棒分体设备(永兴特钢不锈钢高质量线棒材生产)
Posted
篇首语:古人已用三冬足,年少今开万卷余。本文由小常识网(cha138.com)小编为大家整理,主要介绍了棒分体设备(永兴特钢不锈钢高质量线棒材生产)相关的知识,希望对你有一定的参考价值。
棒分体设备(永兴特钢不锈钢高质量线棒材生产)
High-Quality Wire Rod and Bar Production atYongXing Special Stainless Steel
永兴特钢不锈钢高质量线棒材生产
中国永兴特种不锈钢有限公司最近投产了一种新型的棒线材组合式轧机,用于生产各种不锈钢产品,包括奥氏体不锈钢、铁素体不锈钢、双相钢和硬化钢。新轧机可轧制φ4.5mm至φ130mm的棒线产品,并配有淬火和热处理设施,最大限度地实现在线处理。该轧机还包括有新的创新,如盘卷直径可调技术和棒材的光学计数。目前,永兴能够满足客户在航空航天和石油化工等行业中特殊等级的需求。
永兴特种不锈钢有限公司(简称永兴特钢)专业从事特种不锈钢棒线的开发和生产,主要应用于石油化工、基础能源、装备制造等工业领域。作为中国不锈钢棒线材的龙头企业,在国家基础工业的发展中起着重要的作用。
该行业最近的发展也导致了熟练/有经验职工的严重缺乏,上一代职工可以依靠他们的经验来优化陈旧设备和工艺过程。现在,保持/改善运营成功的关键是用新技术取代过时的设备,提高新设备的自动化水平。现代化的轧机可以提供连续一致的高速轧制,更少的维护和停机时间,运动部件使用寿命长,大大减少了部件更换时间,并尽可能减少操作者对其的干预。
项目详情
产品及工艺
永兴特钢生产的线材和棒材产品应用于核工业和石化工业等领域。在该组合式轧机轧制的钢种主要是各种不锈钢和镍基合金,不锈钢包括奥氏体、铁素体、马氏体、焊接、硫化、双相和硬化等钢种,以及奥氏体和马氏体不锈钢阀门钢。
永兴特钢轧制的棒线材的直径宽广,以满足特殊钢材市场的需求:线材盘卷从φ4.5mm到φ16.0 mm,大直径棒材盘圆从φ16.0mm到φ40.0 mm,长条直棒的直径从φ30.0mm到φ130.0 mm。生产的线材盘卷外径为φ1250mm,内径为φ850 -φ 900mm。较大直径棒材盘卷外径为φ1250mm,内径为φ850mm。长条直棒打包的长度为6-12米。
轧制的不锈钢原料为220mm、180mm或150mm方坯,长度6米到7米,重量1200kg到1800kg。镍基合金原料为120mm圆坯,长度7米,重量612kg。
该轧机设计的最大轧制速度为80m/s,小时产能可达62吨,新工厂的年产量预计约为25万吨。
轧机设备
永兴的新轧机具有大量的新设备,包括一个可逆BD轧机和三辊定径机组,粗轧机和中轧机组构成连续式布置形式。
长条直棒生产线还包括一个冷床,成品上床制动装置,棒材热锯和棒材计数器,自动棒材打包机,按照要求打包成型和捆扎,为成品棒材的储存和装运做好准备。
线材生产线设备还包括680mm飞剪、10机架摩根V-型无扭轧机、4机架摩根减径/定径机组、摩根水冷箱、摩根智能夹送辊和摩根高速吐丝机。为大直径棒材盘卷进行控制冷却,新的集卷筒连续位置可调,集卷筒前安装了4段摩根斯太尔摩散卷冷却线。
