校平压筋机(钣金件模具知识,冲压模具动态图:冲、折、弯、压)
Posted
篇首语:地球是有限的,而知识是无限的。本文由小常识网(cha138.com)小编为大家整理,主要介绍了校平压筋机(钣金件模具知识,冲压模具动态图:冲、折、弯、压)相关的知识,希望对你有一定的参考价值。
校平压筋机(钣金件模具知识,冲压模具动态图:冲、折、弯、压)
五金模具知识以及五金模具动态加工图分享,便于深化理解冲压成型知识。
【一】什么是冲压模具
冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
【二】冲压模具工艺性质的分类
1,冲裁模 沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
2,弯曲模 使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。
3,拉深模 是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。
4,成形模 是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。
5,铆合模 是借用外力使参与的零件按照一定的顺序和方式连接或搭接在一起,进而形成一个整体
【三】冲压模具加工方法的分类
依产品加工方法的不同,可将模具分成冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。
1,冲剪模具:是以剪切作用完成工作的,常用的形式有剪断冲模、下料冲模、冲孔冲模、修边冲模、整缘冲模、拉孔冲模和冲切模具。
2,弯曲模具:是将平整的毛胚弯成一个角度的形状,视零件的形状、精度及生产量的多寡,乃有多种不同形式的模具,如普通弯曲冲模、凸轮弯曲冲模、卷边冲模、圆弧弯曲冲模、折弯冲缝冲模与扭曲冲模等。
3,抽制模具:抽制模具是将平面毛胚制成有底无缝容器。
4,成形模具:指用各种局部变形的方法来改变毛胚的形状,其形式有凸张成形冲模、卷缘成形冲模、颈缩成形冲模、孔凸缘成形冲模、圆缘成形冲模。
5,压缩模具:是利用强大的压力,使金属毛胚流动变形,成为所需的形状,其种类有挤制冲模、压花冲模、压印冲模、端压冲模。
【四】冲压模具术语基础知识
1、卷边
卷边是将工序件边缘卷成接近封闭圆形的一种冲压工序。卷边圆形的轴线呈直线形。
