模具凸凹模(冲裁,弯曲复合模)
Posted
篇首语:太斤斤计较的人,不适合恋爱,适合买菜。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具凸凹模(冲裁,弯曲复合模)相关的知识,希望对你有一定的参考价值。
模具凸凹模(冲裁,弯曲复合模)
(1)垫圈切断、压弯、冲孔复合模(图1-28)

这是一副“L”形垫圈复合模,包括切断、压弯、冲孔三个工序,对于冲压开始首个制件来说,虽是要经过两步完成,但实际上经过首次冲压后以后每冲一次即可完成一个合格的制件。
工作时,送料靠两个定位销12和定位块3控制,上模下行时,凸凹模2与卸料板7在压紧料的情况下与凹模11首先切断条料,接着开始压弯,在压弯过程中,凸模10又进行冲孔,冲孔 后的废料可由 压缩空气吹走(冲孔凹模孔可设计成通孔, 反面扩大,并在侧面开斜槽等方法将废料排出模外)。
冲下的制件从下模中落下。
(2) 冲孔、弯曲复合模(图1-29)
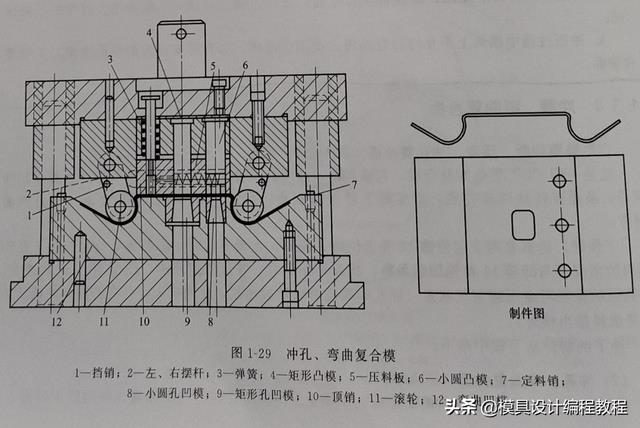
①工作过程板料由定料销7定位在下模上。上模下行时,先由弹簧3作用的压料板5将板料压在下模上。铰接在上模的两个滚轮11的摆杆压向板料两侧,由向内滑的滚轮11对板料弯曲成形,同时由矩形凸模4和三个小凸模6配合凹模9和8对制件冲孔。上模上行时,左、右摆杆2被由弹簧作用的顶销10向外顶,由挡销1挡在原始位置上。
②模具结构特点
a.采用铰接在上模两侧的向内单向摆滑的摆杆一滚轮压弯机构,在其随上模下行的过程中,完成零件两侧的复杂压弯动作,结构简单,运动可靠,零件成形质量有保证。
b.将冲孔凹模嵌入弯曲凹模模体内,可以适应冲孔凹模与弯曲凹模磨损情况不一,因而修磨周期各异的客观需要,拆换也比较方便。
