模具冷却最快的设计(抽芯注塑工艺,这么简单的冷却弯管你会设计吗,不多学一招吗)
Posted
篇首语:坚硬的城市里没有柔软的爱情,生活不是林黛玉,不会因为忧伤而风情万种。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具冷却最快的设计(抽芯注塑工艺,这么简单的冷却弯管你会设计吗,不多学一招吗)相关的知识,希望对你有一定的参考价值。
模具冷却最快的设计(抽芯注塑工艺,这么简单的冷却弯管你会设计吗,不多学一招吗)
冷却弯管是自动化加工机床上一个重要部件。高速运转的机床在加工钢件时,温度升高会使刀具性能下降,适当的冷却是保证加工顺利进行的有效手段。冷却弯管内部通过低温高压气流来冷却刀具。冷却弯管产品图见图1,产品最大外形尺寸为209.80 mm x101.80 mm x 53.23 mm,塑件平均胶位厚度3.20 mm,塑件材料为PC,缩水率为1.006,塑件质量为70.38 克。塑件技术要求为不得存在披峰、注塑不满、流纹、气孔、翘曲变形、银纹、冷料、喷射纹、气泡等各种缺陷。

图1冷却弯管产品图
从图1 可以看出,塑件造型为空间扭曲圆管,底部有安装法兰,利用两个通孔可以固定在机床上。冷却弯管在空间两个方向扭曲,造型极不规则。因此,塑件的模具设计具有很大的难度。由于模具设计的圆弧抽芯和塑件顶出都存在难度,塑件法兰处外形也同样需要抽芯,模具机构复杂,模具排位只能采取1 出1,模具设计图见图2. 模胚为非标模胚CH4550 A120 B120 C250;前后模仁利用虎口实现互锁。前后模都设计了回针,前模回针碰后模回针使后模的两层顶针板回位。前模回针伸入后模,后模回针较短,这样设计不会影响到塑件取出。
