树脂怎么做(金属与塑胶的连接工艺:纳米注塑)
Posted
篇首语:人生如同故事。重要的并不在有多长,而是在有多好。本文由小常识网(cha138.com)小编为大家整理,主要介绍了树脂怎么做(金属与塑胶的连接工艺:纳米注塑)相关的知识,希望对你有一定的参考价值。
树脂怎么做(金属与塑胶的连接工艺:纳米注塑)
这几种注塑工艺单从字眼上就可以大概了解对应工艺的原理,但是,说实话,纳米注塑从字眼上来说其实不太好理解,对于不事先了解的人容易误以为就是用纳米树脂或把树脂纳米化后进行注塑成型为相应的塑胶制品的工艺。
当然,纳米注塑也是一种注塑工艺,但它并不是单纯用来注塑单一的塑胶制品,实际上纳米注塑是一种连接工艺,目前,应用最多的是金属与塑胶之间的连接工艺。
所以,纳米注塑,是指纳米成型技术(NMT,即Nano Molding Technology),是金属与塑料以纳米技术结合的工艺,即先将金属表面经过纳米化处理后,塑料直接射出成型在金属表面,让金属与塑料可以一体成型,最终结合成为一个制品。这里所指的“纳米”是指一种微孔化工艺,即通过特定的溶液对金属表面进行纳米级的微孔化处理,主要目的就是为了使金属表面与塑胶更好的结合,提高连接强度。
金属与塑胶的连接工艺其实有很多种,之前文章也介绍过,感兴趣可以点击查看:
五金件与塑胶件之间的连接方式。
手机天线带,ID设计师的噩梦?
纳米注塑,这个词更多地被提及是在金属一体化手机流行的那几年,同样也是因为在手机上的应用,纳米注塑这种工艺从不为人知,发展到今天愈加成熟的阶段。
2009年,HTC推出了第一款采用NMT技术制造的手机HD2,此后,NMT技术在电子产业中的应用范围不断拓宽。NMT技术可用于制造手机、数码相机、平板电脑、PC电脑等电子产品的零部件,随着这些电子产品轻薄化要求不断提高,NMT技术应用普及率不断提升,其中,手机外壳应用占比最大。
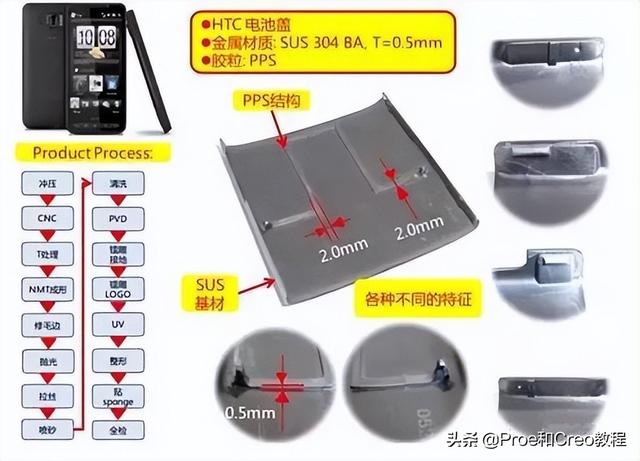
图:HTC HD2手机电池盖采用纳米注塑
后面金属一体化外壳手机的流行,纳米注塑工艺正式走上大舞台,几乎所以金属一体外壳的手机都会有几条塑胶天线带(有些通过喷漆遮盖),对于普通消费者来说,可谓每天看着、摸着,吐槽着。。。


记得当年雷布斯发布小米4时说过,以下是他的原话:
用金属边框最难的是做天线,而且还要做4G的天线,其实难度蛮高的。我们用了金属边的几段来做天线。因为要做天线,所以它不能是一个完整的不锈钢边框,它必须得切成几段。
那么切成几段最大的难度是什么呢?就是中间的塑料条怎么能够嵌进去像一个整体。这个是怎么做出来的呢?是用塑料和不锈钢浇鋳在一起,然后再用CNC铣掉多余的,这样看起来就像一个整体了。
反正听上去是挺简单的,反正他们(工程师)因为这件事折腾了好几个月,我就不理解,我说你们整天都折腾什么呢?他们说白色的塑料放在金属里面浇铸在一起,这个不难;难的是,不锈钢在之后的加工过程中,温度可能是100至200℃。这个温度把塑料烧坏了或者这个温度把塑料弄得发黄,不一致,整体感觉太差了。总之,他们折腾了14种材料才把它弄得严丝合缝,摸上去就像一个整体一样!
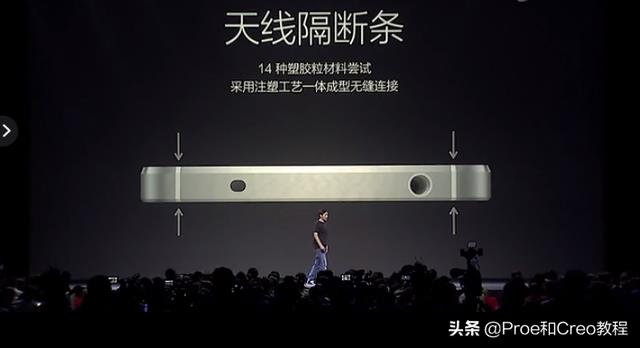
图:小米4发布会现场
从2019年以来,5G进入商用化阶段,由于金属手机外壳电磁波屏蔽性高,金属一体化外壳手机市场占比比例迅速下滑,而中低端市场又被塑料外壳所取代,高端市场被玻璃外壳所取代。在此情况下,NMT技术在电子产业中需求规模逐步缩小。
但是,即使现在的手机后壳大部分采用的是玻璃材质,其金属中框上还是分成几段,然后通过纳米注塑连接在一起。比如苹果今年发布的iPhone 13系列,由于天线靠近中框,金属中框也采用整体CNC切割开槽+纳米注塑工艺。