在大直径棒材盘卷生产线上配置了吐丝管和盘卷淬火箱,用于盘卷产品进行在线热处理。线材盘圆和棒材盘卷使用同一系统竖立输送和打包。
轧机总体工艺布局如图1所示。
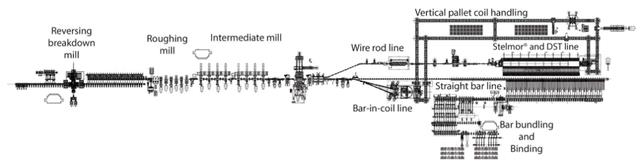
图1 线棒材组合轧机工艺布置(从左至右:可逆BD机,粗轧机,中轧机,线材生产线,棒材盘条生产线;由上至下:垂直盘卷处理线,斯太尔摩和DST线,直条棒材线,棒材打包机)
棒材生产线—轧机:
初轧BD机采用红圈无牌坊轧机设计,可逆换槽轧制,见图2所示。根据孔型设计要求,采用横移轧机的方式对准孔型,以保持轧制中心线不变。轧制过程中,需要翻身旋转的轧件由推床进行作业。轧辊辊身长度1800mm,最大的孔型中心距为940mm,这种滑动横移BD机的设计减少了前后辊道宽度和土建基础工程量。

图2 具有翻钢机构的滑动横移可逆BD轧机
粗轧机、中轧机和预精轧机都是第五代红圈轧机结构,具有三种尺寸,最大轧辊中心距从450mm到750mm。第五代红圈轧机部件使用寿命长,采用渗氮处理提高表面硬度。
棒材冷床:
对于永兴的棒材生产线,采用飞剪分段成品棒材至冷却床,考虑产品尺寸大纲和轧速范围,棒材直径小于φ60mm采用1400 mm双速比飞剪和碎断长度为600 mm事故碎断剪。对于大于φ60mm的棒材冷床长度足够,不需要分段剪切,单根上床。冷床上分段长度是按照协议确定成品要求的倍尺计算剪切上床,轧件分段长度优化软件调整第一根上床长度,优化的结果是最大限度地减少成品损失,提高成材率。最后一根棒材的尾端可以采用飞剪切断,如果长度大于3 m,则在后续的圆盘摩擦锯上作为短尺棒材回收处理。
分段后的成品棒材立即进入到成品辊道上,成品辊道辊子单独传动,辊子开始水平布置,然后逐渐倾斜达到进入冷床要求的斜度。成品辊道设计成的速度高于轧件的轧速,将分段后的成品棒材加速,在拨入冷床前将两根棒材头尾拉开一段距离,给拨杆进入冷床创造所需要的时间间隔。
成品上床辊道也是单独电机传动,其辊面倾斜角度与刹车制动升降挡板斜度相同,如图3所示,升降滑块升起来将成品棒材托离辊面,在摩擦的作用下制动刹车,然后将其放到冷床第一个槽口内。在升降滑块下降的时候,液压缸起到缓冲作用,下降过程控制平稳,减轻对设备的冲击。冷床的成品斜辊道前部装备了下降挡墙,防止上一根钢在升降滑块作用下滚入冷床之前不产生干扰,使用的下降挡墙的数量取决于棒材的尺寸。成品斜辊道升降滑块使用耐磨特殊材料,防止升降滑块升起后的磨损和保护棒材不被擦伤。
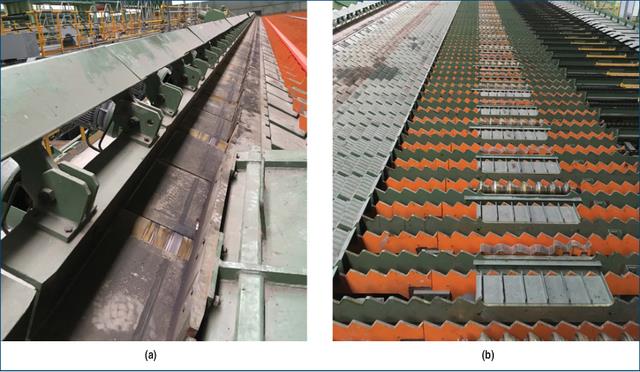
图3 (a)成品斜辊道升降滑块和(b)步进冷床和对其辊道
在永兴特钢的常规操作中,成品棒材从升降滑块上滚落到冷床的搓衣板摔直。步进冷床由两台电机变速传动,动齿条自动将棒材从一个齿步进横移到下一个齿,可以通过改变动齿条运动速度来控制棒材离开冷床的温度。在冷锯切割前,对齐辊道将棒材尾端靠齐,这样减少来减少端部切头量,提高成材率。
在正常的操作过程中,棒材在移动的步进齿条上冷却,对齐辊道将棒材尾部对齐后,步进齿将棒材一根一根地放在步进电机驱动的链式移钢机上,然后按照要求的棒材数量输送到链式移钢机末端,由步进提升托盘机构将成束的棒材放到冷床辊道上,开启辊道送到冷锯区间进行分段定尺剪切。
