树脂与溶剂参数相反(摸垢不良怎么办,注塑技术疑难杂症,10分钟给你解决思路)
Posted
篇首语:愿君学长松,慎勿作桃李。本文由小常识网(cha138.com)小编为大家整理,主要介绍了树脂与溶剂参数相反(摸垢不良怎么办,注塑技术疑难杂症,10分钟给你解决思路)相关的知识,希望对你有一定的参考价值。
树脂与溶剂参数相反(摸垢不良怎么办,注塑技术疑难杂症,10分钟给你解决思路)
本系列第22章了,这个系列会编制31章,希望对大家有帮助,也希望大家关注和转发,谢谢。
(1)何谓模垢(外观)
模垢是指在模具表面上有附着物析出的一种现象。
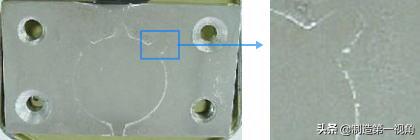
模具表面上有析出的模垢
成型品表面上出现的白线便是模垢。其成分是树脂里析出的稳定剂和低分子量的聚合物。从熔融了的树脂中一点点析出并经过长时间的积累后就会形成可以看到的模垢。
(2) 模垢的生成原因
(2-1) 树脂分解
首先,就附着成分而言,树脂分解后产生单体(或*低聚物)。树脂分解得越多则附着物也就越多,因此提高机筒的温度设定或延长滞留时间会产生更多的模垢。
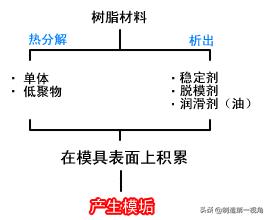
(2-2)添加物(稳定剂等)
很多的塑料中一般都使用了稳定剂和润滑剂等添加剂。这些添加剂也有可能堆积成模垢。就滑动性等级等来说,向油性表面析出也是产品的特点,因此,在成型时很容易变成模垢附着在上面。
(2-3)模具温度
树脂的分解物、稳定剂等都是低分子量物质,注射熔融时会发生液化或是气化。这些物质接触模具后被冷却并附着在模具上,因此模具温度对模垢有很大影响。模具温度越低,模垢就附着得越多。
(2-4)排气口
模垢的起因物质在接触模具前大部分已经气化。如果能把气体高效地从模具排出,模垢也会减少。相反,如果在流动末端等处没有设置排气口,或者有排气口但是很薄,效率很低,或者排气口因模垢附着而被堵塞,模垢就会更加厉害。
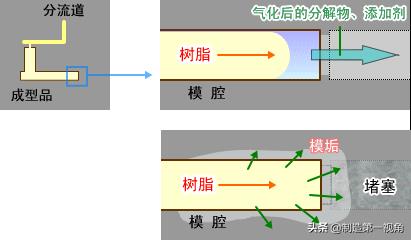
排气口堵塞会加剧模垢的形成
(2-5)注射速度
在排气口效果不大,排气不畅的情况下,模垢有时也会受到注射速度的影响。其原因是注射速度过快,气体和挥发物无法完全排出到模具外。
(2-6)预干燥
就材料而言,干燥条件对模垢的影响很大。无论哪种塑料都含有单体和*低聚物(初期带入成分)。即使成型时在机筒内产生的成分很少,但如果不对初期带入成分多的材料进行充分干燥,模垢就会恶化。
(2-7)回收材料
使用回收材料也会带来很大影响。这是因为回收材料经历了多次受热,因此比初期使用的产品含有更多的单体(或低聚物)。此外,本公司推荐的混合比最高为25%。

普通粒料、回收材料的粒料
(2-8)着色剂
一般来说,为使颜料能够分散到塑料上,着色剂中含有相当数量的润滑剂。这样一来,析出到模具表面上的量也会增多,模垢也就趋向恶化。模垢的状态还会因颜色和着色方法而发生变化。
(2-9) 特殊等级
市面上出售的塑料材料有各种等级。为增加某些功能而添加了特殊添加剂的代价是使模垢明显增多,因此更应注意加强对此类等级的模垢管理。
(3)模垢的对策
(3-1) 试着降低树脂温度
各种树脂都有推荐的使用温度(产品目录或产品包装袋等上面均已注明)。检查成型机的设定温度是否超出范围,如果超出,则请降低温度。另外,成型机上所显示的温度是传感器所处位置的温度,与实际树脂温度多少会有一些差异。如果可能,建议测量实际温度。
(3-2) 缩短滞留时间
