梯形滚丝机(螺纹的种类及加工方法)
Posted
篇首语:愁人苦夜长,志士惜日短。本文由小常识网(cha138.com)小编为大家整理,主要介绍了梯形滚丝机(螺纹的种类及加工方法)相关的知识,希望对你有一定的参考价值。
梯形滚丝机(螺纹的种类及加工方法)
在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。凸起是指螺纹两侧面的实体部分。又称牙。
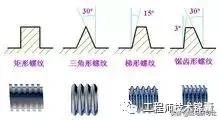
在机械加工中,螺纹是在一根圆柱形的轴上(或内孔表面)用刀具或砂轮切成的,此时工件转一转,刀具沿着工件轴向移动一定的距离,刀具在工件上切出的痕迹就是螺纹。在外圆表面形成的螺纹称外螺纹。在内孔表面形成的螺纹称内螺纹。螺纹的基础是圆轴表面的螺旋线。通常若螺纹的断面为三角形,则叫三角螺纹;断面为梯形叫做梯形螺纹;断面为锯齿形叫做锯齿形螺纹;断面为方形叫做方牙螺纹;断面为圆弧形叫做圆弧形螺纹等等。
几何参数
圆柱螺纹主要几何参数
①外径(大径),与外螺纹牙顶或内螺纹牙底相重合的假想圆柱体直径。螺纹的公称直径即大径。

螺纹参数
②内径(小径),与外螺纹牙底或内螺纹牙顶相重合的假想圆柱体直径。
③中径,母线通过牙型上凸起和沟槽两者宽度相等的假想圆柱体直径。
④螺距,相邻牙在中径线上对应两点间的轴向距离。
⑤导程,同一螺旋线上相邻牙在中径线上对应两点间的轴向距离。
⑥牙型角,螺纹牙型上相邻两牙侧间的夹角。
⑦螺纹升角,中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面之间的夹角。
⑧工作高度,两相配合螺纹牙型上相互重合部分在垂直于螺纹轴线方向上的距离等。螺纹的公称直径除管螺纹以管子内径为公称直径外,其余都以外径为公称直径。螺纹已标准化,有米制(公制)和英制两种。国际标准采用米制,中国也采用米制。

螺纹的要素
除管螺纹以管子内径为公称直径外,其余螺纹都以外径为公称直径。 螺纹升角小于摩擦角的螺纹副,在轴向力作用下不松转,称为自锁,其传动效率较低。
圆柱螺纹中,三角形螺纹自锁性能好。它分粗牙和细牙两种,一般联接多用粗牙螺纹。细牙的螺距小,升角小,自锁性能更好,常用于细小零件薄壁管中,有振动或变载荷的联接,以及微调装置等。
锥螺纹的牙型为三角形,主要靠牙的变形来保证螺纹副的紧密性,多用于管件。
结构分类
螺纹
螺纹按其截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹和锯齿形螺纹等。其中三角形螺纹主要用于联接(见螺纹联接),矩形、梯形和锯齿形螺纹主要用于传动。螺纹分布在母体外表面的叫外螺纹,在母体内表面的叫内螺纹。在圆柱母体上形成的螺纹叫圆柱螺纹,在圆锥母体上形成的螺纹叫圆锥螺纹。螺纹按螺旋线方向分为左旋的和右旋的两种,一般用右旋螺纹。螺纹可分为单线的和多线的,联接用的多为单线;用于传动时要求进升快或效率高,采用双线或多线,但一般不超过4线。

螺纹旋向
三角形螺纹主要用于联接,矩形、梯形和锯齿形螺纹主要用于传动;按螺旋线方向分为左旋螺纹和右旋螺纹,一般用右旋螺纹;按螺旋线的数量分为单线螺纹、双线螺纹及多线螺纹;联接用的多为单线,传动用的采用双线或多线;按牙的大小分为粗牙螺纹和细牙螺纹等,按使用场合和功能不同,可分为紧固螺纹、管螺纹、传动螺纹、专用螺纹等。
圆柱螺纹中﹐三角形螺纹自锁性能好。它分粗牙和细牙两种﹐一般联接多用粗牙螺纹。细牙的螺距小,升角小,自锁性能更好,常用于细小零件薄壁管中,有振动或变载荷的联接以及微调装置等。管螺纹用于管件紧密联接。矩形螺纹效率高,但因不易磨制,且内外螺纹旋合定心较难,故常为梯形螺纹所代替。锯齿形螺纹牙的工作边接近矩形直边,多用于承受单向轴向力。
