称划分为三级:
一级名称仅为:管理号-ZPT(总装配体文件)。
二级名 为: PRESS(原压床名)、管理号-OPVIEW(工序组件)、所有小模零件(区分上下模装配于 SMZJ或 XMZJ中)、管理号-SMZJ(上模组件), 管理号-XMZJ(下模组件).
三级名称为: 1二级组件下的所有标准件,名称默认。(不可重复加 号)2二级组件下的所有非标非镶块零件。
其中三级名称中:所有标准件采用默认名字,所有自制非标件命名为“管理号-件号”;镶块为铸件时,件号命名从101开始,如:101、102...以此类推,镶块为锻件时,件号命名从201开始,如:201、202...以此 推。
3. 数模颜色设置
1)镶块本体颜色要求:
铸件本体颜色 绿色 137号
锻件本体颜色 橘黄色11号
2)加工面颜色设置

输出文件
设计规范
1. 输出数模
总文件夹 名为:管理号-车型-零件号-数模版本-工序号-工装版本,如:1111-S6DM-5301914-B0-OP30-G0,
每个件号的零件要以单个文件的形式存放于总的文件中,包括:管理号-ZPT,管理号-SMZJ,管理号-XMZJ,管理号-件号,其余标准零件等。
2. 输出表单
明细表、首页、模具结构会签表、标牌图,表单存放于上方总文件中。具体表单见各个阶段输出表单模板。
相关参考
...件3固定在卸料板4上。小压板3与凹模8件用小导柱2导向。模具为打击式结构,选用滚珠导向模架,卸料板用弹簧需选用强力弹簧。当一次冲孔时兼有小孔与大孔同时冲压,可采用分别安装方式,如图1-12所示中件2为超短凸模。保护...
一、编制依据(1)部颁《公路工程技术标准》JTGB01-2014;(2)部颁《公路勘测规范》JTGC10-2017;(3)部颁《公路桥涵设计通用规范》JTGD60-2015;(4)部颁《公路钢筋混凝土及预应力混凝土桥涵设计规范》JTGD62-2004;(5)部颁《...
最近小编遇到很多想学模具设计的朋友都会问一个问题:从零基础开始学模具设计需要用多长时间才能独立设计模具?其实这个每个人的学习效率都不同,所以学习的时间有长有短,具体是需要多就小编也没法说个准确的时间,...
模具core和cavity(模具设计-基础篇UG各功能模块 CAM模块)
UG/CAMBase(基础)UG/CAMBase提供在一易于使用的基于Motif环境中连接所有有共同功能加工模块的基础,这个基础模块允许用户通过观察刀具的移动,图形地编辑刀轨和执行图形地改变,如扩展,缩短或修改刀轨,它也包括对如钻孔,攻...
模具设计与制造行业前景(模具行业各岗位现在的前途浅析,怕入错行献给迷茫的你)
老师这边主要梳理了下模具发展的几个发展时代分为青铜,白银,黄金时代,本片主要说下青铜时代的模具发展:(2009—现在)基本上就是稳定白银时代后期的特点并继续深化。因为才开始没几年,并且还没有结束。如果要给...
...是制品顶出的重要方式之一,现针对我司情况,制定汽车模具顶块设计规范。二、设计规范:2.1汽车模具顶块的设计规范2.1.1汽车模具顶块分型面的设计设计原则:①顶块的分型面距离筋位的内壁0.2~0.3mm,如下图1所示:L1的长...
模具外形怎么分类的(模具:模板材料选择、热处理、设计模架选取规范)
模具设计中需要先考虑机械制图“视角”,每个图档文件都有一个固定的表达形式,机械制图将产品通过不同向的三个平面表达,反映物体形状的视图叫“三视图”。根据视图放置位置的不同将其分为两种视角,即:第一视角、...
河道阶梯护坡模具(阶梯式护坡模具 河道整治工程或加固普通池塘)
阶梯式护坡模具一般有定位部分、工作部分、压紧、卸料、顶出部分、导向部分、缓冲部分、安全部分和其他辅助部分并安装。导向件是为了确保相对运动过程中的精确导向,使冲头和模具之间有均匀的间隙,并确保冲压件的质...
河道阶梯护坡模具(阶梯式护坡模具 河道整治工程或加固普通池塘)
阶梯式护坡模具一般有定位部分、工作部分、压紧、卸料、顶出部分、导向部分、缓冲部分、安全部分和其他辅助部分并安装。导向件是为了确保相对运动过程中的精确导向,使冲头和模具之间有均匀的间隙,并确保冲压件的质...
水渠护坡模具较新(阶梯式护坡模具 河道整治工程或加固普通池塘)
阶梯式护坡模具一般有定位部分、工作部分、压紧、卸料、顶出部分、导向部分、缓冲部分、安全部分和其他辅助部分并安装。导向件是为了确保相对运动过程中的精确导向,使冲头和模具之间有均匀的间隙,并确保冲压件的质...