快速移动冷床提高棒材下床温度,在这种情况下,加快冷床横移速度,链条移钢机后的步进升降托盘机构立刻动作,迅速将成束棒材放置到冷床辊道上,尽快进行定尺剪切,马上将棒材置入到缓冷坑内。
直条棒材生产线—锯切系统:
永兴特钢对精整后的棒材进行处理和运输,要求高质量的切割分段,以防止棒材表面裂纹的产生或出现不良的硬化现象。
安装在永特钢厂的EVO圆盘摩擦锯,见图4所示,可在同一台机器上切割多种不同尺寸形状的棒材,适应所有的钢种,提高了操作的灵活性。这种高速、全自动的生产过程使工厂具备了全面的生产能力。冷热材料都可以加工处理,所有的切割参数都是系统控制的,包括切割试样和移送,补偿圆盘摩擦片磨损造成的行程不足。

图4 EVO圆盘摩擦锯
棒材生产线——棒材计数:
永兴特钢的棒材打包区域前具有专利的计数系统,在棒材堆垛机时提供准确的根数记录。该自动系统由在传送机构上一组棒材的末端照明设备、一个摄像机加图像分析仪和辅助机构组成,当棒材通过相机位置时,棒材端部的图像被数字化摄像机捕获,使用专有算法进行处理,以提供送往堆垛这层棒材的数量。该系统提供了一种准确可靠的方法,为每捆棒材提供计数。
棒材线-棒材捆扎打包:
永兴特钢棒材定尺剪切后有一个链式移送台架,它由三个独立驱动的链条段组成,第一个链条移送段起到缓冲作用,保证下一个链条段不产生堆积现象。第二个链条段根据预先设定的成束棒材数量进行输送,为准确进入到棒材成捆收集槽内做好准备;第三链条段将成束棒材送到成捆收集槽内。形成大包形状的棒材收集槽工作时逐渐降低高度,以最大限度地减少从成束棒材到收集槽跌落距离,输送槽内布置有垂直辊和水平辊,支撑成捆棒材不让其松散进入到打捆机中。
有两台打捆机,较为松散的一捆棒材前进通过捆扎机,停止在预先设定的位置上,这个位置由合同规定的棒材长度和捆扎数量所决定的。在打包捆扎捆之前,打包机工作臂将成捆棒材压实,形成紧密的棒材捆,然后送入打包丝自动捆扎打包,捆扎结束后工作臂还原,成捆棒材前进到下一个打包捆扎位置,其工位布置如图5所示。

图5 打包捆扎站和打捆机
线棒材生产线—飞剪:
在永兴钢厂线棒材轧机精轧机组前面安装了680mm连续旋转飞剪,前面有夹送辊装置。这种飞剪用于切头和切尾,剪切下来的端部跌落到轧机平台下面的废钢桶内。当线材精轧机组或成品辊道冷床系统出现故障,生产中断的情况下,飞剪进入碎断模式,将来料碎断引导跌落到下面的废钢槽内,阻止轧件继续抵达故障区域,防止事故扩大化。
线棒材线— V型无扭轧机:
摩根V型布置无扭轧机的模块化和多功能设计特点,使机组可以4架、架、8架或10架配置,单道次面积缩减率为10- 25%,轧制钢种范围广泛。
根据加工要求和产品尺寸范围,V-型无扭轧机(见图6)可配置φ250mm、φ230mm或φ160mm悬臂辊箱。由于独特的设计的齿轮和锥齿轮箱,辊箱是可互换的,允许改变轧机的布置来提高轧机的产品尺寸范围(线棒材直径从φ4.5mm到φ26mm),或根据世界市场的需求来增强工序处理能力。在该厂应用中,采用10机架V型无扭精轧机组,辊环直径为φ230mm,辊箱为超重型(UHD)结构,其布置根据特定的尺寸精度范围进行最佳配置,降低了轧辊成本,改善了产品精度控制。

