模具侧面的孔叫什么(模具设计中的“特种兵”之出口模设计细节总结)
Posted
篇首语:知识的价值不在于占有,而在于使用。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具侧面的孔叫什么(模具设计中的“特种兵”之出口模设计细节总结)相关的知识,希望对你有一定的参考价值。
模具侧面的孔叫什么(模具设计中的“特种兵”之出口模设计细节总结)
导 读:
出口模具因为其产品结构复杂,要求高,产品大等因素,其行业门槛较高,一般模具设计师没有3-5年的技术沉淀很难踏入这个门槛。如果把模具设计师比喻成一个兵的话,那出口模具设计无疑就是特种兵。因此已成为模具人共同的梦想,希望有朝一日自己也能独立设计出口模具,拿到好的待遇。那么那些高大上的出口模都是怎么设计的?下面跟小编一起来学习一下吧!!!
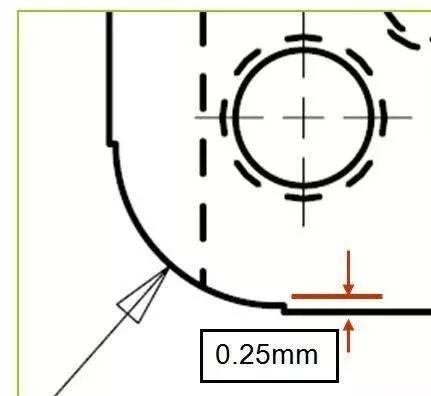
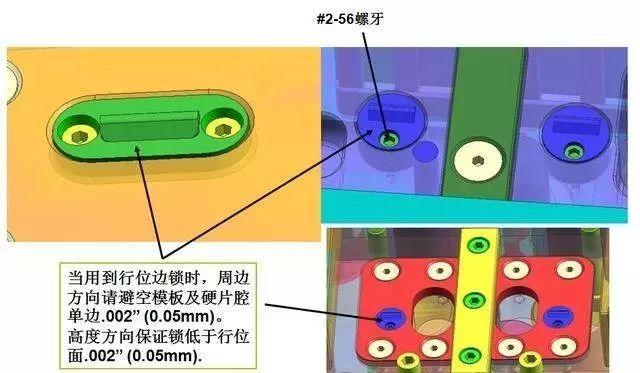
1.边锁

边锁要低于模具侧面.01”或0.25mm。原因:当工场在拆装模具时软松且不会擦伤边锁
边锁大小尽量选用2“ 或50mm, 如果模具较小可以用1.5”(38mm),较大用3” (75mm)
常用美制螺丝名称及规格

若日后用到1/2UNC螺丝或塞打螺丝,因美制的为13牙,而英制的为12牙,请提前购买
对于#10螺牙的塞打,只有#10-24 的标准,所以在出散件图时注意牙数的标注。
2.限位块
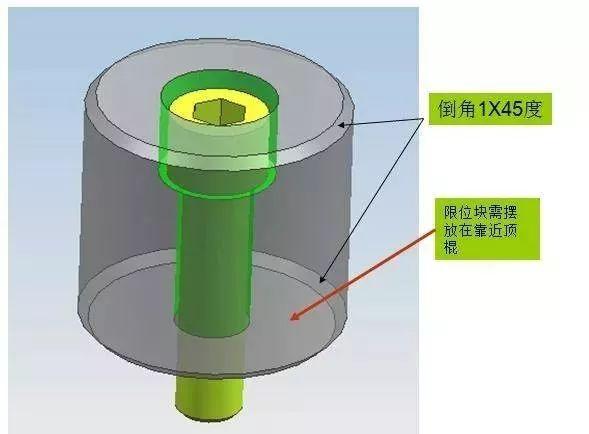

