棒料切断机(特殊冲模结构的常规设计法)
Posted
篇首语:满堂花醉三千客,一剑霜寒十四州。本文由小常识网(cha138.com)小编为大家整理,主要介绍了棒料切断机(特殊冲模结构的常规设计法)相关的知识,希望对你有一定的参考价值。
棒料切断机(特殊冲模结构的常规设计法)
图1-6为可直接套用仿照图1-5所示复合模进行设计的部分拉深件结构。在进行此类拉 深件模具结构的套用仿照设计时,除了修改凸、凹模及相关零件的形状与尺寸外,还应注意 依据拉深件高度核对冲压设备的行程。
选用典型组合标准冲模结构进行设计尽管简单、方便、迅速,但冲模的类型、结构 与尺寸随冲压零件加工图样及冲压工艺、加工条件等的变化而发生变化。对于特殊冲 压零件加工用冲模,因其模具结构并没有纳入标准冲模之列,如:模具零部件尺寸超 越标准规定范围,冲压零件需要冲压方向以外的冲模,冲模本身需要设置非标准及无 标准的推卸与送料机构等,这类冲模结构的设计,可参考典型组合的标准冲模结构形 式,对其非标准或改进部件采用常规模具的基本设计方法进行仿照设计。该类设计法 属于初级的创新设计。
(1) 组合设计法
在冲压加工中,每种冲压零件都会因冲压设备不同、供应材料变化,甚至现场生产与制 模技术水平差异等因素,而有多种不同的冲压工艺方案。为使加工方案合理、有效,需要分 析、研究相应模具设计的可行性,此时往往要运用冲模的组合设计法。组合设计法是冲模设 计创新的主要形式,它往往与冲压加工工艺方案的创新相互联系。
一般来讲,组合设计法应在充分掌握并分析各类典型组合标准冲模结构,各类推卸 与送料机构的基础上,根据冲压加工件的具体结构及冲压加工的工艺要求,对上述各选 定的冲模有关结构进行借用仿照综合加工,通过有选择性地组合或再设计,从而设计出 新型的冲模。
比如:具有拉深、弯曲、翻边、打扁、压凸、压印、校形等成形类工艺加工的冲压 零件,往往采用单工序成形模加工。若需采用多工位级进模加工工艺方案时,则可套用 多种成形工位的结构重新进行设计,并有选择地组合其他的定位、卸料机构,完成冲压 件的加工。
采用组合设计法设计的要领及模具结构将在本书后续各章节中陆续介绍。
(2) 嫁接设计法
嫁接设计法是把其他工种常用的加工方法或工序移植到冲模结构中实现的冲压加工,属 冲压设计加工的进一步开拓,这种设计方法,在冲模结构设计上虽有较大难度,但对扩大冲 压加工范围有重大现实意义。
目前,已经嫁接成功的有棒料切断、管料切断、管料冲孔等利用冲模的加工,相关内容 的具体设计要领及模具结构将在本书后续各章节中陆续介绍。
冲裁模设计步骤及示例
1.3.1冲裁模设计步骤
习惯上,将冲孔与落料工序加工模具统称为冲裁模,属于分离类冲模。由于广义的冲孔 加工是切舌(切开)、冲口、冲任意形状孔的通称;广义的落料加工包含剪切、剪裁、切边、 剖切、整修等分离冲切工序。因此,广义的冲裁模也包含切舌(切开)模、冲口模、剪切 模、切边模、剖切模等模具。
设计冲裁模时,首先根据冲件的形状、尺寸、精度要求、材料性能、生产批量、冲压设 备、模具加工条件等多方面的因素作综合的分析,研究和考虑冲裁件的工艺性以便制定合理 的工艺方案,然后根据工艺方案设计零件的排样方式,计算冲裁力并选定设备,便可进行模 具的总体设计,同时计算模具各工作部件的受力,最后进行零件的设计。
I Page-012 |沖压模具没计扶巧、经验R实例
冲裁模的设计具体概括起来,一般可采取如下步骤。
① 根据取得的资料,分析零件的冲压工艺性,确定工艺方案。
② 进行必要的计算,主要包括如下。
a. 选择排样方法、确定搭边值、计算送料步距、画出排样图。
b. 计算冲压力(冲裁力、卸料力、顶件力等)。
c. 压力中心的计算。
d. 确定凹模的外形尺寸及厚度。
e. 弹性元件(弹簧或橡皮)的选用与计算。
f. 计算其他主要零件的工作部分尺寸等。
g. 必要时,对模具主要零部件进行强度验算。
③ 模具总体设计。
④ 模具主要零件的设计。
⑤ 选择压力机的型号或验算已选的设备。
⑥ 绘制模具总图。
⑦ 绘制模具非标准零件图。
事实上,上述的设计步骤并没有严格的先后顺序,具体设计时,这些内容往往是交错进行的。
1.3.2垫板落料模设计示例
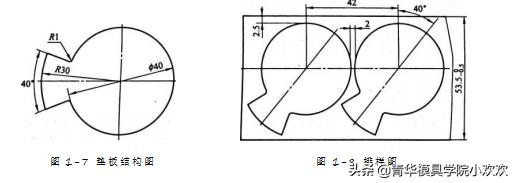
零件名称:垫板,结构见图1-7。
材料:料厚2mm的Q235-A钢板。
生产批量:小批量。
(1) 分析零件的冲压工艺性并确定工艺方案
该零件外形简单、对称,精度要求不髙,采用冲裁加工即可。因零件小批量生产,决定 采用导板式落料模进行加工。
(2) 排样
査有关的冲压手册,得最小搭边值a = 2. Omm,ai=2. 5mm。
考虑到材料利用率的提髙,采用斜排的排样方式,如图1-8所示。

相关参考