1.3.5落料、 拉深、切边复合模
(1) 带直边球形件落料、拉深、切边复合模(图1-30)

该模具的基本结构原理与普通圆筒形件落料拉深模相同,只是增加了挤边凸模8。拉深凸模7、拉深凹模4和挤切凸模8之间的相互关系如图1-30 (c)所示。
该模具设计要点是:拉深凹模4的圆角部分与直壁部分不相切,而是相交于P点,P点与拉深凸模7之间相差-一个标准拉深间隙,而P点与挤边凸模8之间则相差一个标准冲裁间隙。另外,由于此制件的球形部分较浅而直壁部分较长,拉深筋只需要在球形拉深阶段起作用,在直壁拉深阶段,拉深筋的作用已不再需要,所以,在计算板坯尺寸时不需多留余量。
(2)矩形盒拉深、切边复合模(图1-31)本模具结构与常规的敞开式拉深模十分相似,区别在于凸模6,除起到拉深凸模作用外,还起到挤切废料作用。因此,凸模6实为拉深挤切凸模。
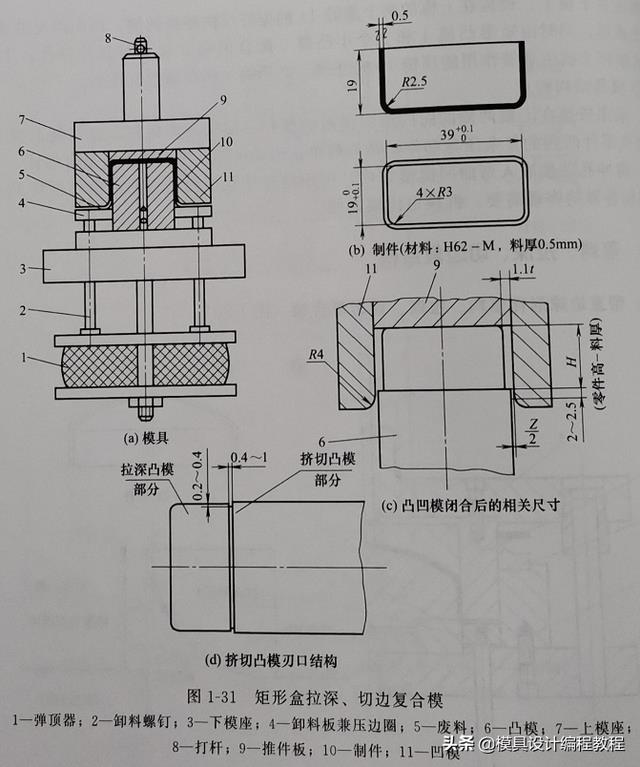
在本模具中,压边圈与挤切凸模成滑配合(H7/h6)。
拉深凸凹模单边间隙取1.1t, 实测为0. 54mm;挤切凸、凹模双边间隙Z可取0. 02~0.04mm,本模具设计取0.03mm,实测为0.04mm。挤切凸模进人凹模的深度为2~2.5mm。
为了便于磨削挤切凸模的刃口,挤切凸模与拉深凸模相接部分可以采用如图7-56 (d)所示结构。
挤切凸模与拉深凸模可以是整体结构,也可以采用分体结构,视尺寸大小而定。但不管灭用何种结构形式,拉深凸模与挤切凸模必须保持良好的同轴度,否则,会出现间隙不均,严重时可能会发生啃模。不但影响挤切质量,而且也影响模具的寿命。
(3) 腰圆盖拉深、冲孔、切边复合模(图1-32)
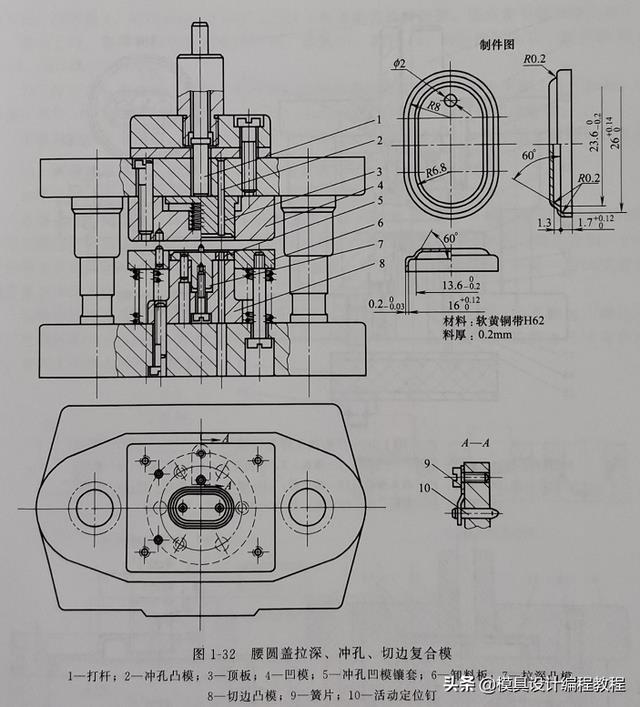