限位块直径统一为20mm的银钢支做。英制3D模图上画3/4”直径,工场用20mm直径的银钢支切断就OK了。
3.垃圾钉及针板螺丝
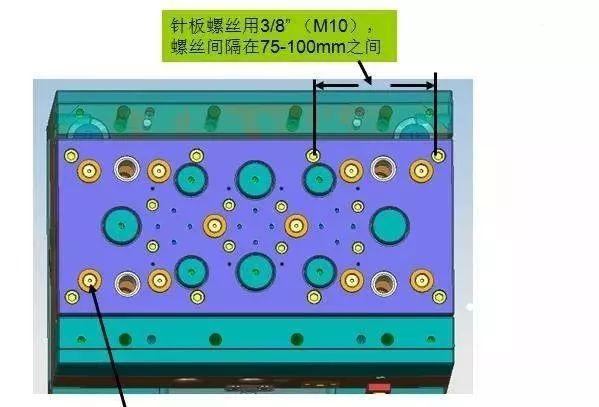
垃圾钉需放在回针下,斜顶下和顶针密集的地方。同时尽量对称排布,合理排布,方便工场加工。
4.底板螺丝
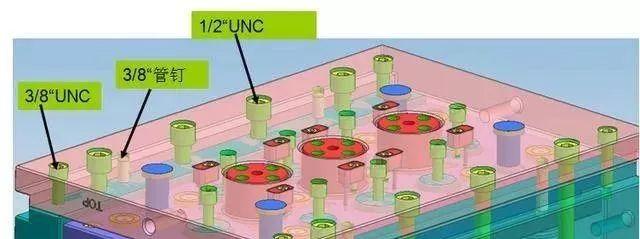
对于小点的模具螺丝规格如上
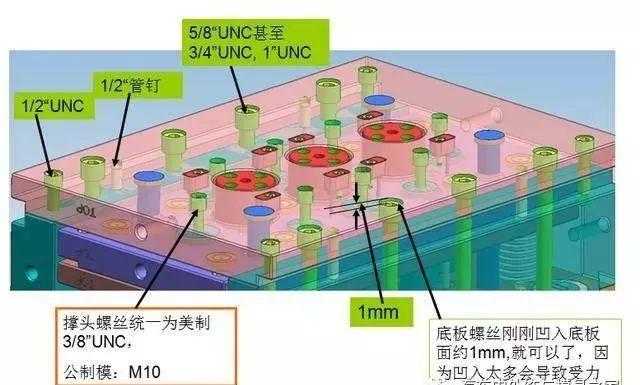
对于大点的模具螺丝规格如下
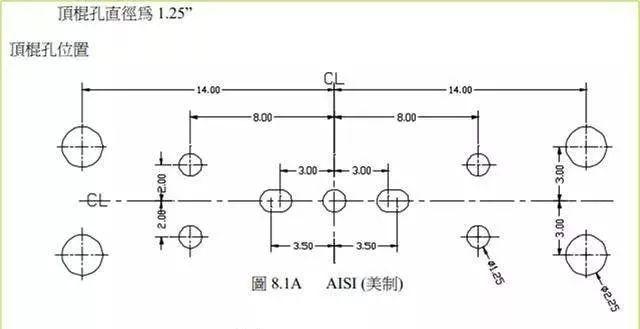
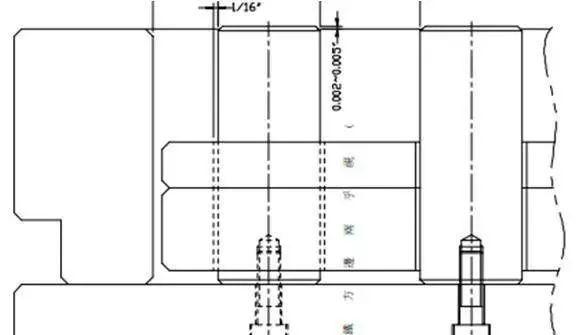
5.顶棍孔规格
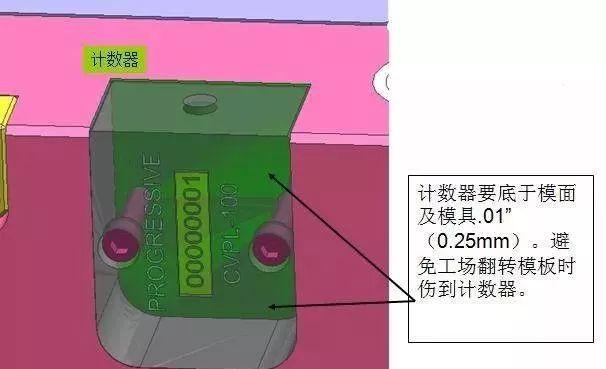
6.计数器
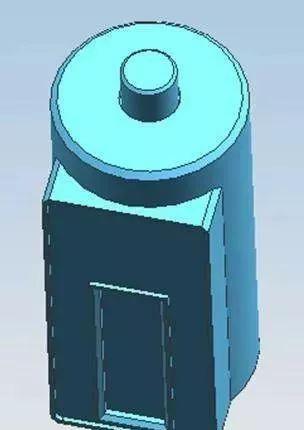
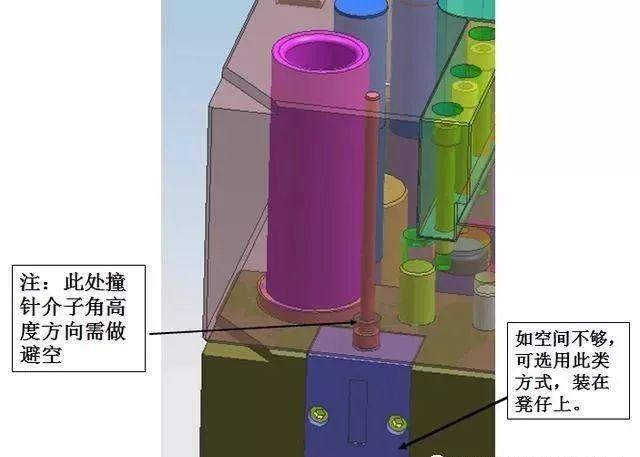
另外一种计数器

另外一种计数器
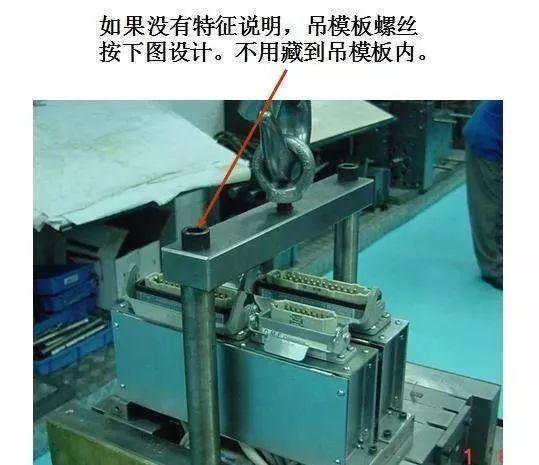
7.顶针设计问题

- 设计时吊模孔需足够大。
- 做吊模孔时要注意周边的配件是否影响到吊令的拧入。
意大利的按翔翼标准加工

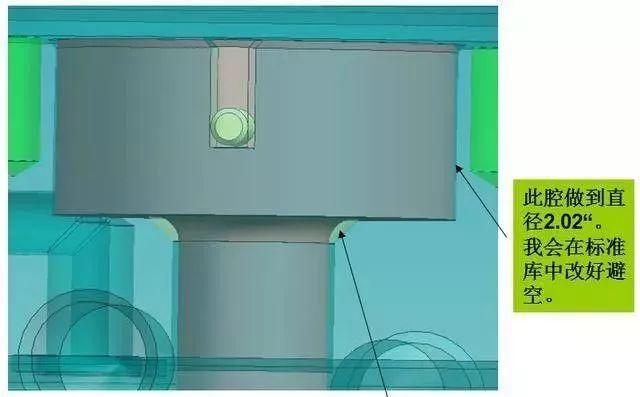
8.运水
关于运水藏腔,无特征说明英制的做到直径1-1/8“,深度1”公制的直径28,深25mm.