图:iPhone 13非Pro 系列的亮面玻璃后盖+哑光铝合金中框

图:iPhone 13Pro 系列的哑光玻璃后盖+高亮不锈钢中框
纳米注塑的发展历史
(历史上大部分发明/发现成果的过程总是惊人地相似)
纳米注塑技术是由日本大成普拉斯株式会社(Taisei Plas)研发问世,2004年实现商业化应用,这个过程也其实挺艰辛的。
故事从日本JSR公司说起,日本JSR公司开发出了一种覆层:该覆层可以使TPE和任何聚合物注射粘着。之后,日本JSR公司将这项技术转让给了日本大成,日本大成在此基础上又研发出了能将TPE和不锈钢粘合的覆层;接下来,日本大成希望能够开发出更加实用的技术,将应用更广的热塑性塑料和金属粘合起来。
早在20多年前,日本大成普拉斯株式会社就进行了塑料热熔合的技术开发,该技术需要在模具内交替成型,使第二次流进去的树脂热量将前面的树脂熔化成一体。开始是柔软的树脂和柔软的树脂间进行结合,后来将坚硬的塑料与柔软的塑料结合,并成功开发出了在 PC、ABS、丙烯酸树脂、PBT上面结合低硬度的弹性体的技术,现已广泛应用于开关类、防水密封圈等零部件的成型。
日本大成普拉斯株式会社以此技术为背景,提出了在不使用粘接剂的情况下将高强度的工程树脂与Mg、Al及作为其合金的轻金属合金类、不锈钢等铁合金类进行一体化的成型方法。先后尝试了“预聚底层涂敷”、“对涂敷树脂进行层压”以及在树脂中添加各种各样的成分并实施高温处理等方案,均未获得较好的结合强度,有的甚至发生金属与树脂剥离的现象。
在2000前后,日本大成公司就一直在研发纳米注塑,但是当时研发进行的并不顺利,PBT注塑在金属的表面上,粘结性能一直不好;他们都快放弃这个项目了,PBT试验料也没有剩下多少!在最后的几次试验中,试验员也没指望能够试验成功,实验操作过程也没之前严谨,最后发现,PBT竟然粘在金属上,而且非常的紧!这个突如其来的成功,让他们很吃惊,到底是哪个工艺流程的变化导致这个粘结效果好呢?过后,试验员想起来了:这次的金属表面没有清洗干净!正常的流程是这样的:金属表面首先是碱洗,然后是酸洗,然后T处理,然后水洗,如果没有洗干净,说明有处理液残留,而正是这点的处理液残留,导致金属跟塑料很好的粘结上了,至于具体是什么原因,我们后面会提到。
纳米注塑与嵌件注塑的区别
说到纳米注塑,不得提一下另一种与之相似却已成熟的工艺:嵌件注塑。
嵌件注塑:即嵌件注塑成型(insert molding)指在模具内装入预先准备的异材质嵌件后注入树脂,熔融的材料与嵌件接合固化,制成一体化产品的成型方法。
// 延伸工艺:二次注塑,如软胶包硬胶,具体细节大家可以先去查询资料了解,后续有时间会写一篇相关的。

图:各种包胶制品
如果把纳米注塑分成前处理、注塑成型、后处理三个阶段,注塑成型阶段实际上就是嵌件注塑,只不过传统上的嵌件注塑所用的嵌件一般较小,塑胶件是主体,嵌件只是在塑胶件上形成局部的结构特征。