本模具适用于拉深高度比较小的拉深件,在条料上经过一次冲压成形、 切边后,无需进行车边等加工,故生产率高。
模具结构特点:拉深凸模7与切边凸模8工作部分外形尺寸之差为两个材料厚度。凹模4刃口部分需有圆角,当上模下行,凹模4与拉深凸模7将制件拉深成形后,与切边凸模8成无间隙配合冲裁,切断废料。下模由冲孔凹模镶套5、拉深凸模7和切边凸模8组合而成,保证刃磨方便,顶板3起成形凹模和卸料作用。为防止制件留在下模,可将卸料板6上平面高出拉深凸模7上平面,并使卸料板6与切边凸模8成近无间隙配合,保证制件不落人卸料板6型孔内,为的是便于卸件。
1.3.6 多工序集成复合模
(1)灯头落料、冲孔、拉深、成形、翻边复合模(图1-33)
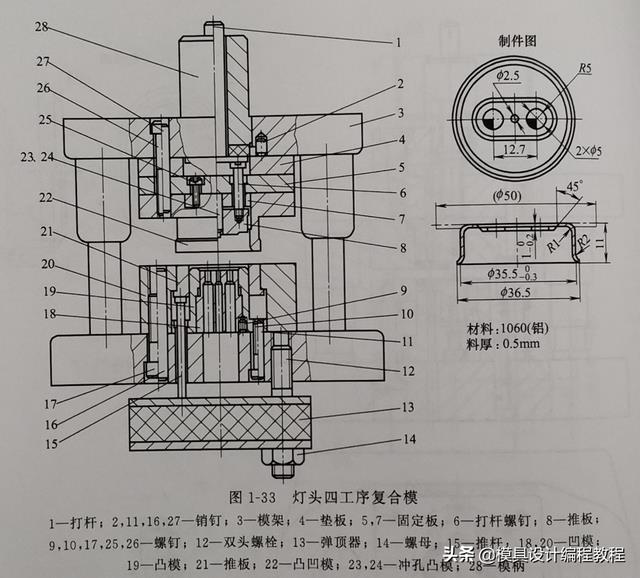
这是一副冲制荧光灯灯头的落料、拉深、冲孔、成形、四工序顺装复合模,它不但可大幅度地缩短生产周期,降低成本,且不需半成品多次进出模具,减少了不安全因素。但这副模具的主体需采用镶拼结构和电加工工艺保证其精度,模具装配也有一定的难度。图示落料的卸料结构未表示,可采用弹压卸料或利用排样前后无搭边。
(2) 托盘落料、拉深、冲孔、翻边、切边模
如图1-34所示为某柴油机零件托盘五工序复合模。
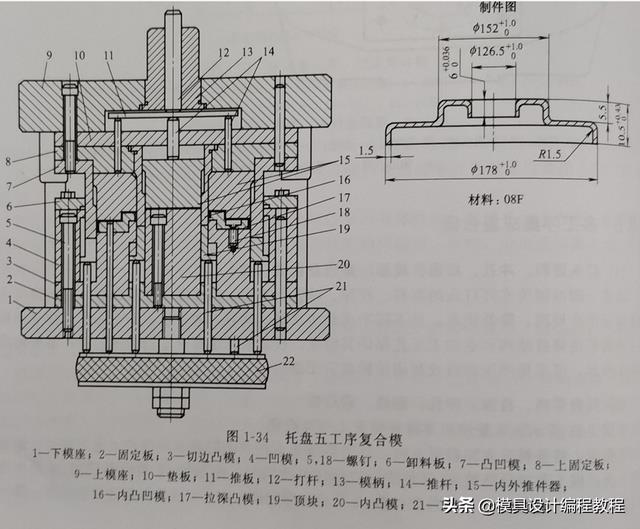
工作时,将条料送入卸料板6内,压力机滑块下行,凸凹模7与凹模4落下圆片。滑块再下行,凸凹模7与拉深凸模17开始进行拉深,与此同时,内凸模20与内凸凹模16冲出内孔并与拉深凸模17进行翻边,内外推件器15 兼具压形凹模作用,完成拉深翻边成形过程。滑块继续下行,凸凹模7、内凸凹桃16与切边凸模3将多余边料挤切掉,完成整个制件冲压加工.