但是SPD客人用的是JP252(小头)的喉咀,所有运水腔直径做到1”,深度1“
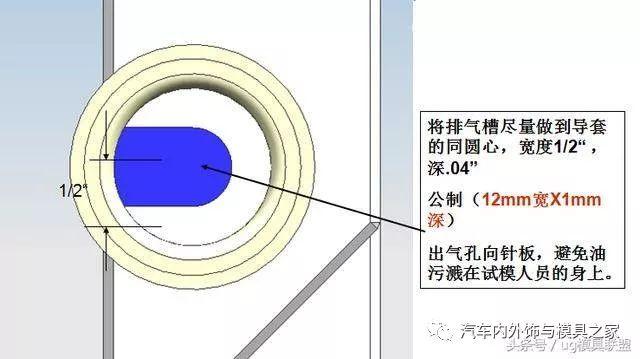
9.导柱排气槽
10.撑头
撑头尽量放在模具中间,尽量排布在针板内,大家都知道,撑头的存在可有效防止或减少B板的变形。
所以撑头排布时,尽量靠在模具中间且产品正下方。
撑头尽量大,尽量多。可有效减少B板的厚度,提高模具的寿命和减少采购模胚的成本。
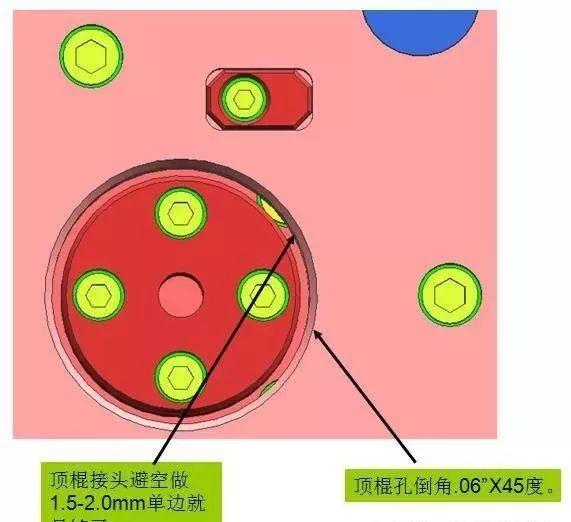
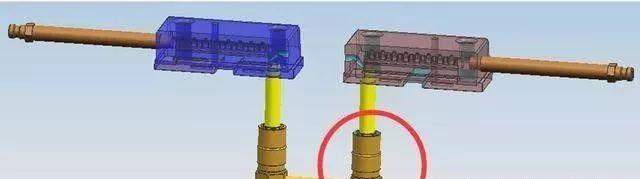
11.顶棍接头
12.止口位
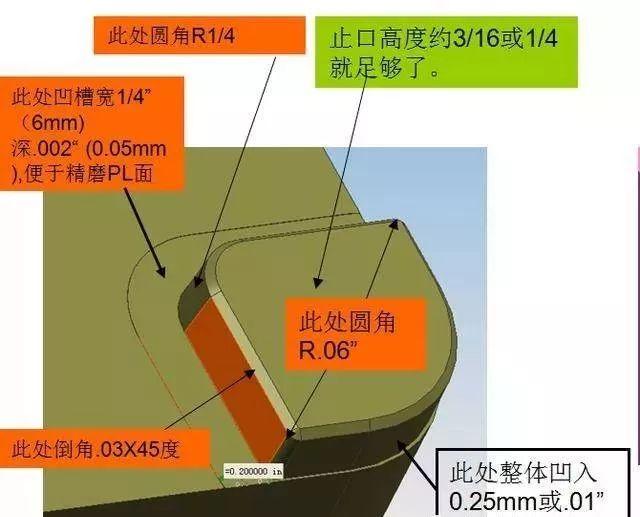

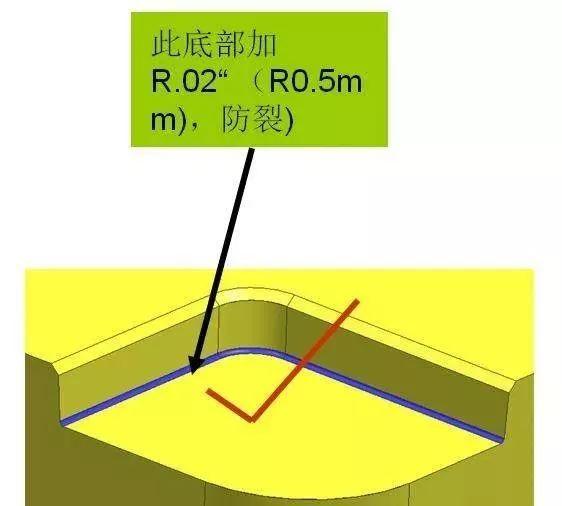
13.圆角
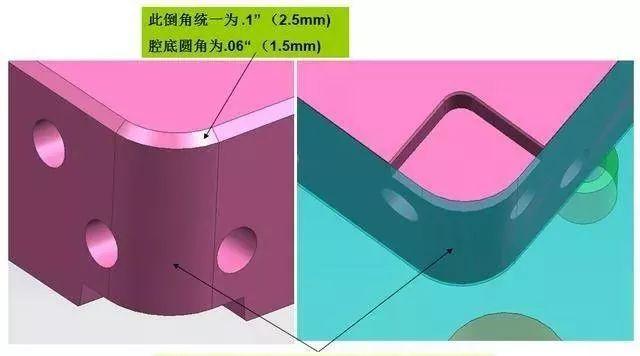
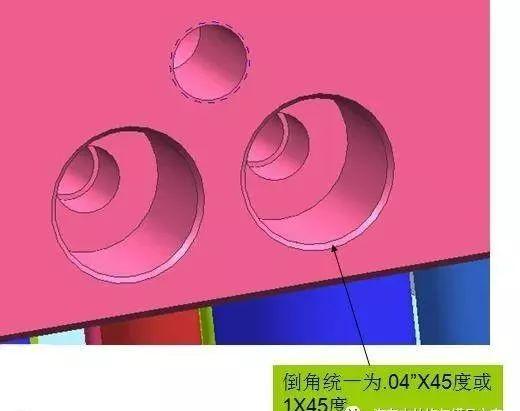
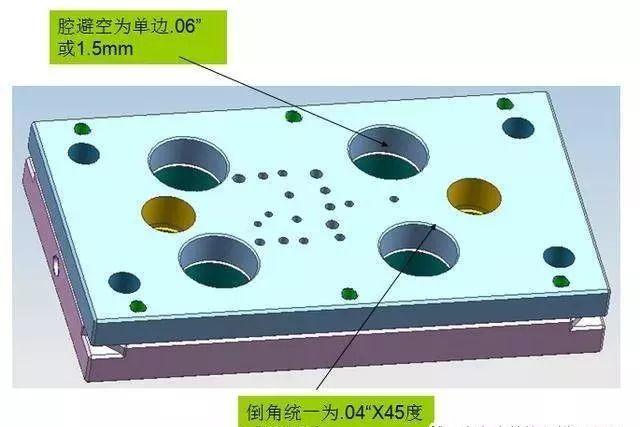
14.倒角

- 其余的倒角,例如法兰,喉咀腔等,倒.04X45度。
15唧咀
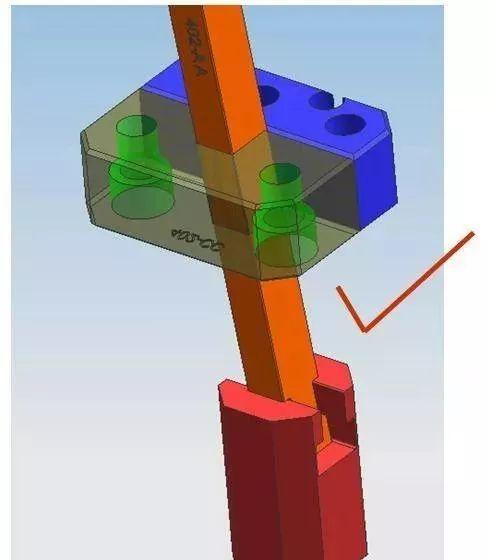
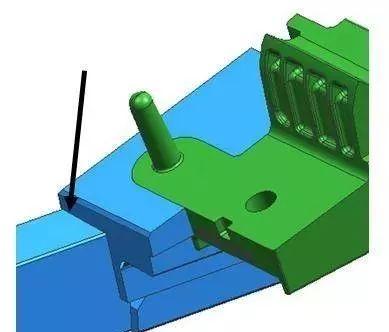