图:金属嵌件注塑产品
由于纳米注塑所采用的塑料原料价格都比较贵,为了节省分流道该部分费用以及有更好的充填效果,大都会采用热流道方式。
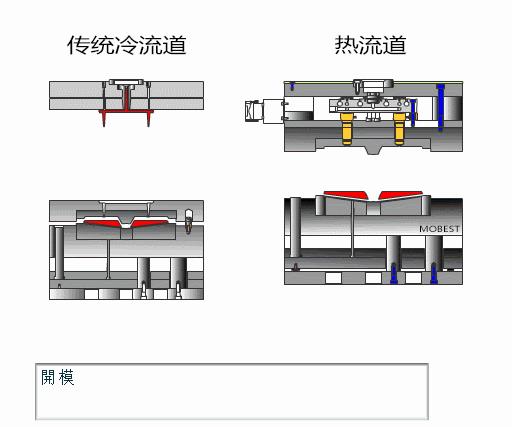
图:冷流道与热流道的区别
实际上,手机金属外壳/中框上天线带,采用嵌件注塑和纳米注塑都可以实现:
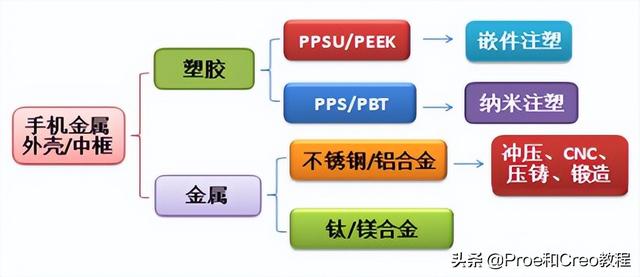
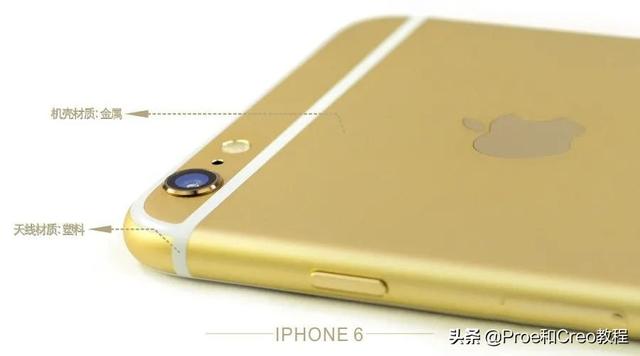
图:iPhone 6天线带细节
嵌件注塑也可以通过物理结构的拉胶结构等方式将塑胶和金属连接牢固,国内大部分全金属手机外壳用的是纳米注塑技术;iPhone X之前,苹果没有用NMT,而是使用了嵌件注塑工艺,为什么呢?有以下猜想:
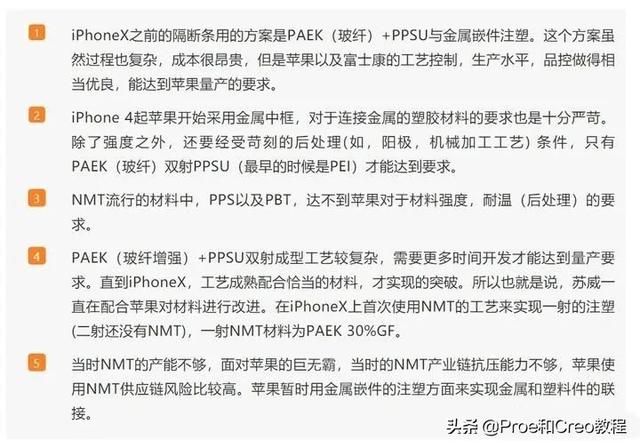
图:图片资料来自于知乎“秦风”
而现阶段常用的纳米注塑,其嵌件是一个较大的金属件,然后在金属件上成型局部的塑胶结构特征。
纳米注塑根据塑胶结构特征的位置分为两类工艺:
1、塑胶为非外观面的一体成型
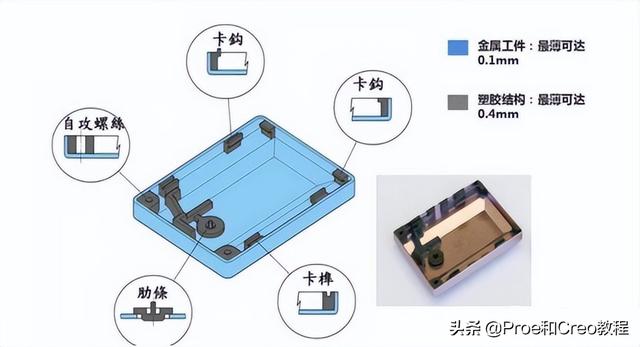
金属壳(如手机后壳)内设置有用于安装手机部件的安装结构,如螺丝孔、卡钩、筋条等。目前行业内对安装结构的制作方式有三种:
第一种,对手机壳内部进行CNC加工得到安装结构,但这种方式的加工周期长、成本高;
第二种,设置塑料制的内构件,通过卡点式结构安装于手机壳内,但这种方式粘性不强,使用寿命短。
第三种,就是纳米注塑,加工周期短、成本低、结合力强,为了进一步降低成本,金属件甚至可以通过冲压制成,内部通过纳米注塑形成复杂的塑胶结构。

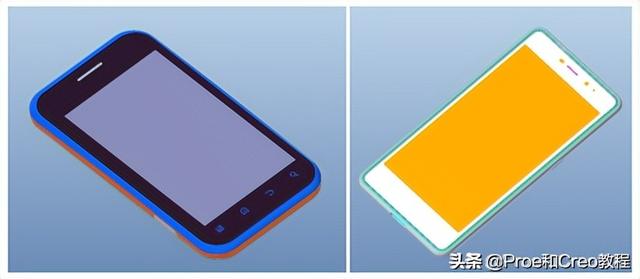
2、塑胶为外观面的一体成型
这种在金属外壳手机上是最常见的,纳米注塑后进行CNC、打磨抛光、阳极氧化等后处理工序。