滑块上行,制件和废料分别由打杆12、推板11、推杆14、内外推件器15、弹顶器22、顶杆21、顶块19等推出。
为了保证冲孔翻边等工序的正常进行,拉深凸模应低于落料凹模上平面1.5~2mm。件7与件3和件16与件3之间应留有0.02~0.04mm的双面间隙,保证挤切边质量。
本模具生产效率虽高,但刃口部分进人凹模较长,容易磨钝,模具制造和修理也较复杂。
(3) 调速器罩落料、拉深、冲孔、翻边复合模
如图1-35所示为轿车调速器罩落料、拉深、冲孔、翻边复合模。

本模具落料凸模兼拉深凸凹模3装于上模,落料凹模10装于下模,为顺装式模具结构。为简化翻边的制造过程和模具结构,将冲孔、翻边凸模6做成一体。冲孔、翻边在同一凸模6的作用力下和凸凹模12共同作用,实现一模两用,即先预冲孔后翻边,一先一后的完成冲孔翻边复合冲压工序。
本模具预冲孔直径为φ28. 24mm的情况下,由于采用复合方法进行冲孔翻边,翻边部分孔口壁厚减薄为0. 8mm,翻边高度比图样尺寸增加约0. 6mm。因此,若翻边尺寸有严格要求,需要适当增大冲孔凸模直径。
采用复合冲孔翻边,冲孔形成的喇叭孔状非常有利于翻边。在条件相同的情况下,用复合方法时,其凸模刃口磨刃次数比用分刃方法的凸模刃口刃磨次数少得多。因为前者的毛坯材料变形大,凸模刃口承受的冲击力减小,凸模磨损程度减轻,因而凸模寿命得以提高。此外由于冲孔的毛刺朝向凸模内侧,翻边后口部不易开裂,有利于提高翻边质量。
(4)消声器隔板落料、拉深、冲孔、内外翻边复合模
如图1-36所示为汽车消声器隔板落料、拉深、冲孔、内外翻边四工序复合模。
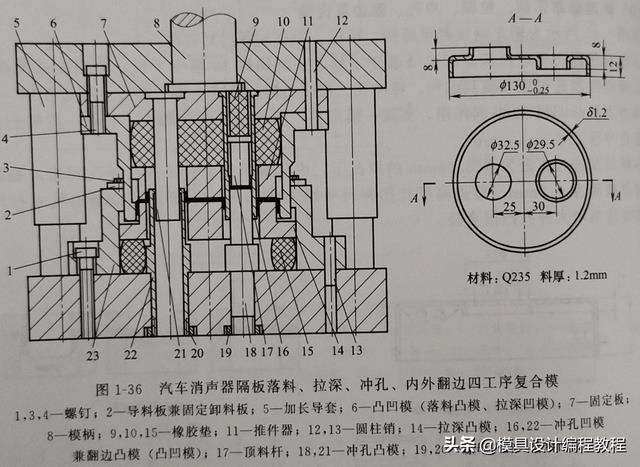
本模具的工作过程为:条料依靠导料板2和挡料钉(图中未表示)送进并定位。上模下行,件8对条料先落料,接着外翻边预冲孔凸模21和内翻边预冲孔凸模18冲孔,同时凸凹模6与拉深凸模14进行外缘拉深,上模继续下行,上下(正反)件16、22分别对φ29.5mm、832. 5mm两孔进行翻边。最后,冲模经过下死点开始向上运动,在橡胶垫9、15 的作用下,顶料杆17将下翻边凸凹模16内的预冲孔废料顶出,推件器11和凸模14将已冲制成的隔板零件从件22、16卸下。此外,橡胶垫10、15对落料毛坯提供拉深成形和翻边时的压边力,可有效地改善制件的冲压工艺性。