2、卷缘
卷缘是将空心件上口边缘卷成接近封闭圆形的一种冲压工序。
3、拉延
拉延是把平直毛料或工序件变为曲面形的一种冲压工序,曲面主要依靠位于凸模底部材料的延伸形成。
4、拉弯
拉弯是在拉力与弯矩共同作用下实现弯曲变形,使整个弯曲横断面全部受拉伸应力的一种冲压工序。
5、胀形
胀形是将空心件或管状件沿径向往外扩张的一种冲压工序。剖切 剖切是将成形工序件一分为几的一种冲压工序。
6、校平
校平是提高局部或整体平面型零件平直度的一种冲压工序。
7、起伏成形
是依靠材料的延伸使工序件形成局部凹陷或凸起的冲压工序。起伏成形中材料厚度的改变为非意图性的,即厚度的少量改变是变形过程中自然形成的,不是设计指定的要求。
8、弯曲
弯曲是利用压力使材料产生塑性变形,从而被弯成有一定曲率、一定角度的形状的一种冲压工序。
9、凿切
凿切是利用尖刃的凿切模进行的落料或冲孔工序。凿切并无下模,垫在材料下面的只是平板,被冲材料绝大多数是非金属。
10、深孔冲裁
深孔冲裁是孔径等于或小于被冲材料厚度时的冲孔工序。
11、落料
落料是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面形的。
12、缩口
缩口是将空心件或管状件敞口处加压使其缩小的一种冲压工序。
13、整形
整形是依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。
14、整修
整修是沿外形或内形轮廓切去少量材料,从而提高边缘光洁度和垂直度的一种冲压工序。整修工序一般也同时提高尺寸精度。
15、翻孔
翻孔是沿内孔周围将材料翻成侧立凸缘的一种冲压工序。
16、翻边
翻边是沿外形曲线周围将材料翻成侧立短边的一种冲压工序。
17、拉深
拉深是把平直毛料或工序件变为空心件,或者把空心件进一步改变形状和尺寸的一种冲压工序。拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
18、连续拉深
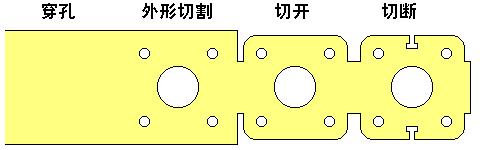
连续拉深是在条料(卷料)上,用同一副模具(连续拉深模)通过多次拉深逐步形成所需形状和尺寸的一种冲压方法。
19、变薄拉深
变薄拉深是把空心工序件进一步改变形状和尺寸,意图性地把侧壁减薄的一种拉深工序。