纳米注塑的原理
1、纳米注塑的工艺流程
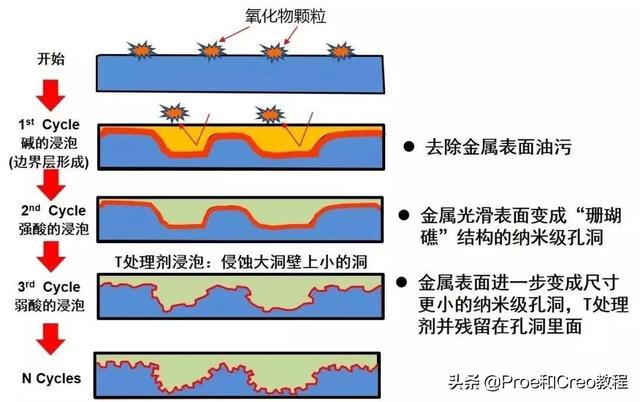
纳米注塑工艺的要点在于金属材料的纳米化处理上,可以说纳米化是整个注塑过程的重中之重,如果这一工序没完成好,之后的一切都毫无意义,工艺流程主要有:
1)碱洗:使用碱性液体对金属工件进行浸泡,把工件表面附着油脂脱去;
2)酸洗:使用酸性液除去金属氧化层, 并使其活化, 然后对表面腐蚀处“珊瑚礁”结构的较大的纳米孔洞,同时酸性液可以中和掉碱处理之后的碱性,使工件处于中性状态;
3)T处理:这是重要的一步,通过使用T处理剂(弱酸性)对工作面进行浸泡,使金属表面进一步形成更小的纳米级孔洞;
4)清洁干燥:浸泡到清水中将过多的T液去除 ,确保纳米孔洞中填满T液,,排除其内的空气,然后对金属零件表面进行干燥处理。
5)注塑:把工件放入模具内进行注塑,树脂与金属形成紧密的结合结构、完成注塑。
2、不同的金属基材,纳米化孔洞形貌的区别:
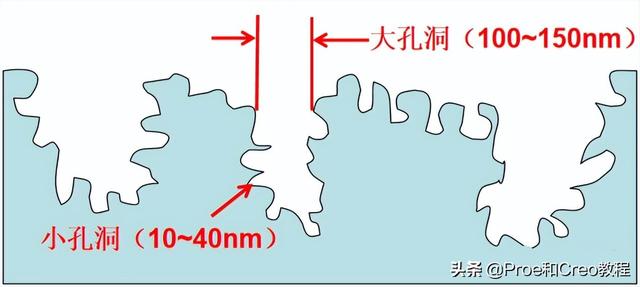
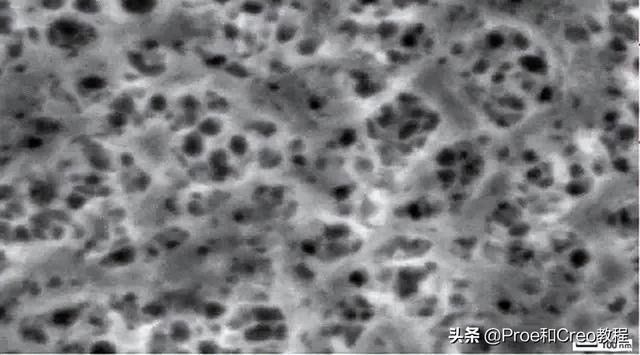
对于轻金属基材:铝、镁、锌合金等
由于大多没有硬的析出物与晶粒,酸液很容易侵蚀出纳米孔洞,这些孔洞非常的细小,下图可以看到许多20~40nm的小孔洞长在约100~150nm的大孔洞内壁。
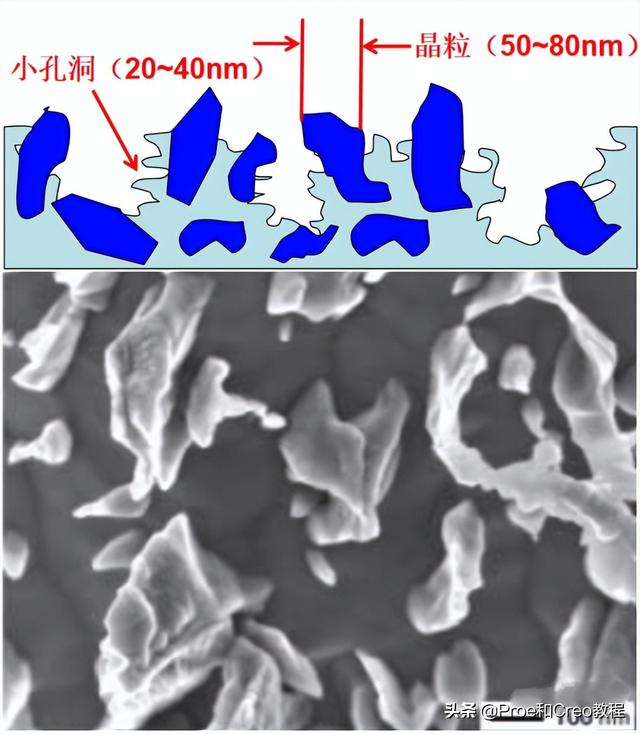
对于析出相金属基材:钛合金、不锈钢等
由于析出相金属有不同的析出晶粒,对于酸蚀的抵抗就有不同的能力,有趣的是对酸蚀抵抗力高的,会像大石头般的由基底材料长出,除了可以看到许多20~40nm的孔洞外,有一些大的晶粒突出(约50~80nm的大小)。
3、如此小的纳米孔洞,塑料与金属如何结合?
即使有能力制作出表面具有纳米孔洞的金属基材,使用传统方法很难把塑胶熔体射进去如此小的纳米孔洞中(无法排气且可能产生包风),同时由于塑胶熔体与金属工件的温度差异,熔体前锋在进入大孔洞之前就会被冷却固化了,根本没有进去孔洞中,塑胶与金属之间的结合力大打折扣,猜想这也是日本大成公司之前研发屡次失败的原因。
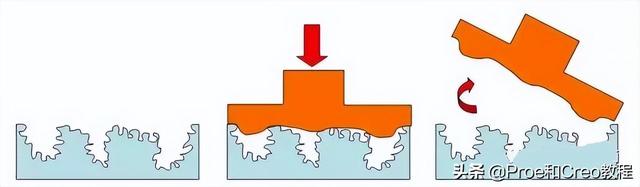
要提高结合力,就需要塑胶(下图红色),通过一种特殊方法进入金属基材(下图蓝色或浅蓝色)构成的孔洞,产生如船锚拋入水中栓住海底的效果,称之为锚栓效应。锚栓效应是实现塑料与金属高结合强度的关键 。
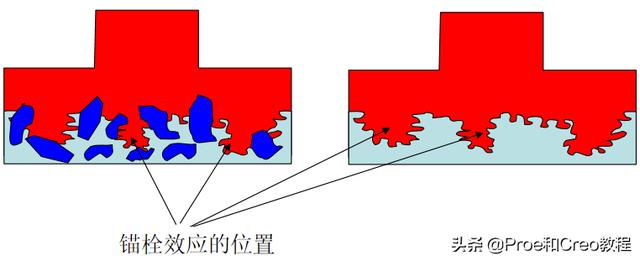
现在的问题是:怎么样才能让塑胶进入到纳米小孔洞中产生锚栓效应呢?
解决这个问题需要解决两点:一是排出孔洞内气体,二是减缓塑胶冷却固化时间。
了解模具的都知道,如果模具上有些结构(比如深骨位、塑胶尾端)没做排气,塑胶就很难填满此处位置,塑胶件此处就容易造成缺胶。塑胶模具上的解决方案通常是设置排气槽。但在纳米注塑金属件上设计排气槽/孔显然不现实。
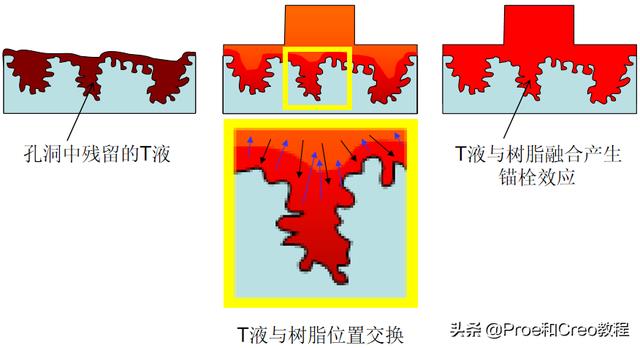
日本大成公司想出了一种办法,先让一种物质(T处理液)先填满孔洞,此时孔洞就不存在空气,然后再进行注塑,但是问题又来了,孔洞被T处理液填满了,塑胶就没法射进去了,这跟之前孔洞被空气填满有啥区别。区别在于,这个T处理液不是一般的液体,T处理液的主要成分是胺类物质,与工程塑胶(PPS, PBT, PA等)中所含的酯发生化学反应,反应的结果是两种聚合反应物进行交换位置并融合,同时产生的热量使得纳米孔洞中很快就被两种反应物"占满 ",塑料结构立即产生锚栓效应紧固在金属上。