圆锥螺纹的牙型为三角形,主要靠牙的变形来保证螺纹副的紧密性,多用于管件。
按密封性是又分为密封螺纹和非密封螺纹。
加工
模具
直接用模具加工出螺纹的方法
滚压
用成形滚压模具使工件产生塑性变形以获得螺纹的加工方法。螺纹滚压一般在滚丝机。搓丝机或在附装自动开合螺纹滚压头的自动车床上进行,适用于大批量生产标准紧固件和其它螺纹联接件的外螺纹。滚压螺纹的外径一般不超过 25毫米,长度不大于100毫米,螺纹精度可达2级(GB197-63),所用坯件的直径大致与被加工螺纹的中径相等。滚压一般不能加工内螺纹,但对材质较软的工件可用无槽挤压丝锥冷挤内螺纹(最大直径可达30毫米左右),工作原理与攻丝类似。冷挤内螺纹时所需扭距约比攻丝大1倍,加工精度和表面质量比攻丝略高。
螺纹滚压的优点是﹕表面粗糙度小于车削﹑铣削和磨削;滚压后的螺纹表面因冷作硬化而能提高强度和硬度;材料利用率高;生产率比切削加工成倍增长,且易于实现自动化;滚压模具寿命很长。但滚压螺纹要求工件材料的硬度不超过HRC40;对毛坯尺寸精度要求较高;对滚压模具的精度和硬度要求也高,制造模具比较困难;不适于滚压牙形不对称的螺纹。
按滚压模具的不同,螺纹滚压可分搓丝和滚丝两类。
搓丝两块带螺纹牙形的搓丝板错开 1/2螺距相对布置,静板固定不动,动板作平行于静板的往复直线运动。当工件送入两板之间时,动板前进搓压工件,使其表面塑性变形而成螺纹。
滚丝有径向滚丝﹑切向滚丝和滚压头滚丝 3种。
径向滚丝﹕2个(或3个)带螺纹牙形的滚丝轮安装在互相平行的轴上,工件放在两轮之间的支承上,两轮同向等速旋转,其中一轮还作径向进给运动。工件在滚丝轮带动下旋转,表面受径向挤压形成螺纹。对某些精度要求不高的丝杠,也可采用类似的方法滚压成形。
切向滚丝﹕又称行星式滚丝,滚压工具由1个旋转的中央滚丝轮和3块固定的弧形丝板组成。滚丝时,工件可以连续送进,故生产率比搓丝和径向滚丝高。
滚丝头滚丝﹕在自动车床上进行,一般用于加工工件上的短螺纹。滚压头中有3~4个均布于工件外周的滚丝轮。滚丝时,工件旋转,滚压头轴向进给,将工件滚压出螺纹。
切削
指用成形刀具或磨具在工件上加工螺纹的方法。
螺纹铣削:在螺纹铣床上用盘形铣刀或梳形铣刀进行铣削。盘形铣刀主要用于铣削丝杆﹑蜗杆等工件上的

螺纹铣刀
梯形外螺纹。梳形铣刀用于铣削内﹑外普通螺纹和锥螺纹,由于是用多刃铣刀铣削﹑其工作部分的长度又大于
被加工螺纹的长度,故工件只需要旋转1.25~1.5转就可加工完成,生产率很高。螺纹铣削的螺距精度一般能达 8~9级,表面粗糙度为R 5~0.63微米。这种方法适用于成批生产一般精度的螺纹工件或磨削前的粗加工。
在科技发达技术先进的今天加工中心成为各生产企业不可代替的工具,所以螺纹加工越来越多都是用铣削加工,效率高 步骤简化 精度高 从而给企业带来更大的效益。为了适应这一需求 很多公司应需而生。为一些特殊需求的螺纹提供专业的方案。
螺纹磨削:主要用于在螺纹磨床上加工淬硬工件的精密螺纹,按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为R1.25~0.08微米,砂轮修整较方便。这种方法适于磨削精密丝杠﹑螺纹量规﹑蜗杆﹑小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度,砂轮纵向移动一次或数次行程即可把螺纹磨到最后尺寸。切入磨法的砂轮宽度大于被磨螺纹长度,砂轮径向切入工件表面,工件约转1.25转就可磨好,生产率较高,但精度稍低,砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。
螺纹研磨:用铸铁等较软材料制成螺母型或螺杆型的螺纹研具,对工件上已加工的螺纹存在螺距误差的部位进行正反向旋转研磨,以提高螺距精度。淬硬的内螺纹通常也用研磨的方法消除变形,提高精度。