(5) 内直外锥碗形件落料、正反拉深、冲孔、压形复合模(图1-37)
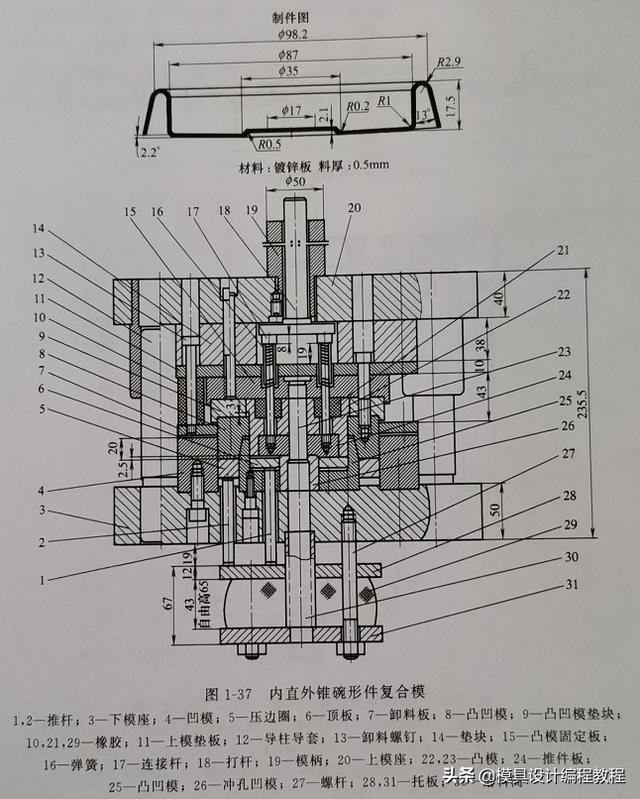
工作时,将条料放人模具的工作区,当压力机滑块下行时,压边圈5与凸凹模8将条料压紧后冲断落料部分,滑块继续下行时,同时进行正拉深和反拉深,当滑块至下死点时,拉深冲孔和压凸台全部完成,冲孔废料往下落。滑块上升时,在橡胶21作用下将外锥形筒体脱离凸凹模8的内腔,滑块继续上升时,由下弹顶器装置顶板6将制件送到与凹模4同-平面(零件脱离凸凹模25),同时上打料装置将制件推出凸模22和凸模23完成一个工作循环。
结构设计要点如下。
1,为了保证外值拉深时尽可能使毛坯处在乐边范围之内减少悬空状态才不容易起皱,模具结构图所注的2.5mm处不宜太大。
2,保证上推件板24在末工作前悬挂于凸模22内腔,以免未到落料冲鼓前压着条科变形,同时,其橫截面积应尽可能大些,避免打料机构推出制件时产生变形。
③凸模22未工作前由于橡胶21的作用已下移3mm,此时其下平面与凸凹模8下平面之差不宜大于2.5mm,否则易压变形条料。
(6) 锅盖落料、拉深、冲孔、切边复合模
如图1-38所示为1Cr18Ni9Ti不锈钢锅盖落料、拉深、冲孔、切边复合模。
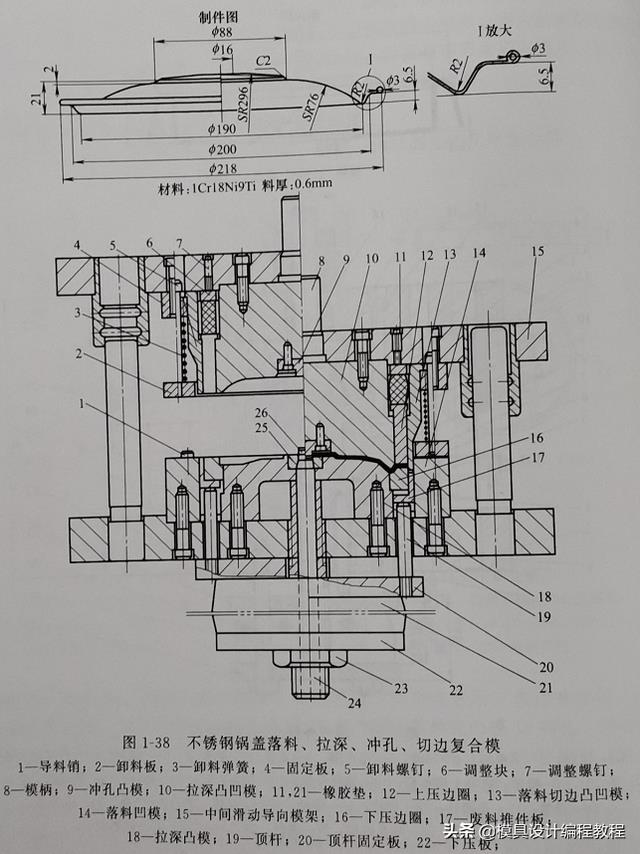
本制件曾采用落料-→正向拉深(浅球形)-→反向拉深(外缘低锥形)-→冲孔(φ16mm)- 一切边→卷边共6道工序,需6副模具。因工序多、生产效率低、成本高、且质量不稳定而改成用-副多工序集合复合模,经一次冲压完成落料、正反拉深、切边和冲孔工序,卷边工序单独完成。
经工艺分析,本制件形状虽较复杂,但正反两个方向的拉深都很浅,正向近似于浅球形拉深,反向则是低锥形拉深,都可以一次成形,而且落料、冲孔、切边这些工序是不同直径的同心圆,可以采用复合模,在一次冲压过程中顺利完成。
模具结构图一- 半为开启状态,另一半画成闭合状态。
当模具闭合时,落料切边凸凹模13与落料凹模14闭合,首先把坯料从条料上冲裁下来,同时上压边圈12、落料切边凸凹模13、下压边圈16和废料推件板17-起把坯料压紧。上模继续下行,正拉深开始,上述四个零件起压边圈的作用。由于上橡胶垫11强大的弹力,随着上模继续下行迫使下压边圈16向下运动(下橡胶垫21的弹力必须小于上橡胶垫11),当它被拉深凸模18的凸台挡住时,上压边圈12被迫上行,反向拉深也开始。