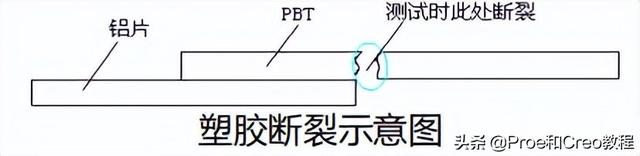
锚栓效应使得结合处具有很高的结合力,即使用榔头敲击结合部,也不会使金属基材与树脂剥离,而是金属基材发生弯曲。当对这种结合件进行拉伸试验时,发生断裂的位置并不是结合界面,而是在塑胶部分。
NMT纳米处理技术分类
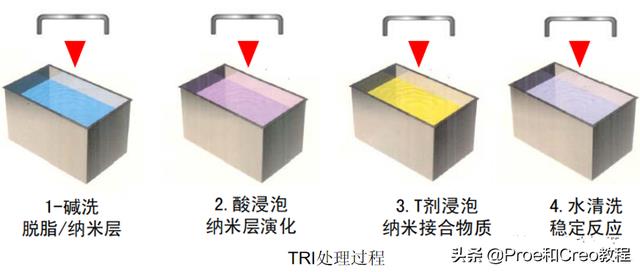
T处理,上面多次提到过,T处理之所以这么叫是因为日本大成普拉斯株式会社(Taisei Plas)的英文名首字母为“T”,T处理的原理是化学腐蚀,日本大成发明的T处理主要经过碱洗、酸洗、T处理液、水洗四个步骤,如图所示。
日本大成首先发明了T处理技术,随着纳米注塑的发展,随后出现了同样用于纳米注塑的表面纳米孔洞处理技术,常用的有劲胜精密的E处理技术;比亚迪公司的PMH处理;日本Toadenka公司的TRI处理等。
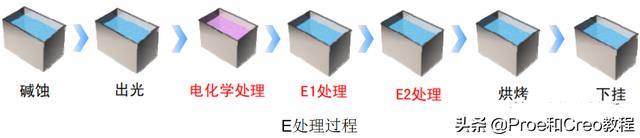
E处理技术原理:化学腐蚀与电化学技术结合,具体采用了铝合金阳极氧化成膜原理和化学扩孔技术以及化学键合技术;特别适合铝合金系列结构件表面微纳米处理和纳米注塑成型;
劲胜E处理与比亚迪公司的PMH处理的区别:在于电化学处理工艺之后的工艺,比亚迪的专利是在纳米孔的基础上再形成孔径更大的腐蚀孔(扩孔),劲胜专利是用弱碱性溶液与纳米孔里的酸性溶液中和,然后浸泡在一种能够与PPS/PBT反应的耦合剂中,使纳米孔里充满这种耦合剂。
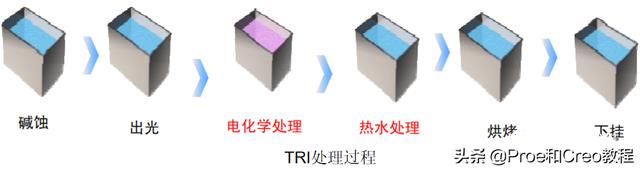
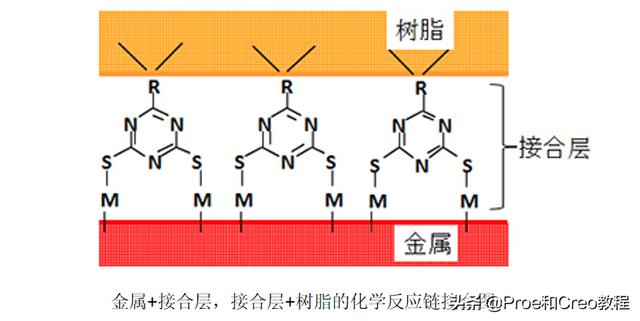
TRI处理技术原理:TRI处理的机理是纳米级物理结合与化学反应链结合,采用的处理剂含三嗪硫醇,其中纳米级物理结合与T处理原理一致,目的是得到较大尺寸的纳米孔洞,再经过TRI处理(电化学处理)的铝合金形成一层厚度70-1500nm的氧化膜,即在大尺寸纳米孔中造出小尺寸的纳米孔,氧化膜上的纳米孔内含有三嗪硫醇等即能与树脂反应又可以和金属结合的物质,在高温高压下产生化学反应,使树脂与金属牢固结合,并产生高密封状态,具有良好的防水性能。
以上NMT纳米处理技术主要在于造孔的方式的不同,T处理为纯粹的化学反应,E处理、PMH处理和TRI处理为化学反应和电化学反应结合,除此之外,大赛璐开发出一种激光纳米成型技术,这是一种物理造孔方式。
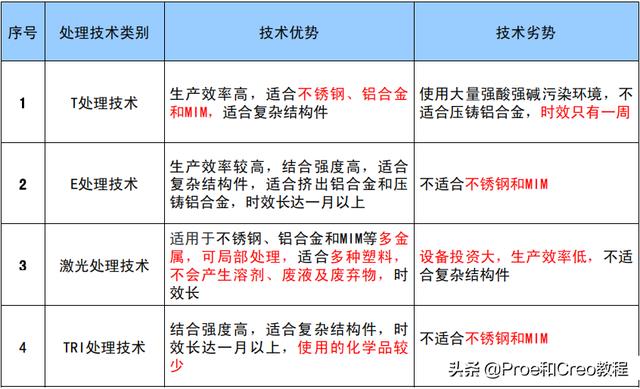
几种NMT纳米处理技术对比:
适用于 NMT纳米处理技术的材料
1、金属基材
NMT技术对适用的金属材料有特殊要求,并非所有金属都适合于这种技术 ,适用的金属材料如下所示 ,其中铝合金系列适应性较强 。
1)铝及铝合金:1000~7000系列(如:5052 & 6061 & 6063 & 7072 & 7075)
2)不锈钢系列:SUS-304, 316, 316L 以及其他铁系列合金 (MIM304L)
3)镁及镁合金:AZ-31B , AZ-91D
4)铜及铜合金:C110,,C1020,C5191,KFC5,CAC16, KLF194
5)钛及钛合金:KSTI, KS40
不锈钢表面特有的自钝化/自修复效应,是其耐蚀性能优异的根本原因,也是纳米孔洞处理的难点。