攻丝和套丝:攻丝是用一定的扭距将丝锥旋入工件上预钻的底孔中加工出内螺纹。套丝是用板牙在棒料(或管料)工件上切出外螺纹。攻丝或套丝的加工精度取决于丝锥或板牙的精度。加工内﹑外螺纹的方法虽然很多,但小直径的内螺纹只能依靠丝锥加工。攻丝和套丝可用手工操作,也可用车床﹑钻床﹑攻丝机和套丝机。
车削
车削螺纹注意事项:考虑螺纹加工牙型的膨胀量,外螺纹大径(公称直径d )一般应车得比基本尺寸小0.2~0.4mm(约0.13P),保证车好螺纹后牙顶处有0.125P的宽度(P是螺距),镗内螺纹的底孔时保证底孔直径为公称直径-P。。螺纹切削应注意在两端设置足够的升速进刀段δ1和降速退刀段δ2,以剔除两端因变速而出现的非标准螺距的螺纹段。同理,在螺纹切削过程中,进给速度修调功能和进给暂停功能无效;若此时按进给暂停键,刀具将在螺纹段加工完后才停止运动。螺纹加工的进刀量可以参考螺纹底径,即螺纹刀最终进刀位置。螺纹小径为:大径-1.2倍螺距;螺纹加工的进刀量应不断减少,具体进刀量根据刀具及工件材料进行选择,但最后一次不要小于0.1mm。螺纹加工完成后可以通过观察螺纹牙型判断螺纹质量及时采取措施。但应注意对外螺纹来说当螺纹牙顶未尖时,增加刀的切入量反而会使螺纹大径增大,增大量视材料塑性而定,当牙顶已被削尖时,增加刀的切入量则大径成比例减小,根据这一特点要正确对待螺纹的切入量,防止报废。对于一般标准螺纹,都采用螺纹环规或塞规来测量。在测量外螺纹时,如果螺纹“过端”环规(通规)正好旋进,而“止端”环规(止规)旋不进,则说明所加工的螺纹符合要求,反之就不合格。测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。除螺纹环规或塞规测量外还可以利用其它量具进行测量,用螺纹千分尺测量螺纹中径等等。
螺纹底孔D钻=D-P
D螺纹大径P螺距
确定目的:攻螺纹时不会因挤压作用,使螺纹牙顶与牙底之间不咬死(用丝锥攻的时候也有这个现象)保证有效的工作高度等!
底孔深度H钻=h有效+0.7D
h有效螺纹有效深度 D螺纹大径
确定目的:主要是在不通孔时用丝锥攻螺纹时丝锥切削部分有锥角,端部不能切出完整的牙型,所以钻孔深度要大于螺纹的有效深度。
M8有粗牙,细牙之分
1.粗牙M8的,螺距P=1.25,粗牙记法:M8(省略螺距);
2.细牙M8的,螺距P=1,细牙记法:M8x1。
螺纹密封:
任何平面都不可能完全紧密接触,需防漏密封,传统方法是用橡胶、石棉、金属等垫片,但因老化或腐蚀很快就会泄漏。而以厌氧胶来代替固体垫片,固化后可实现紧密接触,使密封性更耐久。麦特雷超级润滑剂是一种有多种用途的特殊惰性材料,用于螺纹管接头和螺纹插塞的密封、法兰盘配合面的密封、机械箱体结合面的密封等,都有良好的防漏效果。
超级润滑剂主要用于降低金属间接触。作为一种螺纹密封复合物,该产品在外螺纹和内螺纹间形成一个接触面,可以保护接头免受摩擦和磨损影响,同时可以承受1407公斤/厘米2的压力,甚至是磨损,腐蚀或错误机加工的螺纹面。该产品也是一种极好的齿轮箱添加剂,可以在内部件上形成以一层薄膜。从而降低摩擦,齿轮噪音以及泄露。它也明显降低力矩应力,满足动力减压需求。它可以用于垫圈面或作为一种填料补充,通过密封以防止流体泄露。可以在316°C的温度下应用。该产品可以在不锈钢,铝,铁,钡,玻璃纤维,塑料施工,不会被酸,碱或普通溶剂影响。
螺纹密封应用指导:将应用麦特雷Blu‐Goo超级密封润滑剂涂抹在内螺纹和外螺纹上,用刷子或其他应用工具涂抹均匀。
相关参考
...磨削、螺纹研磨等。一、螺纹种类按牙型可分为三角形、梯形、矩形、锯齿形和圆弧螺纹;按螺纹旋向可分为左旋和右旋;按螺旋线条数可分为单线和多线;按螺纹母体形状分为圆柱和圆锥等。二、螺纹的要素螺纹包括五个要素...