同时,下压边圈16与落料切边凸凹模13产生剪切运动,完成切边工序。上模继续下行,使拉深凸凹模10与拉深凸模18紧紧贴合,同时,冲孔凸模9与冲孔凹模25产生剪切运动完成冲孔工序,行程结束,正反拉深也都完成。冲孔废料由空心螺杆中的空心孔排出,在上模上行时,条料废料由弹压卸料板2卸下,废料推件板17和下压边圈16在下橡胶垫21和顶杆19的作用下,把切边废料和制件顶出模面取出,-次冲压的全过程即完成。
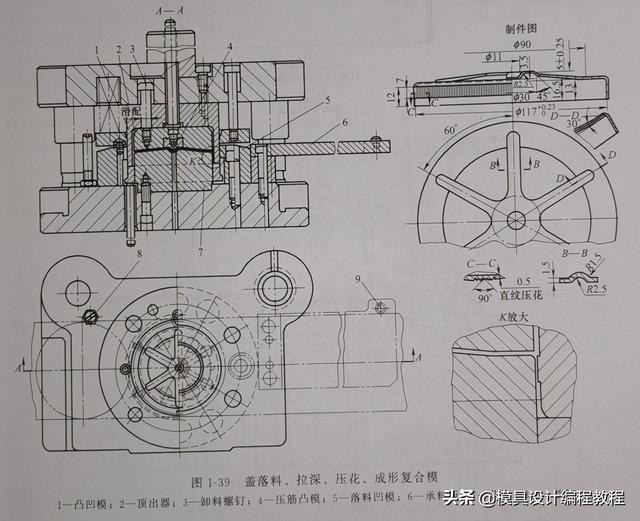
(7) 盖落料、拉深、压花、成形复合模
如图1-39所示为用厚1. 5mm 08F钢板制造的盖落料、拉深、压花、成形复合模。
(8)落料、拉深、侧冲孔复合模
如图1-40所示为侧壁带--小孔的无凸缘件落料、拉深、侧冲孔复合模。

本模具的主要工作零件由完成落料、拉深的上、下凸凹模以及完成侧冲孔的侧滑块机构和下凸凹模组成:
①下凸凹模是作为拉深凸模和侧冲孔的凹模来工作的;上凸凹模的侧壁上留有通过侧凸模的条形孔。
②侧滑块机构实际上就是一个快速换模机构,由侧滑柱3、复位弹簧7、侧凸模5、螺塞4组成。当侧凸模5出现折断或其他损坏后,模具通过压力机滑块开启,然后拧出侧滑柱3中的果家,再用张长漯钉拧进侧凸模s的螺纹里,这样就可以轻松取出已损坏的侧凸模g中的委的明凸楼,过程与此相反。这样实现了模具不离开压力机就可以更换侧凸模5的工作。
3 为了保证模具工作过程顺利进行, 不出现相互干涉,模具结构设计时应满足以下几点。
a.开始侧冲孔时冲孔部分的拉深已经完成。
b.冲孔凸模在向右运动时不能和上凸凹模的运动发生干涉。
c. 回程时要保证冲孔凸模先从凸凹模中退出。
d.斜楔和侧滑柱的斜角既要保证侧凸模的行程又要保证侧滑柱运动流畅。
如图1-40所示为模具工作的闭合状态。工作过程如下:首先压力机的滑块带动由件9~24组成的上模向下运动,弹性卸料板23首先接触到放在落料凹模2上的被加工坯料,卸料弹簀9被继续压缩,弹性卸料板23压紧胚料,由于下凹凸模30的上端面低于落料凹模2的上端面约一个料厚,上模再下行即上凸凹模22向下运动约一个料厚完成落料。上凸凹模22继续向下运动开始拉深,拉深时由压力机气垫通过托杆28和压料板31进行压边,随着拉深的进行,当上模下行到上凸凹模22侧壁上的条形孔的最低点,低于侧凸模5的刃口最低点时,斜楔10与侧滑柱3的斜面接触,侧滑柱3带动侧凸模5开始在落料凹模2的导向孔里向右运动,当侧凸模5穿过上凸凹模22侧壁上的条形孔时,侧冲孔开始,拉深完毕或仍在进行,直到上下模完全合模落料、冲孔、拉深均完成。