20、反拉深
反拉深是把空心工序件内壁外翻的一种拉深工序。
21、差温拉深
差温拉深是利用加热、冷却手段,使待变形部分材料的温度远高于已变形部分材料的温度,从而提高变形程度的一种拉深工序。
22、液压拉深
液压拉深是利用盛在刚性或柔性容器内的液体,代替凸模或凹模以形成空心件的一种拉深工序。
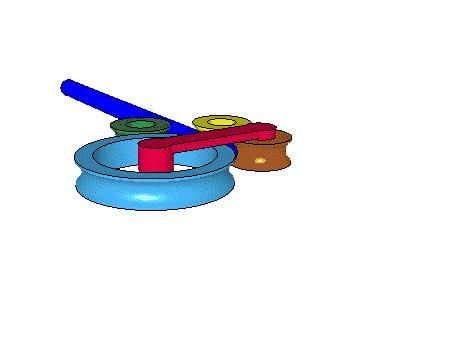
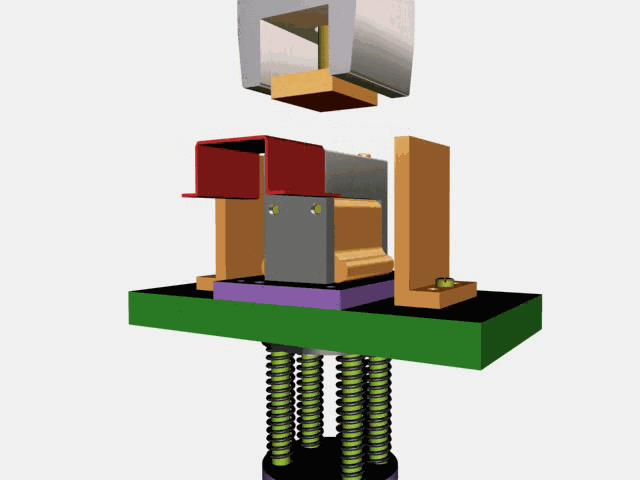
23、压筋
压筋是起伏成形的一种。当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。
以下是动态图:
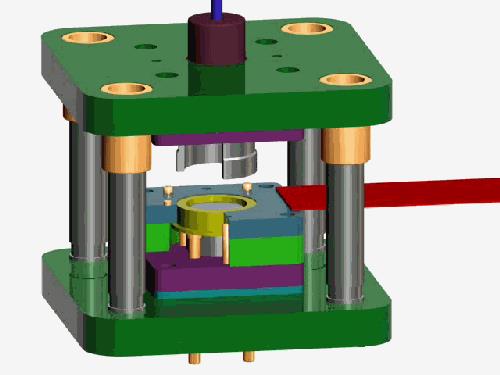
整体冲压过程
圆形冲孔
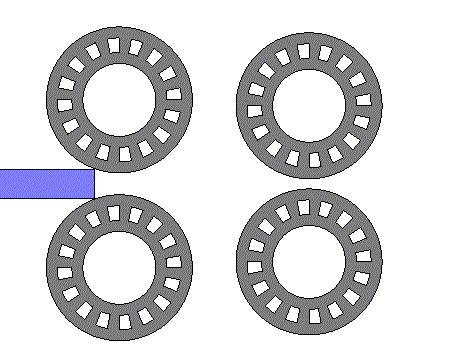
群孔冲压

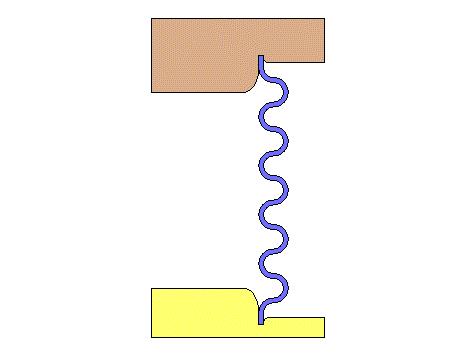
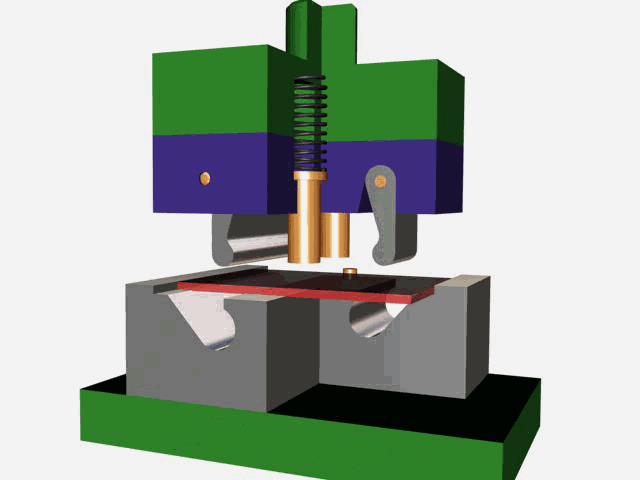
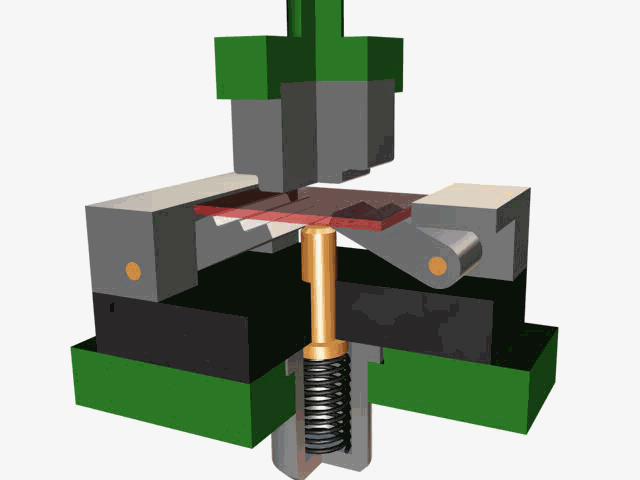
压弯变形
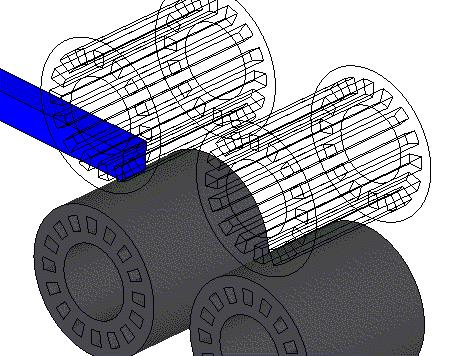
压延加工
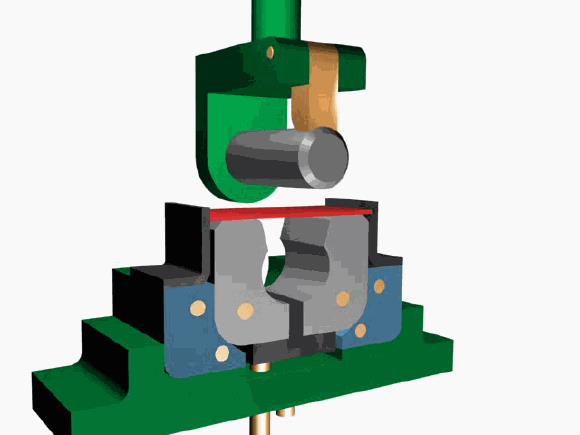
钢筋弯曲
简易拉伸成型
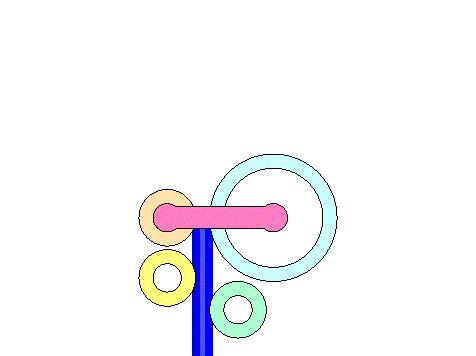
圆形工件弯曲
摆块式工件弯曲
双摆块式工件弯曲
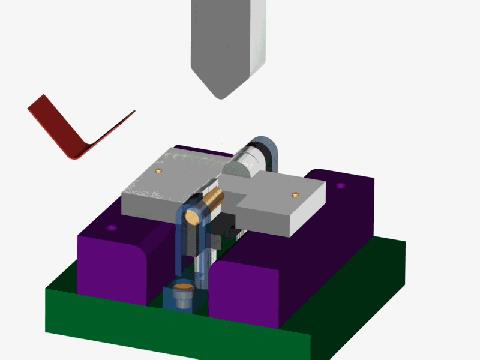
折板形工件弯曲
阶梯形工件弯曲
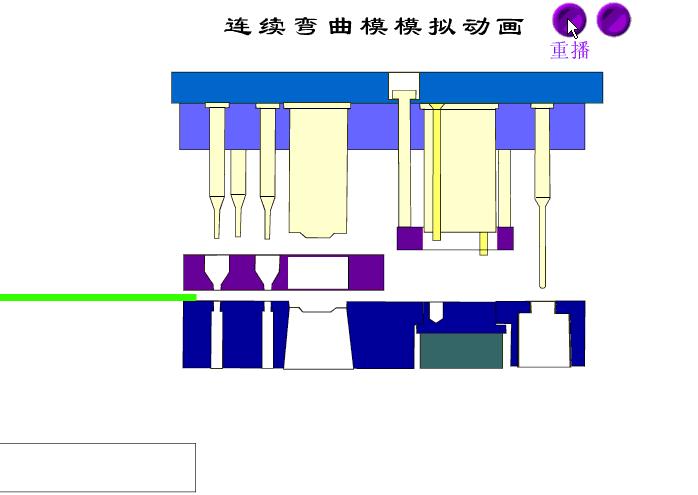
连续弯曲模动画
相关参考
钣金,有时也作扳金,这个词来源于英文platemetal,一般是将一些金属薄板通过手或模具冲压使其产生塑性变形,形成所希望的形状和尺寸,并可进一步通过焊接或少量的机械加工形成更复杂的零件,钣金至今为止尚未有一个比较完整的...
折弯是一种对平面板件进行折叠、弯曲的工艺,它在整个加工链中紧随切割工序之后。工件放在带有V型开口的凹模上。楔形刀具(上刀)将工件压入V型开口中,并以这种方式将板材折弯到需要的角度。大多数折弯件采用悬空折弯...