图6 摩根V型无扭精轧机组
线棒材生产线—减径/定径机:
高速棒线材轧机最重要的进步之一是20世纪90年代早期专利的摩根减径/定径轧机(RSM)的问世和发展,这个机组放在精轧机组后面来进一步提高轧制精度。现在已经有70个RSM机组安装在世界各地,它们中的大部作为新钢厂的配置和钢厂现代化改造的重要部分。
在永兴特钢,采用两种轧制方法,由于16%的平均延伸系数的无扭精轧机组,限制了特殊不锈钢和镍合金产品的整体压下延伸率。随着三辊定径机的安装配置,从粗轧机的第一个机架到精轧机组的最后一个机架,每个机架都采用单独孔型布置方案,每一道次都可轧制出下一道次需要的轧件截面和成品尺寸,这个方案不仅简化了轧机布置,而且由于减少了轧件的切头切尾而提高了成材率。此外这种工艺还大大减少了轧辊和导卫的更换,因此而减少这些备件的库存。该轧机的设计提供了离线轧辊箱单元,可以在5分钟内快速更换轧制规格,因此,即使轧制速度率或精轧机速度没有明显地提高,轧机仍然能够通过减少更换轧辊的停机时间来提高运行效率,从而提高生产率。
RSM的使用提高了产品尺寸精度,减少了公差和椭圆度,通常直径的精度达到±0.1 mm以内,椭圆度在0.12 mm以内。对于特殊钢产品,要求轧制与成品具有很高精度尺寸公差,这样的产品轧制后工序可以减少切削量,从而节约大量的成本。
此外,许多轧机的椭圆-圆-圆孔型系统的经验表明,总体孔型寿命是常规轧制的两倍,从而减少了更换孔型的停机时间。通过这种孔型系统生产的产品也有利于钢丝拉拔和进一步轧制处理,因为它最大限度地减少了轧件外形周向表面尺寸的变化。
线棒材线—水冷箱:
在线棒材轧机生产中一个常见的问题就是轧制线上对轧件进行温度控制,在许多情况下,轧线缺乏冷却能力,难以控制产品的冶金机械性能,也不能有效地抑制表面氧化铁皮。因此,特别是对于像永兴特钢生产的特殊等级的钢铁产品,考虑质量要求,使得许多工厂安装最新技术的水冷箱系统,这些系统能提供高效的冷却,而且组件易于维护。普瑞特技术分体式水冷喷嘴设计方便操作人员能够快速、轻松地打开喷嘴进行检查或清洗。
线棒材线—夹送辊和吐丝机:
通常限制棒轧机正常生产大规格盘圆的因素是夹送辊和吐丝机,如果斯太尔摩冷却线上的每圈环形不一致,这样就要求吐丝机的吐丝管频繁更换,高速轧制小规格盘圆的能力就没有发挥出来。吐丝环状造成冷却问题导致机械性能的不均匀性,并且需要在在吐丝机处和集卷筒区域使用额外的人员来处理每个盘卷中的问题环圈。摩根高速吐丝机就是为了在这样的速度下工作而开发的,并在高速运行中获得了良好的声誉。近年来,为了提高产量、减少人力、提高产量和保证产品质量,许多钢厂都对其吐丝机和夹送辊系统进行了升级改造。
最近在高速吐丝机的发展了新的升模式,永兴特钢就使用这个新的吐丝机系统,吐丝机和吐丝机管的支撑设计使其在高速、极低的振动水平下具有更好的性能。此外,在吐丝管技术上的重大进步,即获得专利的SR系列®吐丝管,可以在高速条件下轧制更多的小直径盘圆,从而大大减少了更换吐丝管的停机时间。
吐丝机和夹送辊系统的成功使用也依赖于机电一体化集成,这是设备升级改造必不可少的。该系统提供了一致的各设备之间速度之间关系,形成的每一个线圈环都在同一的位置上,精确控制线环直径和大直径产品摆动量。摩根智能夹送辊包含夹紧力和位置的伺服控制,夹紧力和速度的快速闭环控制,以及快速、可重复的夹送响应。