2、塑料基材
NMT技术对塑料有很强的选择性 ,所选择的塑胶材料必须在极性、热膨胀系数、成型收缩率、耐热性等方面尽可能与金属材料匹配,以降低二者接合后的内应力。NMT技术塑胶基材的技术要求如下 :
a) 必须满足NMT制件应用的力学性能要求。在金属/树脂复合材料界面结合处的“锚栓”结构中,树脂自身的强度影响着复合材料的界面粘接强度,从而影响复合材料的整体力学性能.
b) 必须能够与金属材料形成 “锚栓效应”,同时该材料必须具有较低的热膨胀系数和蠕变性使其与金属件的接合强度能够承受高低温度 、湿度变化等影响。
c) 必须满足NMT部件的机械加工条件,例如良好的熔体流动性,较好的耐热性等等。该材料必须满足NMT部件及整机的后处理工艺例如喷砂工艺 、酸洗、碱洗、阳极氧化工艺、封孔工艺等。
进一步地,并非理论可行的极性、半结晶性的高分子材料都能在市场中得到广泛应用。市场上目前只有玻纤增强PPS体系工程塑料、玻纤增强PBT体系 工程塑料、玻纤增强PA体系工程塑料(PA6、PA66、PPA)被成功用于NMT技术专用工程塑料。通用用塑料是不能用在这个制程,包含: ABS/PC/PMMA/PS等,主要是这些塑料不含有可反应物质。
目前市场上常用的有以下几种:

● PA类材料也可以做NMT注塑材料,但是,酰胺键的存在使得PA类材料的机械性能对水分含量变化较敏感 ,经过后续阳极氧化表面处理时易变色发黄。
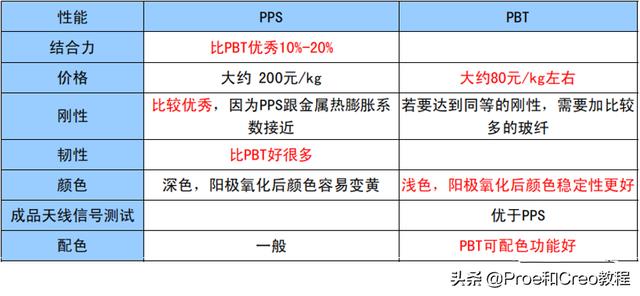
● PPS一般只能做成深色,很难做浅色,PBT可以做浅色。
● 为了防止塑料的膨胀收缩速度高于金属,会添加部份的纤维如玻璃纤维、碳纤维等,添加比例一般20-50%,使塑料材料的热膨胀收缩与金属相近。
PBT和PPS纳米注塑专用料的综合性能对比:
纳米注塑的优势
概括地说,NMT的优势在于既兼顾了金属外观的质感,又简化了产品在结构上的技术设计,可以让产品设计更加自由、实现原来的许多不可能。具体而言,它的优点主要有:
1、产品设计自由度更高:由于跳出许多工艺限制,使产品设计思路更加广阔,减少了后顾之忧;
2、工序制程简化:比如原来需要二次或多次加工的工序,在一次注塑过程中可全部简化;
3、工时缩短:原来需要大量二次CNC加工、花费大量加工时间的产品,现在可以一次注塑成型完成,生产周期大大缩短;
4、机械性能更高更强:由于金属与塑料实现了纳米级别的相互嵌套,结合强度大大提高,机械性能也上升了几个等级,可以实现许多原来无法实现的应用;
5、成本优势:由于工时的缩短、工序的简化、加工难度的下降,带来一系列的成本下降,提升了产品的竞争力;
6、产品外观优势:手机上的纳米注塑能够兼顾金属外观质感,并让结构件更加坚固。
7、 产品结构优势:可以简化产品机构件设计,让产品更轻、薄、短、小。
8、 环境优势:由于NMT是安全和可回收的技术,对环境影响小。
需要注意的是:纳米注塑只是在以下领域应用有优势,在传统领域,金属与塑胶连接工艺还是以常规方式为好,采用纳米注塑的话成本过高。
纳米注塑成型技术的应用