钣金加工是针对金属薄板(6mm以下)的一种综合冷加工工艺,包括剪、冲、切、折、焊、铆等,其显著特征就是同一零件厚度一致。下面小编简单介绍一下钣金设备结构设计的相关内容。 一、钣金设备结构设计工艺分析 ...
钣金加工是针对金属薄板(6mm以下)的一种综合冷加工工艺,包括剪、冲、切、折、焊、铆等,其显著特征就是同一零件厚度一致。下面小编简单介绍一下钣金设备结构设计的相关内容。 一、钣金设备结构设计工艺分析 ...
折弯机中间角度不够怎么办(五金模具丨折弯尺寸的不稳定原因?维修对策)
...内偏如下图所示:出现角度内偏我们需要检查折弯入块的压筋是否过高,这种情况基本上在已经正常生产的模具中很难出现,在新模试作过程中会有这种情况,处理方法如下:1.降低折弯入子的压筋高度.2.减少折弯冲头与材料的接解面...
折弯模具是钣金加工成形的主要工艺装备,随着工程机械、汽车、船舶、航空航天、电器仪表和建筑装潢等行业的发展,国内外钣金加工企业对钣金制品的成形精度、形状复杂度要求越来越高,同时对钣金件的表面质量要求越来...
数控冲床cad排版(“那我走”,铝单板钣金生产过程中那些不可避免的小细节)
1.设计并绘出其钣金件的零件图,又叫三视图.其作用是用图纸方式将其钣金件的结构表达出来.2.绘制展开图.也就是将一结构复杂的零件展开成一个平板件.3.开料,开料的方式有很多种,主要有以下几种方式:1)剪床开料.是利用剪床...
选购模具上企易商城https://www.banjin1688.com/home1、模具选择要求:1.1模具选择应尽量选择一次可加工完成的模具,以保证加工质量。(如加工28×28mm切口,可用较小尺寸的方模多次加工,也可选用长方模具加工,但需换刀。可选用30×30...
钣金加工术语1-101、剪料:指材料经过剪板机得到矩形工件的工艺过程。本公司是用数控剪床进行净尺寸加工下料,此为要求不高的工件加工,工艺工程师要多用此工艺进行生产,加工成本低。2、数冲:是指用数控冲床进行冲孔...
提高冲裁件断面质量的方法(冲裁间隙与速度对冲裁件质量的影响分析)
冲裁实验1冲裁模具冲裁实验所用模具如图1所示。上模的行程为45mm,冲裁完成后上模底端与下模上表面的距离为0.3mm,如图2所示,这是为了避免刃口进入下模太多而造成上模磨损太多。本实验所用的材料为铜合金(见图3),其...