图7 摩根减径/定径机组
线棒材线—斯太尔摩散卷冷却线:
斯太尔摩控制冷却系统包含广泛的钢种规格处理软件,包括快冷和缓冷或快冷与缓冷混合,在一套装置中可以广泛地生产普通碳、合金和不锈钢钢种。系统的灵活性,耦合可控温度轧制,使更多的钢种可以直接使用这个条件生产,从而消除下道工序的工作量,提高下游工序加工效率,比如如再结晶和固溶处理。

图8 摩根高速吐丝机和夹送辊
对于需要缓冷的钢种,斯太尔摩冷却线配有隔热罩,可以关闭隔热罩以减缓线材冷却速度。斯太尔摩线输送辊道设计实心辊,这是为让线材环圈在缓慢冷却过程中散热,从而防止辊子的扭曲变形和减少维护工作量。对于永兴特钢来说,这种操作模式可以用于将要进行离线热处理的马氏体不锈钢生产。
斯太尔摩冷却线有一个弯曲段,延迟型冷却线进行直接固溶处理(DST),见图9,直接将线材环圈在这种缓冷型斯太尔摩冷却线进行固溶处理,相当于炉内退火/缓冷,对不锈钢产品进行等温相变。

图9 摩根斯太尔摩缓冷线和直接固溶处理(DST)线
线棒盘条生产线—集卷筒:
盘圆集卷筒是线材轧机精整处理的关键部件,将斯太尔摩冷却线和DST线上的线环收集到一个理想的盘圆状态中,同时最大限度地减少作业时间,以满足生产需求。准确控制线材下降量和中间鼻锥支撑,确保线材环圈平滑和连续下降收集。集卷筒是环圈下降分配系统,有一个特别设计的旋转叶片来引导线材环圈,在环圈下落时,形成有序整齐的盘圆结构。

图10 线材盘圆集卷筒
在永兴特钢,新的专利集卷筒取代了传统的手指托盘固定位置集卷筒。在新的设计,使用双层托板来支撑下落的线圈,每一个托板是单独传动的。两个线圈托板保持不变的距离,在线圈进入集卷筒成型期间,从辊道跌落到集卷筒内的线圈距离相等,这样消除了传统系统抽动手指和线圈托板之间拉扯切割处理作业。
棒材吐丝成圈桶—吐丝成圈:
大直径高速成圈吐丝口位于精轧机附近,轧制时候控制两根钢坯之间的间隙距离,给出吐丝口转盘有足够的时间将成圈盘圆从辊轴转移到步进梁冷却输送机上。成品棒材进入吐丝口前使用了三组辊子引导向下,防止棒材表面擦伤,吐丝口引导棒材进入连续旋转成圈器中,这些辊子采用水冷,润滑采用油气润滑方式,保证了辊子长期使用寿命和减少了维护工作量。
两个夹送辊位于浇注卷附近,以便控制棒材的尾部以一定的速度进入吐丝口。所有夹送辊都是可以横向移动,允许快速更换孔型的需求,以适应整个的棒材尺寸范围,这套机构包括了液压轧辊的安装。旋转桶内圈装有耐磨钢带,以防止在成卷的过程中出现机械划伤。卷筒内的提升卷板组件将棒材钢卷从筒中取出,传输送结构将盘卷从两个吐丝成型桶中的任意一个输送到水淬箱内(见图11)或者直接送到垂直托盘运输系统上(见图12)。
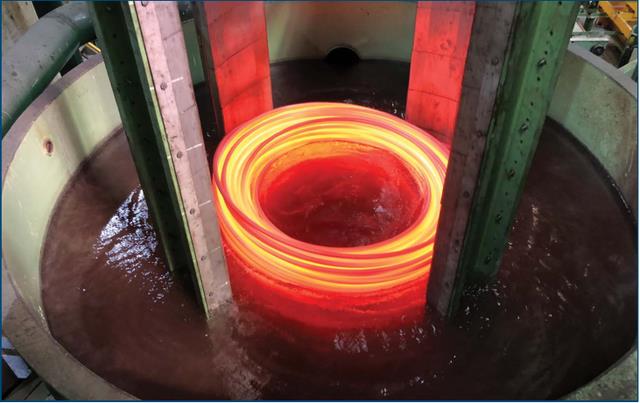
图11 吐丝后的棒材盘卷和水淬箱

图12 盘圆垂直托盘处理系统
线材和棒材盘卷—盘圆处理和压实打包:
一种常见的垂直托盘处理系统用于将线材盘圆从斯太尔摩冷却线或DST直接固溶处理线以及大直径棒材吐丝成圈的钢卷运输到缓冷坑或卸载站,以便内部运输处理到到离线退火和酸洗设施上。垂直托盘系统的设计具有相当的灵活性,以确保最短的运输时间,使盘管能够尽可能快地送到缓冷坑,同时也提供足够的冷却距离,以确保在修整和压紧打包之前降低盘圆的温度。