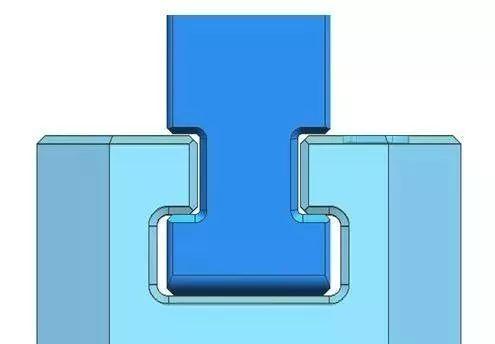
16斜顶
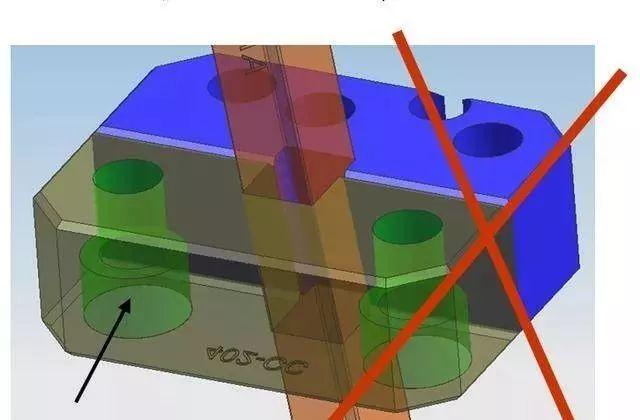
此导向板为青铜,斜顶料为1.2344HRC50-52。注意因模板的厚度不同会导致导向块不能按3D图加工此斜顶腔,所以需配作,设计时要考虑方便工场加工。切记不可做下图结构,导致斜顶会不顺。
厚度最小用1/2”
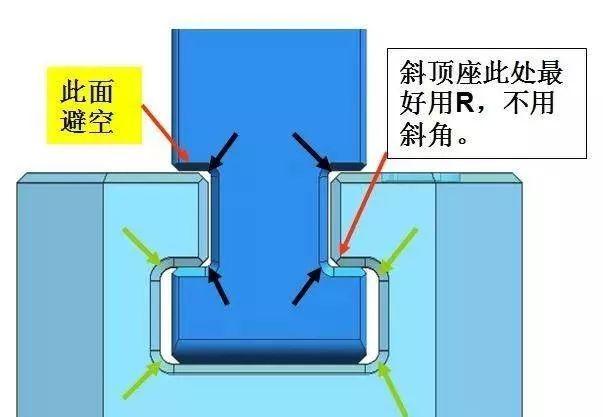
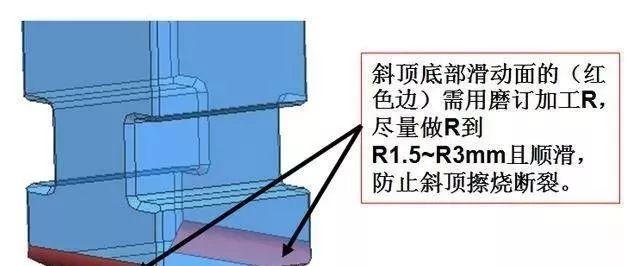
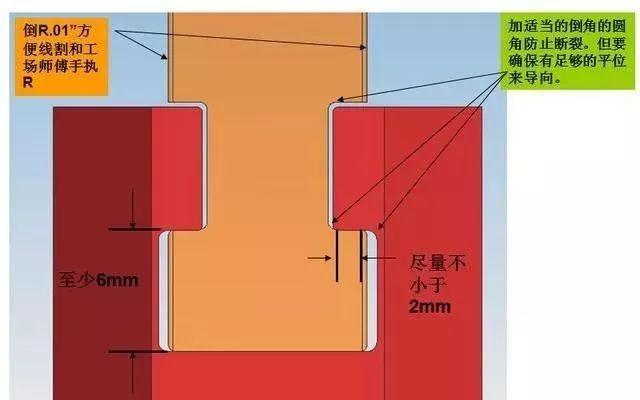
1.斜顶针设计时请注意斜顶及斜顶座上图所示的R尽可能大,常用R=1~2mm,避免断裂
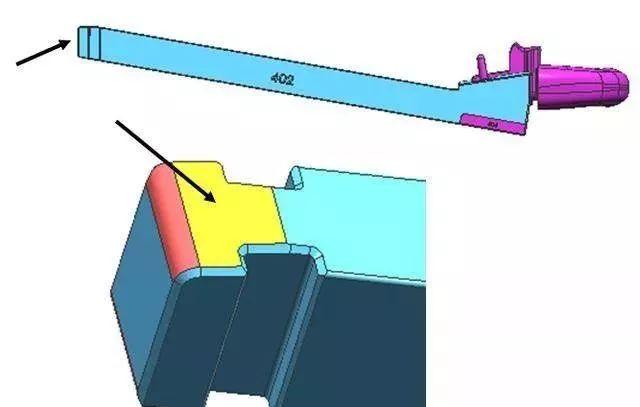
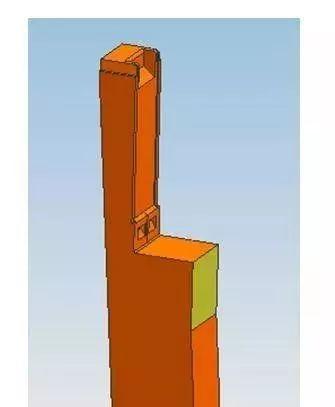
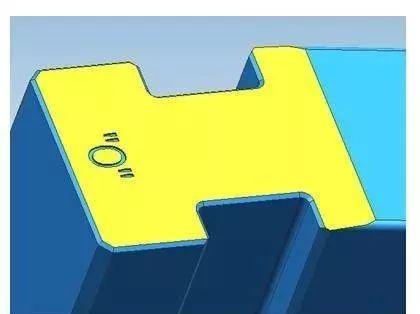
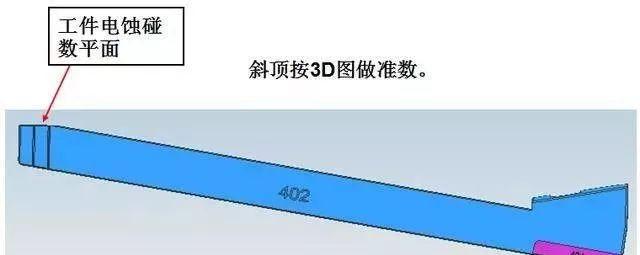
“7”字形斜顶此黄色平位仅用于火花机加工碰数用。
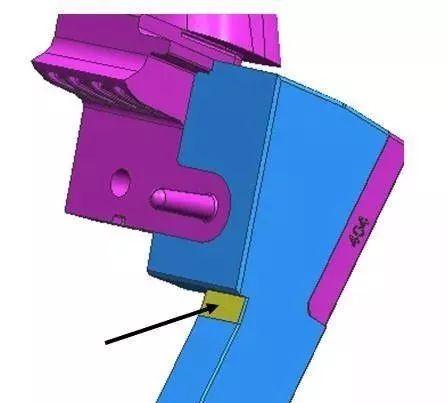
设计请取消7字形斜顶的此平位,在斜顶尾部磨平位来做碰数基准。因为斜顶腔加工时需线割两次增加成本。