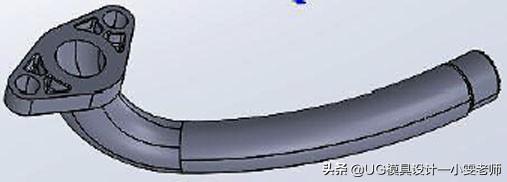
图2冷却弯管产品图
塑件长度较长,熔融塑料的流程较长,浇口选择在塑件口部直径变细处两点进胶。浇口为潜伏式浇口,无需人工修剪。熔融塑料从主流道进入分型面后,沿着圆弧分流道进入到塑件口部直径变细处,从圆弧芯的顶部绕过到达塑件另一侧。塑件底部法兰处形成倒扣,需要设计哈夫滑块抽芯,此滑块用斜导柱1 和斜导柱2 驱动。冷却弯管的内部芯子需要近似分为两段,口部的一段近似作为圆弧利用滑块抽芯;两段内芯的结合处设计锥台互锁定位。见图3.底部的圆弧内芯连接在直顶23 上。口部的圆弧利用油缸驱动滑块抽芯来解决。拉杆10 固定在油缸活塞杆上。导向块12 安装在拉杆10 的U 型槽中,上下垫有铜片。拉杆10 带动导向块12 围绕定位棒15 摆动旋转,从而带动圆弧芯子实现抽芯。
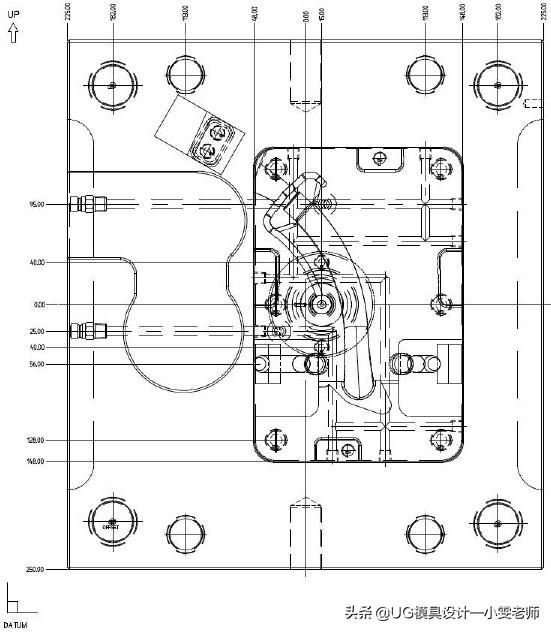
图3冷却弯管模具图
模具设计的另一个难点是塑件的顶出。口部的圆弧抽芯完成后,塑件仍然留在后模中,底部的圆弧抽芯尚未完成。经过分析,塑件的顶出和底部圆弧抽芯结合在一起考虑。底部圆弧抽芯可以利用前述的类似机构来实现抽芯脱模,也可利用圆弧齿轮摆动来实现抽芯。
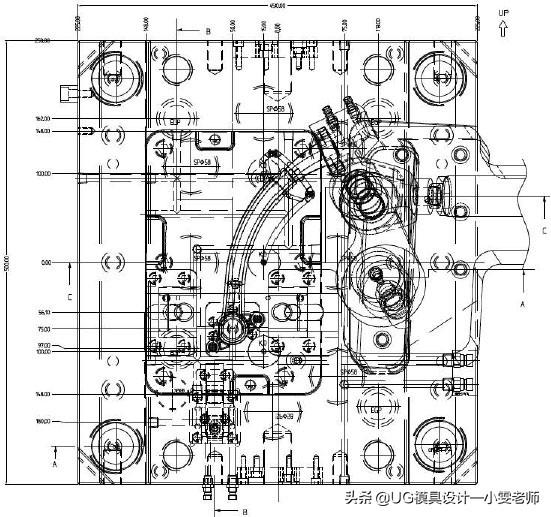
图4冷却弯管模具图