结果
生产经验
湖州永兴特钢新建的组合式线棒材轧机已安装投产。
线材和棒材加工厂正在加大生产力度,重点生产商用奥氏体不锈钢,如201Cu, 204Cu, 303Cu, 304DC, 304H,304HC(1, 2和3),304L, 304S, 316和316L钢种。较硬的不锈钢,如ER2209, ER 309LSI和镍合金将在未来几个月开始他们的初步调试。
到目前为止,所有直径小于40mm的棒材线材都已经进行了生产,精轧机最大轧制速度为80米/秒,小时产量达到62吨,达到了合同规定的轧机产量和精轧机轧制速度。
所有棒线材成品都达到了非常好的产品公差,所有棒材产品都达到了保证公差±0.1 mm的精度,椭圆度≤0.12 mm。对于许多生产的规格棒线材,产品的外形精度指标低于这些要求(见图13)。唯一需要等待轧制的线材规格为4.5 mm盘圆。
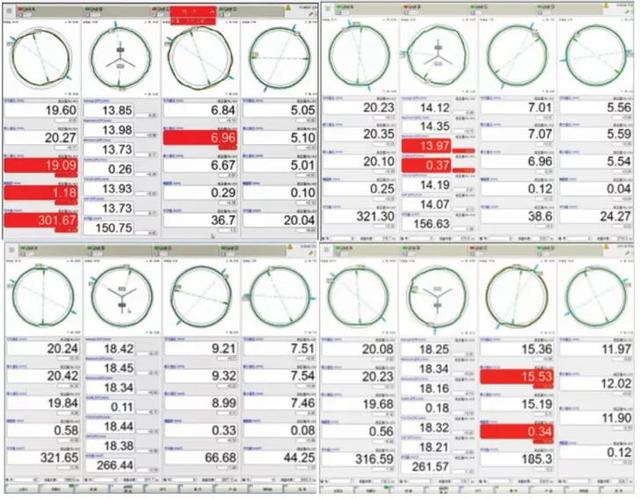
图13 成品公差
轧机的性能的一个主要焦点是与表面缺陷有关。为了减少缺陷的深度,特别是在线棒盘圆上做了许多改进,直径小于φ8mm的线材盘圆表面缺陷深度为0.04 mm,直径大于φ8.0 mm线棒盘圆表面缺陷深度在0.04到0.08 mm之间。大直径棒材盘卷产品表面缺陷深度一般为0.08-1.00 mm;然而,目前正在进行进一步的工作,以将这些缺陷深度降低到始终低于0.08mm的水平上来。
从冶金性能的角度来看,该轧机已经能够满足或超过迄今为止轧制的钢种和尺寸的性能参数要求。表1和表2显示了棒材和盘卷产品在线热处理工艺路线与传统离线热处理工艺路线的比较。
表1 棒材产品热处理工艺比较
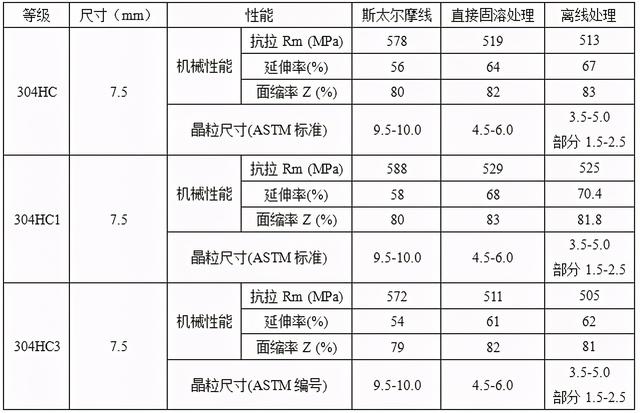
表2 棒材盘卷产品热处理工艺比较

客户反应
改进的尺寸公差和表面质量,减少了酸洗后的剥削量,为下道工序提高了钢材的收得率。
生产尺寸≤5.5mm的线材盘条,降低了下游生产细线的拉丝成本。
经产品测试,在线热处理工艺路线比离线热处理工艺路线的材料质量在晶粒尺寸上更加均匀。满足了弹簧钢丝和阀门钢种较高的材料性能要求。此外,在线热处理成本不到传统离线热处理成本的50%。
结论
该轧机已经成功地展示了生产高质量不锈钢产品的能力,具有优良精密的尺寸公差,表面质量和机械性能良好。操作高度灵活性,使轧机支持短交货周期,同时保持高运行效率,减少停机时间,由于减少轧制生产各种钢种和快速更换轧辊和规格的能力。通过在线热处理提高了生产率,降低了转换成本,永兴特钢在中国市场上占据了独特地位。
永兴特钢将继续专注于轧制性能更高的不锈钢等级,新的轧机将使永兴特钢能够更好地服务,并扩大其在中国的现有客户群以及向欧洲和美国的出口市场。
更多精彩内容,尽在【云轧钢】公众号
相关参考
不锈钢棒材是不锈钢型材最大的一个品种,其中又以圆棒最多。产品用途中,七成用于管坯,两成用于锻造,一成用于机加工。不锈钢棒材的生产企业有很多,差不多所有的特钢企业都可以生产不锈钢棒材。以下企业为其中较为...