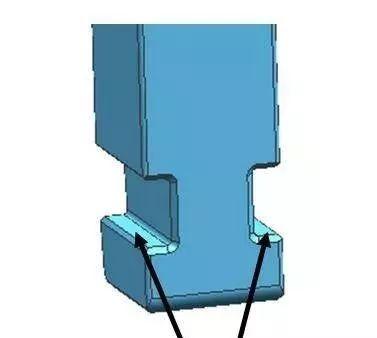
但对于右图的斜顶需加“平位”用于配模及封胶和做加工碰数基准面。
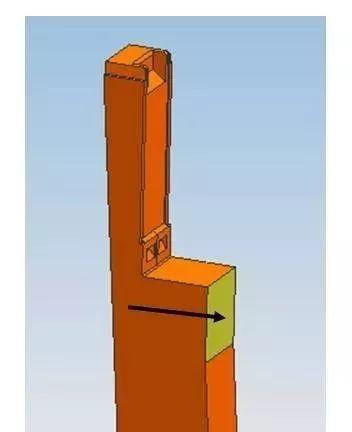
一. 7字形斜顶有“下巴”位来控制斜顶的后退距离的配完模后请将顶针的底部磨去0.1mm
二. 左图的斜顶无“下巴”位来控制斜顶的回退距离的,配完模后请将顶针的此面磨去0.1mm

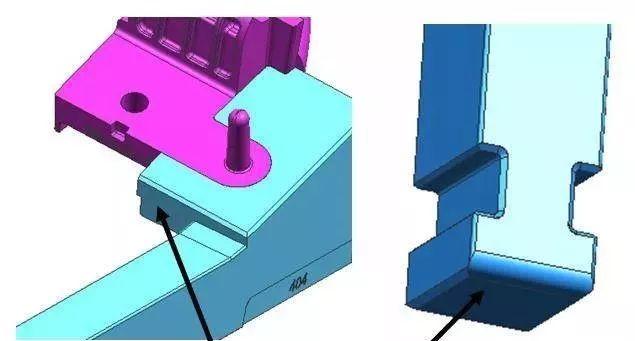
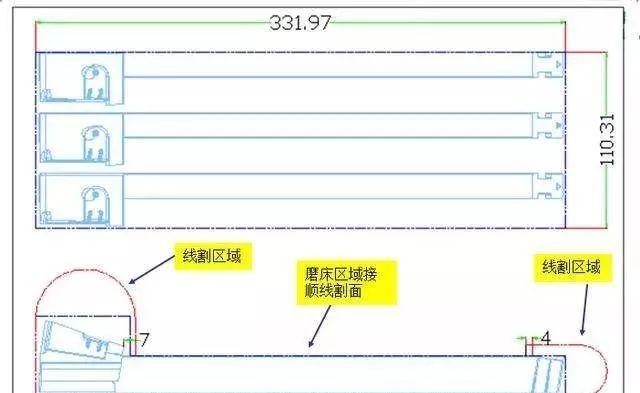
1. 开料:注意斜顶两端是线割的,开料时需留置单边1~2mm余量,方便线割。
翔翼斜顶设计制作注意事项:订料篇

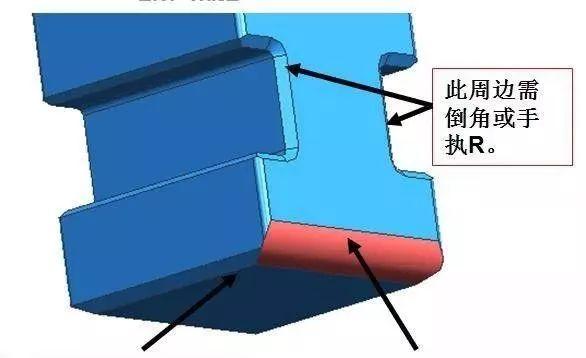
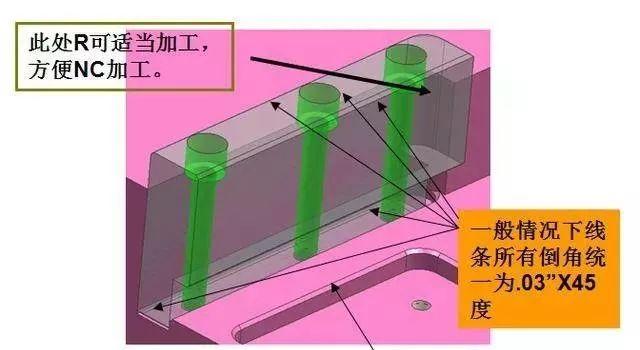
工件上非胶位面需倒角,防止刮伤,倒角不用太大,要视工件大小,模具图上倒.02“X45, .03”X45度, .04“X45度斜角,不可有利角。
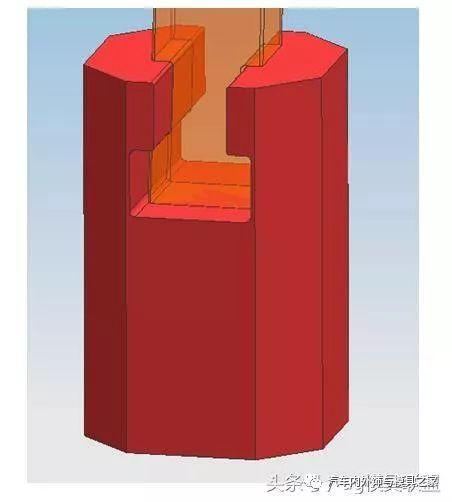
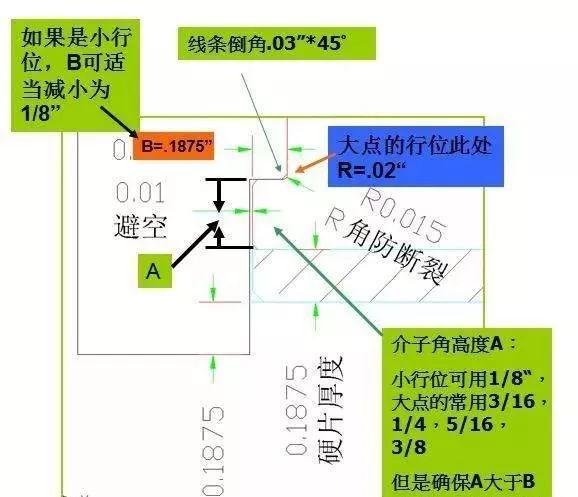
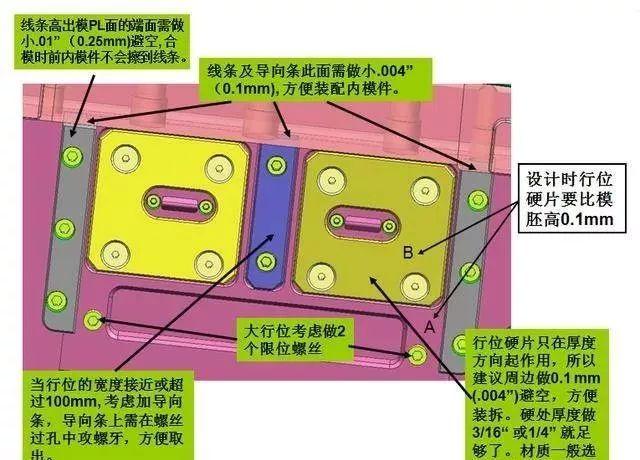
17.行位