参考资料:
1.刘 斌,陈昌乾,张步进等.金属与塑料一体化的纳米成型技术及应用[J].模具工业,2015,41(7).
2.曹艳霞,赖华林等.纳米注塑成型技术 (NMT)专用工程塑料的研究进展.塑胶工业,2018,41(7).
3.李 颖,梅 园,王 颖,孟凡彬,周祚万等.面向金属/树脂复合材料的纳米注塑成型技术综述.西南交通大学材料科学与工程学院.
4.王长明.纳米成型技术的创新与应用 [C]//第二届纳米注塑以及金属手机外壳制程技术应用研 讨会.昆 山:艾邦高分子,2015.
5.NMT技术,工程塑胶怎么黏贴到金属上.深圳市盈泰五金有限公司.2013-7-30.
6.艾邦高分子及网上相关文章内容和图片.
前200名限时赠送给大家。需要的文末有免费领取的方法,名额有限,先到先得。
软 件 安 装 包


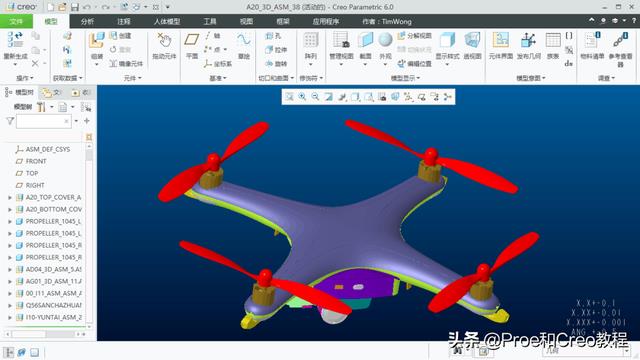
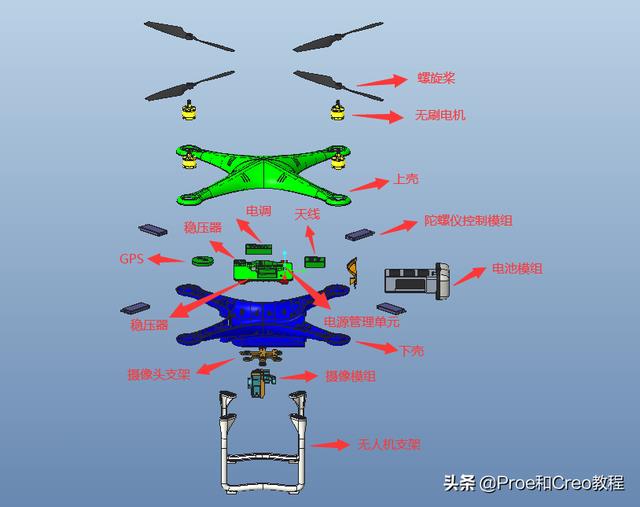
无人机全结构案例
无人机全结构案例即将上线
无人机产品设计资料汇总
无人机结构设计相关技术文档

手机平板产品设计资料汇总

手机结构设计相关技术文档
产品结构设计相关技术文档
▲产品结构设计思维导图

▲产品设计开发资料
【软件基础视频教程】

【曲面基础视频教程】

【曲面实战视频教程】
【结构设计视频教程】
【工程图视频教程】
因篇幅原因,以上仅为部分截图
快点私信小编回复“资料”两个字,免费领取偷偷get新技能吧,
明年升职加薪全靠它!
相关参考
...不太好理解,对于不事先了解的人容易误以为就是用纳米树脂或把树脂纳米化后进行注塑成型为相应的塑胶制品的工艺。当然,纳米注塑也是一种注塑工艺,但它并不是单纯用来注塑单一的塑胶制品,实际上纳米注塑是一种连接...
...不太好理解,对于不事先了解的人容易误以为就是用纳米树脂或把树脂纳米化后进行注塑成型为相应的塑胶制品的工艺。当然,纳米注塑也是一种注塑工艺,但它并不是单纯用来注塑单一的塑胶制品,实际上纳米注塑是一种连接...
...不太好理解,对于不事先了解的人容易误以为就是用纳米树脂或把树脂纳米化后进行注塑成型为相应的塑胶制品的工艺。当然,纳米注塑也是一种注塑工艺,但它并不是单纯用来注塑单一的塑胶制品,实际上纳米注塑是一种连接...
...不太好理解,对于不事先了解的人容易误以为就是用纳米树脂或把树脂纳米化后进行注塑成型为相应的塑胶制品的工艺。当然,纳米注塑也是一种注塑工艺,但它并不是单纯用来注塑单一的塑胶制品,实际上纳米注塑是一种连接...
...不太好理解,对于不事先了解的人容易误以为就是用纳米树脂或把树脂纳米化后进行注塑成型为相应的塑胶制品的工艺。当然,纳米注塑也是一种注塑工艺,但它并不是单纯用来注塑单一的塑胶制品,实际上纳米注塑是一种连接...
...不太好理解,对于不事先了解的人容易误以为就是用纳米树脂或把树脂纳米化后进行注塑成型为相应的塑胶制品的工艺。当然,纳米注塑也是一种注塑工艺,但它并不是单纯用来注塑单一的塑胶制品,实际上纳米注塑是一种连接...
...不太好理解,对于不事先了解的人容易误以为就是用纳米树脂或把树脂纳米化后进行注塑成型为相应的塑胶制品的工艺。当然,纳米注塑也是一种注塑工艺,但它并不是单纯用来注塑单一的塑胶制品,实际上纳米注塑是一种连接...
注塑模具钢材选择(DC53模具钢适合做什么塑胶模具-盈钢金属)
DC53是冷作模具钢高韧性铬钢用途各种不锈钢片、硅钢片、铝片的冲压模具如各类刀具DC53一般应用于冷作模具钢,主要考虑其硬度与D2相当,而韧性比D2高很多。如果将DC53应用于塑胶模具,则可加工对模具磨损较严重,采用其它...
注塑模具钢材选择(DC53模具钢适合做什么塑胶模具-盈钢金属)
DC53是冷作模具钢高韧性铬钢用途各种不锈钢片、硅钢片、铝片的冲压模具如各类刀具DC53一般应用于冷作模具钢,主要考虑其硬度与D2相当,而韧性比D2高很多。如果将DC53应用于塑胶模具,则可加工对模具磨损较严重,采用其它...
注塑模具用什么材料(塑料件设计工艺大全做塑胶模具的一定要好好收藏啊)
一、塑胶件设计一般步骤塑料件是在工业造型的基础上进行的结构设计,首先看有无相似的产品借鉴,再对产品及零件进行详尽的功能分解,确定零件的折分、壁厚、脱模斜度、零件间的过渡处理、连接处理、零件的强度处理等...