(9)一模两用复合模(图1-41)
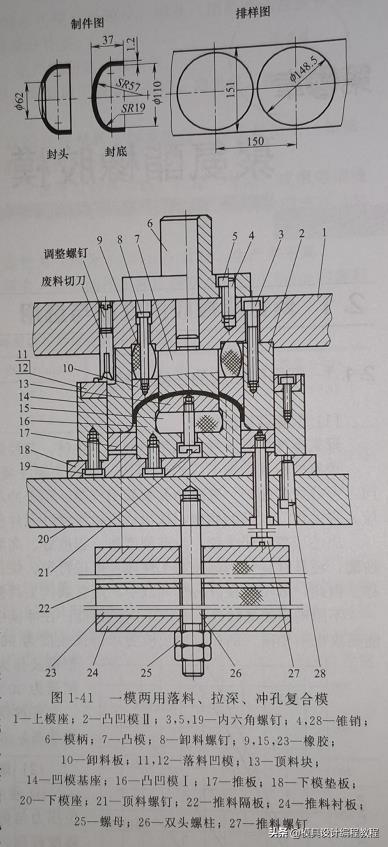
①工作过程将151mm宽的条料放到落料凹模11上(此时件17比件12上平面高1~2mm),由定位螺钉(安装在落料凹模12上)定位,启动压力机,滑块带着上模下行,首先凸凹模I和推板17压住材料下行,当件2的刃口进入落料凹模12之内1. 2mm后,便完成了落料工序。滑块继续下行,p148.5mm的圆形坯料被凸凹模16推入件2的凹模之内,开始拉深工序,直到卸料板10与凸模7圆弧面平齐时,拉深工序结束,封底零件即已冲制完成。此时,废料切刀已将落料废料切开。若滑块继续下行1.2~1.4mm,便完成了冲孔工序,封底零件便被改制成封头零件。若专冲封底零件,则滑块行程必须调短1.2~1. 4mm。这只要调整压力机的实际工作行程,便实现了一模多用的设计目的。当滑块回程向上时,顶料块13在橡皮的作用下,将冲孔废料顶回到制件孔内,然后被卸料板10将制件连同冲孔废料- -起推出模外,-个工作循环结束。再移动条料前进一个步距, 把制件 连同废料- -起推人收集箱中,开始下一个工作循环。
②模具结构本模具由三部分组成,即模架部分、工作部分和推、顶件装置。图示上模座1、下模座20、模柄6以及呈对角分布的导柱、导套组成模架部分;落料凹模12、凹模座基14、下模垫板18、凸凹模2和116、凸模7组成工作部分;顶料推件装置则由卸料板10、顶料块13、推板17以及推、卸料螺钉等组成。模具总体结构紧凑,操作方便,- .模多用,适用于中小批量生产。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删除。
相关参考
模内复合模具(为什么同样是复合模中的凸凹模,别人却做的很好?看看这个方法)
凸凹模是复合模中的关键零部件。如在落料一冲孔复合模中,其外缘作为落料凸模而内孔则作为凹模;即一个零件同时起着两种性质完全不同的作用,内外全受冲压时的冲击力影响。因此,在设计时,必须对其强度、结构形式等...