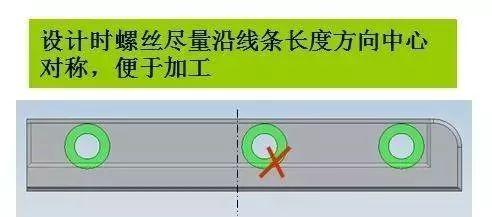
为便于工场备料及减少我们订料的工作量,一般情况下线条厚度美制模采用5/8”和3/4“两种厚度,线条螺丝为1/4”和5/16“公制采用:16mm和19mm厚度,螺丝为M6和M8,特殊情况除外。


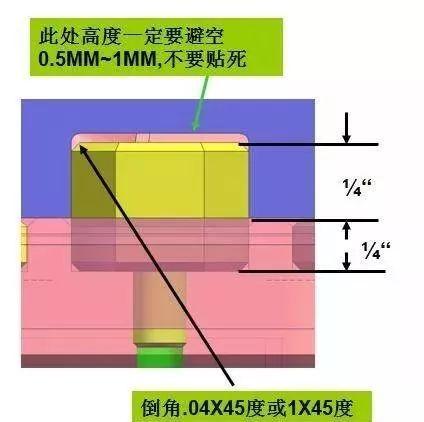
18.内模倒角
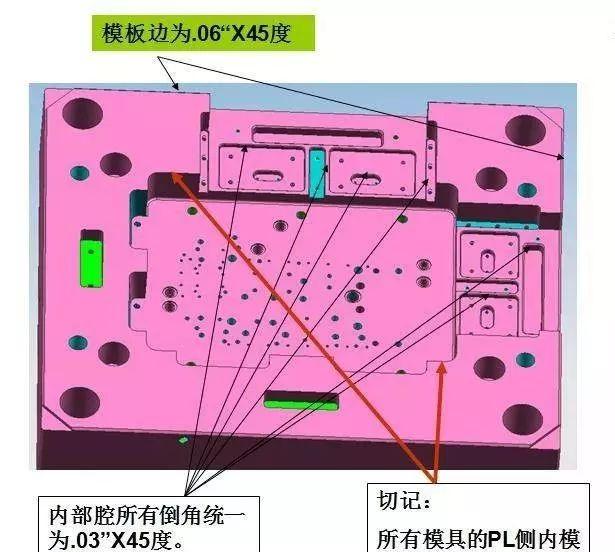
切记:所有模具的PL侧内模件腔倒角0.5X45度


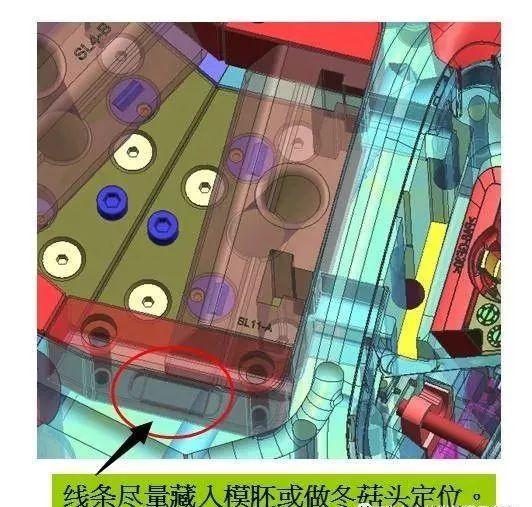
线条尽量藏入模胚或做冬菇头定位。

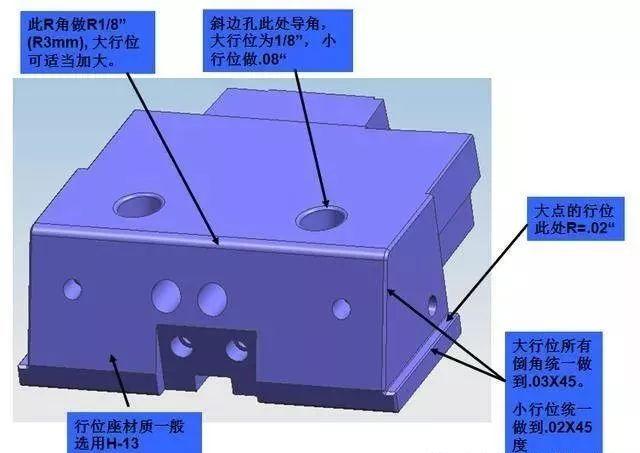
行位导向条宽度为5/8“或3/4”, 导向部分高为1/4“,藏入模板1/4”,螺丝为1/4UNC两个。
公制: 行位导向条宽度为15mm或20mm, 导向部分高为6,藏入模板6,螺丝为M6两个。
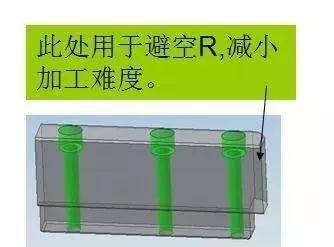
导向条,线条,只需在行位运动的垂直方向起管位作用,沿行位运动方向无需管位,反而需做小小避空方便装拆。材质一般选用0-1 HRC54-56。

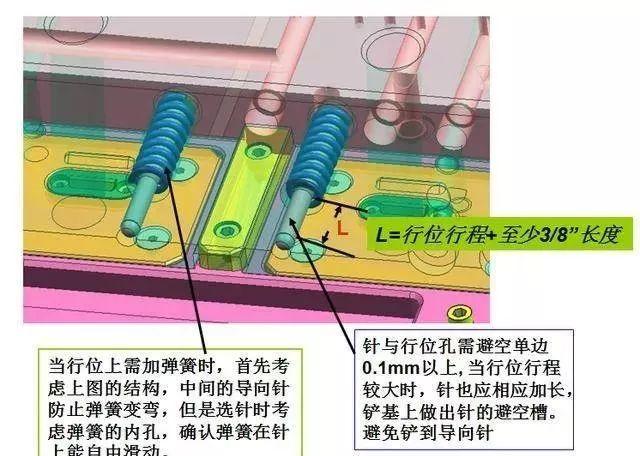
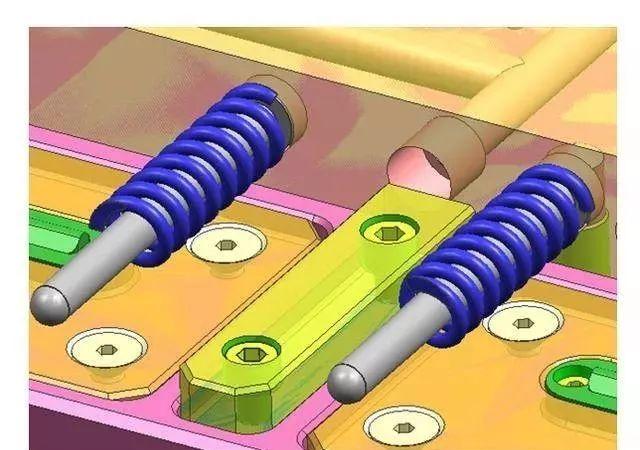