实际模具设计中,设计了更为简单的抽芯脱模方式。即利用二次顶出来实现塑件脱模具。该二次顶出机构有两层顶针板。水口顶针22 和直顶23 固定在底层顶针板上;斜顶则安装在顶层顶针板上。上下两层顶针板设计有导向中托司,其运动控制利用扣机9 实现。
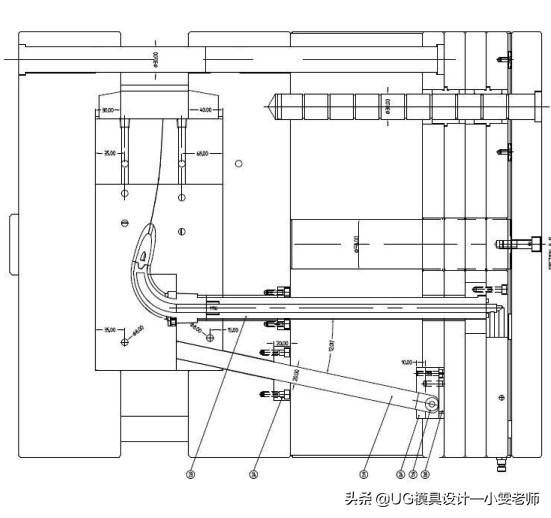
图5冷却弯管模具图
模具顶出系统设计为欧洲模具风格,即强拉强顶,回针上不装弹簧。注塑机顶棍顶出上层顶针板,上层顶针板通过扣机带动下层顶针板。因此,顶出开始时,水口顶针、直顶和斜顶一起顶出,塑件脱离后模一段距离。此时,底部的圆弧抽芯尚未解决,圆弧芯子连接在直顶上。到达行程后,扣机松开,下层顶针板停止运动,塑件和直顶静止不动,上层顶针板上的斜顶进入塑件的底部,推动塑件绕后模圆弧芯子旋转实现脱模。两段圆弧芯子通过直顶和滑块都设计了冷却运水,保证模具的正常注塑生产。
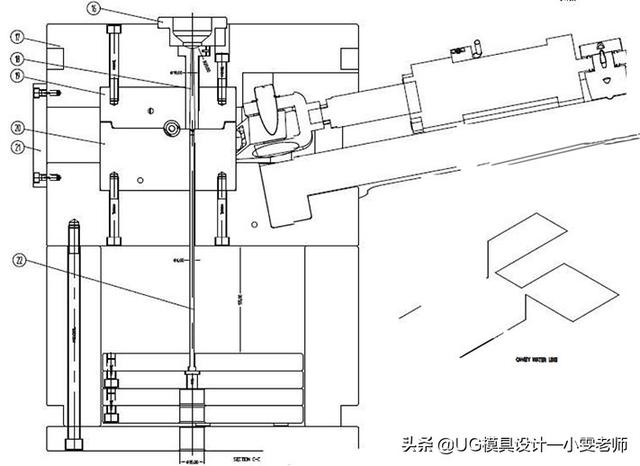
图6冷却弯管模具图
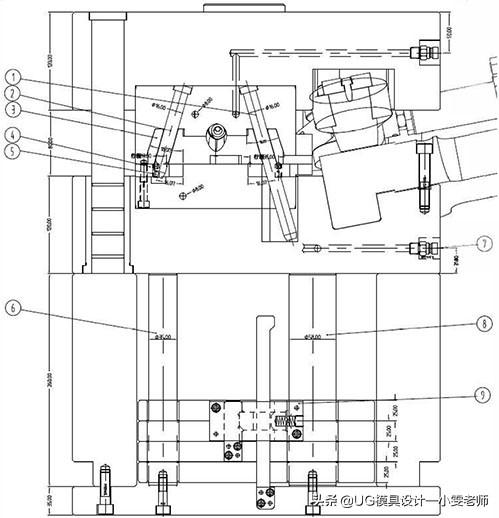
图7冷却弯管模具图
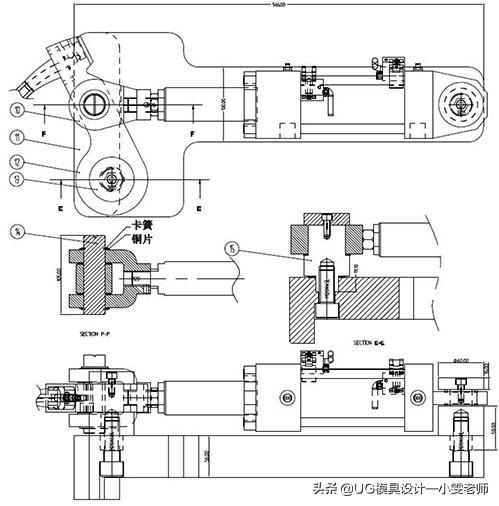
图8冷却弯管模具图
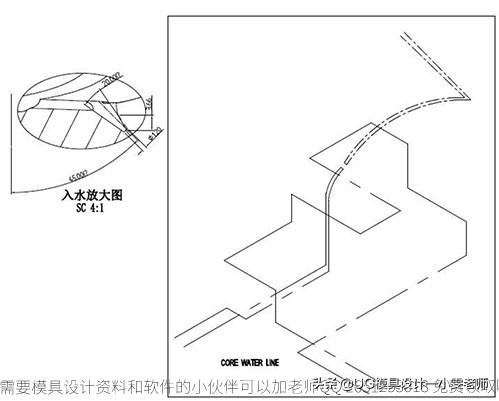
图9冷却弯管模具图

图10冷却弯管模具图
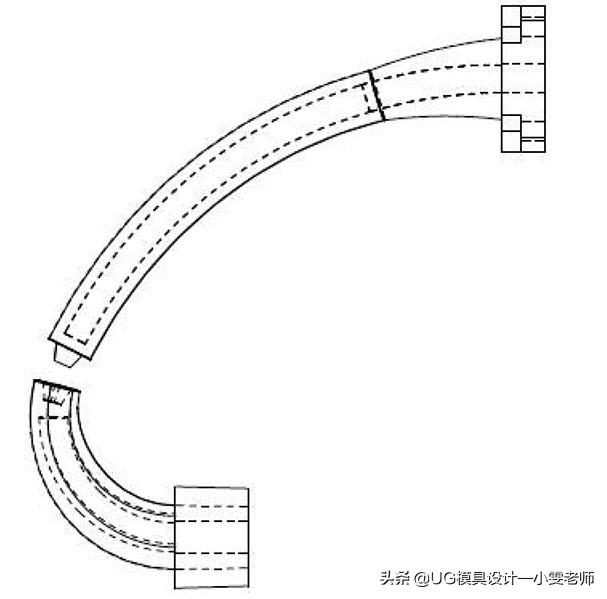
图11圆弧芯对接图
点击关注关注我学习不迷路,进主页查看更多干货!