当冲压模具的凸凹模间隙正常时,五金冲压件的冲裁过程大致可以分为3个阶段,弹性变形阶段、塑性变形阶段和断裂分离阶段。下面我们就来简单地介绍一下这几个阶段以及冲压件断面特征是怎么样的。1,弹性变形阶段凸模的...
当冲压模具的凸凹模间隙正常时,五金冲压件的冲裁过程大致可以分为3个阶段,弹性变形阶段、塑性变形阶段和断裂分离阶段。下面我们就来简单地介绍一下这几个阶段以及冲压件断面特征是怎么样的。1,弹性变形阶段凸模的...
...聚氨酯橡胶模是用聚氨酯橡胶代替冲模中的凸模或凹模,模具结构如图2-154所示。聚氨酯橡胶模可用来完成冲裁、弯曲、拉深、起伏成形、胀形等多种冲压工序。用聚氨酯橡胶冲裁模冲裁的材料厚度在0.3mm以下时效果最佳,当被...
橡胶压胶机(6类模具,30种具体模具设计,50页PPT介绍模具结构、设计和计算)
模具设计概述模具种类冲压模、塑料模、橡胶模、锻造模、铸造模、粉末冶金模。30种具体模具冲压模具:普通冲裁模、级进模、复合模、精冲模、拉深模、弯曲模、成形模、切断模;塑料模具:热塑性塑料注射模、热固性塑料...
模具的功能与分类(6类模具,30种具体模具设计,50页PPT介绍模具结构、设计和计算)
模具设计概述模具种类冲压模、塑料模、橡胶模、锻造模、铸造模、粉末冶金模。30种具体模具冲压模具:普通冲裁模、级进模、复合模、精冲模、拉深模、弯曲模、成形模、切断模;塑料模具:热塑性塑料注射模、热固性塑料...
...为了达到制件要求,设计时必须注意的有:①毛坯放置在模具上应有准确的定位。首先,应尽量利用制件上的孔定位。如果制件上的孔不能利用,则应在毛坯上设计出工艺孔。图4-1
...复合复合模是指在压力机(冲床)的一个工作行程中,在模具的同一部位同时完成数道冲压工序的模具。它们可能是冲孔、落料、拉深或整形等不同工序的组合。复合模结构特点生产效率高节省人力、电力和工序间搬运工作。冲...
...复合复合模是指在压力机(冲床)的一个工作行程中,在模具的同一部位同时完成数道冲压工序的模具。它们可能是冲孔、落料、拉深或整形等不同工序的组合。复合模结构特点生产效率高节省人力、电力和工序间搬运工作。冲...
模具是将材料成形(成型)为具有特定形状与尺寸的制品、制件的工艺装备。包括:冲模、塑料模、压铸模、锻模、粉末冶金模、拉制模、挤压模、辊压模、玻璃模、橡胶模、陶瓷模、铸造模等类型。冲模 使金属、非金属板料...