当客人要求行位走运水时,中间行位可考虑用上图的结构。
欢迎转发老铁们分享文章,让更多人注意细节
相关参考
手提式电动液压冲孔机回位慢(东风模具:行李箱外板浮动整形模设计)
...于该行李箱外板为C形零件,在最后2道工序必须采用特殊模具结构实现零件成形,现介绍第3工序的工艺内容。1行李箱外板第3工序分析1.1零件工序内容零件成形的4道工序分别为拉深、侧修边冲孔、翻边侧整形、翻边修边冲孔。第...
如图所示:正常情况下,前后模仁长宽大于200mm时,需要在基准角对侧的左侧与天侧进行设计模仁束块,方便前后模仁拆装。正常情下模仁束块需要与公母模板高度低1~2mm。当前后模仁有束块的情况下,前后模仁开框尺寸需要在...
连续片连续冲裁模图示结构为少废料排样的冲孔切断模,采用双侧刃3冲切去条料两侧搭边边并控制送料进距,用却断凸模6冲切得到工件。簧片连续冲裁模图是连续冲裁模采用三排直排、一模的排样方式,用双成形侧刃8冲切去两...
模具设计流程及注意事项(塑胶模具「双色模」前模顶出设计方案以及注意事项)
第一色材质:PP+TF30%第二色材质:TPE正常情况下,PP+TPE两种材料是不黏合的,但在PP料里面追加少量合适的TF改性料后,将会增加PP+TF30%与TPE的黏合度,具体数据需要测试验证,如果达不到理想的黏合效果,可以继续改善PP+TF的比...
我们大家都知道,在我们塑胶模具设计行业里面,浇注系统的设计,对制品的质量和成型周期,有着极为重要的影响。因此对模具设计人员来,对浇注系统的设计应有足够的重视。浇注系统的设计原则,是在满足塑胶制品质量的...