...磨削、螺纹研磨等。一、螺纹种类按牙型可分为三角形、梯形、矩形、锯齿形和圆弧螺纹;按螺纹旋向可分为左旋和右旋;按螺旋线条数可分为单线和多线;按螺纹母体形状分为圆柱和圆锥等。二、螺纹的要素螺纹包括五个要素...
...磨削、螺纹研磨等。一、螺纹种类按牙型可分为三角形、梯形、矩形、锯齿形和圆弧螺纹;按螺纹旋向可分为左旋和右旋;按螺旋线条数可分为单线和多线;按螺纹母体形状分为圆柱和圆锥等。二、螺纹的要素螺纹包括五个要素...
日本进口OSG丝攻(螺纹知识分享,螺纹基础知识及常见螺纹加工及检测方法经验汇总)
...及刀具设备:1.攻牙机2.车床3.加工中心(CNC)4.搓牙机5.滚丝机.刀具:丝攻(丝锥、标准的、加大的、牙套丝锥),滚丝轮、搓牙板、铣牙刀(单齿、三齿、全牙),车牙刀(ISO全牙刀粒、通用刀粒、手磨刀),板牙(固定式,...
数控车梯形螺纹g92(干数控机加工,必学的基础性知识,三角形螺纹加工尺寸计算的方法)
...削成螺纹的方法称为车螺纹,螺纹按牙型分有三角螺纹、梯形螺纹、方牙螺纹等,其中普通公制三
...见的问题和解决方案:一、攻丝机的使用方法(1)手攻螺纹的方法由于螺纹孔直径较小,丝锥强度较低,工件需要攻螺纹的一面置于水平或垂直,,必要时可用直角尺进行校正。如果开始攻螺纹不正可将丝锥旋出,用二
螺纹配件无处不在,而且种类和标准繁多,对于没有经验的人来说,螺纹的外观和性能几乎相同,无法准确辨识。掌握必要的螺纹结构和术语,便于高效地和制造伙伴沟通以获所需。螺纹种类都有哪些?如何正确选择螺纹?螺纹...
梯形螺纹的加工在数控车床上,可用G76螺纹切削循环指令,采用斜进法、交错切削等方法加工梯形螺纹,但有一定的技术难度。所以根据长期的实践经验,摸索出一套在一系列经验公式对编程数据精细计算的基础上,使用螺纹切...
1机床简介screwingandthreadingmachine螺纹原理的使用可追溯到公元前220年希腊阿基米德创造的螺旋提水东西。1500年左右,意大利达·芬奇制作的螺纹加工装置草图中,已有使用母丝杠和交换齿轮加工不同螺距螺纹的想象。1760年,英国F...
数控机床梯形螺纹程序(解析上次数控机床宏程序梯形螺纹加工程序)
上次宏程序加工梯形螺纹只是编程没有解析今天给大家解释一下每一步的意思,上次加工的是Tr58*12梯形螺纹用3毫米切刀,G99M08T0202G0X60Z3#1=58(螺纹大径)#2=45(螺纹小径)#3=0.2(吃刀量)#4=0.7(牙低槽宽)(4.4-3)/2=#4#5=6切削点N1#1=#1-#3(...