需要模具设计资料和软件的小伙伴可以私信我回复“资料”即可免费领取!
喜欢我的作品可以转发或收藏,同时请继续关注后期会推出高质量视频和技术资料!
相关参考
注塑件设计要点1、开模方向和分型线2、脱模斜度3、零件壁厚4、加强筋5、圆角和孔6、抽芯机构及避免7、塑件的变形8、一体铰链9、嵌件10、气辅注塑11、综合考虑工艺性和零件性能1、利用注塑工艺生产产品时,由于塑料在模腔...
...固化时的收缩行位,这两点决定了注塑模的特殊性和注塑模具设计难度。由于塑料熔体属于黏弹体,熔体流动时黏度随剪切应力,剪切速率而变化,流动过程中大分子沿流动方向产生定向,模腔充满后,熔体被部分压缩,冷却固...
...固化时的收缩行位,这两点决定了注塑模的特殊性和注塑模具设计难度。由于塑料熔体属于黏弹体,熔体流动时黏度随剪切应力,剪切速率而变化,流动过程中大分子沿流动方向产生定向,模腔充满后,熔体被部分压缩,冷却固...
...,补缩,同时能适应高效冷却硬化;塑料设计应考虑成型模具的总体结构,特别是抽芯与脱出制品的复杂程度,同时应充分考虑到模具零件的形状及制造工艺,以便使制品具有较好的经济性:塑料件设计主要内容是零件的形状、...
塑胶模具结构按功能分为七大系统,分别为:浇注系统、温控系统、成型零件系统、机构系统、导向定位系统、顶出系统、排气系统等组成。第一系统:浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料井、分...
塑胶模具结构按功能分为七大系统,分别为:浇注系统、温控系统、成型零件系统、机构系统、导向定位系统、顶出系统、排气系统等组成。第一系统:浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料井、分...
注塑厂冷却水知识模具水路的终极目的是在相对短的时间,产品达到相对稳定的尺寸。模具的水路设计与冷却水是影响产品成型周期的两个重要因素。水在管道中有两种状态:一、层流。水平稳地通过管道,靠近水管壁的冷却水...
注塑厂冷却水知识模具水路的终极目的是在相对短的时间,产品达到相对稳定的尺寸。模具的水路设计与冷却水是影响产品成型周期的两个重要因素。水在管道中有两种状态:一、层流。水平稳地通过管道,靠近水管壁的冷却水...
弯管器怎么弯圆(弯管半圆弧滑块抽芯结构拆解,3个中心关键,收藏起来吧)
...块抽芯运动模仿仿真大家好,这次和大家共享一套UG注塑模具:液压缸(油缸)弯管半圆弧滑块抽芯结构图,所谓半圆弧滑块抽芯,就是指滑块圆弧抽芯没有彻底脱离产品,需求手动或机械手取出。弯管产品整套模具规划思路:...
模具t0阶段验证什么((烧脑计算推导)注塑模具中零件冷却时间的计算方法)
...间的因素很多,如塑料种类、熔料温度、塑件开模温度、模具温度等。为了推导注塑件冷却时间的计算公式,需要进行如下假设:(1)将塑件看成无限大的平板,忽略从成型塑件侧面进行的冷却,热流方向沿其厚度方向简化为无内热...