我从事模具设计有9年了,所以针对模具设计和该职业的现状还算有一丢丢见解:做模具设计所需求了解的东西仍是挺多的:2D,3D软件的运用;模具的基础知识;机械加工工艺。个人而言一个好的模具设计这三点是必须要把握的...
a、滑块:导板是作为滑块上下运动的导向部分,那么在确定导板形状前先设计出滑块的形状尺寸,导板的形状也就随之确定了。如图15所示。设计滑块时需注意的几个参数:一般导板的角度θ设计成30°或45°,滑块的角度也就在30...
随着科技的高速发展,五金冲压件在各个行业的应用日益广泛,对产品的质量及尺寸要求也越来越严格。一些产品的传统加工工艺已经不能满足要求。其中五金拉伸产品尤为突出,拉伸件在拉伸过程中,由于材料的各向异性,厚...
排水管廊模具其特征在于:两个侧模架的两端分别与端模架配合,底模位于两个侧模架和两个端模架形成的模腔内,用于支撑两个端模架,内模位于两个侧模架、两个端模架和底模形成的模腔内,侧模架由模架和模架底座组成,...
模具上模加热(注塑模具设计-镜面模打不开-开模声音大是真空问题)
...外形尺寸160X600X200平均壁厚是2.2MM材质SAN,前后模高光镜面模具一个尖点热嘴进胶,前后模分模一刀劈,前模周圈拔模1°,后模由推板顶出,没毛病吧?下面介绍T0具体情况模具大致结构如图示开始试模时模温还没升上来,开合模一切正常...