日本SUS440A板材(SUS440C研磨棒材 不锈钢光亮棒)
SUS440C不锈钢不锈钢:SUS440C●特性及适用范围:制作轴承套圈及滚动体用的高碳铬不锈钢。●化学成份:碳C:0.95~1.10硅Si:≤0.80锰Mn:≤0.80硫S:≤0.030磷P:≤0.035铬Cr:16.00~18.00镍Ni:允许含有≤0.60钼Mo:0.40~0.70●力学性能:...
...环保铁1215MS、1215(SUM23)不锈铁SUS416、SUS420J2、SUS420F、SUS430F不锈钢SUS303、SUS303CU、SUS303F、SUS304、304HC、304F、SUS316、SUS316L、SUS316F中碳钢1045(S45C)中碳快削钢1144
...环保铁1215MS、1215(SUM23)不锈铁SUS416、SUS420J2、SUS420F、SUS430F不锈钢SUS303、SUS303CU、SUS303F、SUS304、304HC、304F、SUS316、SUS316L、SUS316F中碳钢1045(S45C)中碳快削钢1144
做强高端特钢炼就“隐形冠军”——河钢石钢特钢棒材何以从“按吨销”到“论块卖”不久前,长期专注于做精品特钢棒材的河钢石钢迎来发展新机遇——德国一家著名车企,对该公司高端曲轴用钢进行了二方资格审核,这意味...
液压钢线车(方大九钢优特钢线定尺剪技改项目主体设备安装落地)
...优特钢线精整区域,这标志着该线定尺剪技改项目的主体设备安装全部完成。这一改造项目不仅能够实现快速定尺,提高生产效率,而且提升了非标准定尺钢材的生产能力。据悉,随着市场需求的变化,原来优特钢线定尺剪成为...
液压钢线车(方大九钢优特钢线定尺剪技改项目主体设备安装落地)
...优特钢线精整区域,这标志着该线定尺剪技改项目的主体设备安装全部完成。这一改造项目不仅能够实现快速定尺,提高生产效率,而且提升了非标准定尺钢材的生产能力。据悉,随着市场需求的变化,原来优特钢线定尺剪成为...
...4万吨。芜湖新兴铸管10月底1280*1m³进行大修,预计11月优特钢棒材暂不安排生产(正常优特钢产量4-5万吨/月),10月份优特钢生产暂不受影响。芜湖新兴铸管计划于10月中下旬开始对一座1280m³高炉检修,预计检修25天,整体影响...
新轧机将生产应用于严苛用途的高端特殊钢棒材、线材和扁钢沙钢集团旗下的抚顺特殊钢股份有限公司(下文简称“抚顺特钢”)——中国特殊钢和高温合金的先驱,授予达涅利一套高端特殊钢长材轧机的供货合同。这套轧机的设...
河北永洋特钢集团主轧线设备安装现场图长城网邯郸讯(记者霍文龙通讯员赵明王江民)加热炉、开坯机、液压配管、连轧机冷床、气配套设施等正在有序安装建设;辅助线装备(水、电、气)等可实现高压受电,水管道试水…...