即使成型机的设定温度处在各种树脂的推荐温度范围内,长时间滞留在机筒内也会使树脂渐渐分解,从而容易产生模垢。如果成型机在计量方面有延迟时间的设置功能,请灵活应用该功能。此外,使用适合成型品大小的成型机可以缩短滞留时间。
(3-3) 确认干燥条件
每种树脂都有相应的推荐干燥条件。请确认目前的情况是否满足这些条件。
(3-4) 强化干燥条件
树脂里残留有很少的模垢起因物质——单体。完全去除这些单体是很困难的。如果想严格控制模垢的产生,则可通过强化干燥条件并去除这些单体来改善模垢状况。特别是在使用回收材料时必须这样做。另外在干燥温度方面,机器温度和实际温度有时存在一定的差异。尤其要注意料斗式烘箱。
(3-5) 提高模具温度
模具温度偏低时模垢会增多。成形周期和尺寸管理会发生变化,温度调节器所需要的能源费用也会增多。如果要长期进行批量生产,则提高模具温度将会有效降低模垢。
(3-6) 检查排气口
排气口堵塞后,气体无法排出,模垢便会增多。如果排气口变脏,请清理干净。此外还应确认排气口的位置、数量以及大小是否足够。强化排气口对模垢很有效。
(3-7)回收材料的使用方法
回收材料的混合比越高,模垢就产生得越多。本公司推荐25%以下的混合比。此外还必须充分进行干燥。
(3-8) 特殊等级的使用方法
部分特殊等级会产生大量模垢。
为了减少模垢,必须同时使用各种方法,如进行充分干燥、尽量不用回收材料、在指定的推荐温度范围内使用、加强排气口等。此外,定期进行模具维护也很重要。
(3-9) 模具维护
与其说模垢的附着量是按一定比例增加的,倒不如说一旦附着就会迅速增加。一般来说,刚刚附着的模垢容易去除,而随着附着量的增加,去除的难度也会增大。请定期清理模具,在模垢还没有堆积之前去除掉。
在不损伤模具的情况下去除模垢是一项很困难的作业。请最好选用适合所用树脂的溶剂来进行超音波洗净。使用洗洁剂(Clipika Ace等)时请尽量用棉布和牙签擦洗。为保养起见,预先只把模腔"分解打包"也是一种好办法。
※实施这些对策后,有时也可能发生其他故障。因此请勿过度更改设定。请注意。
<<补充说明>>
*1 低聚物(oligomer)
树脂材料(聚合物)是指特定的基本化学结构聚合而成的物质。市场上出售的产品的聚合次数一般在数百到数万之间。这种重复聚合的次数称为聚合度。聚合度小的聚合物称之为低聚物。
由于聚合物是单体连续结合而成的,因此其聚合度的分布范围很广 ―― 从很低的聚合物到很大的聚合物。聚合度小的低聚物的比例虽然很小,但由于分子量小,比较容易变动和分解,这也是模垢的起因之一。
单体 … 基本单位,聚合度(重复次数)为1。
低聚物 … 聚合度约为3~10。
聚合物 … 具有单体重复结合而成的结构。聚合度为数百~数万。
相关参考
注塑水口拉丝怎么改善(注塑工厂疑难杂症之“拉丝不良”怎么解决)
本系列第23章,预计还有七八章,希望大家关注转发!(1)何谓拉丝(外观)拉丝是指主流道前端没有断开而伸展成丝状的一种现象。最大的问题是有时会发生成形品因拉丝而无法脱落,最大的问题是有时会发生成形品因拉丝而...
水口周转箱(成型故障及其解决方法,注塑不良原因与排除方法,注塑缺陷改善)
...料口。(3)料流动性差。原料流动性差时,模具的结构参数是影响欠注的主要原因。因此应改善模具浇注系
...加料口。3、料流动性差。原料流动性差时,模具的结构参数是影响欠注的主要原因。因此应改善模具浇注系统的滞流缺陷,如合理设置浇道位置,扩大浇口,流道和注料口尺寸
...加料口。3、料流动性差。原料流动性差时,模具的结构参数是影响欠注的主要原因。因此应改善模具浇注系统的滞流缺陷,如合理设置浇道位置,扩大浇口,流道和注料口尺寸
注塑机螺杆长径比一般是多少(一起来看:注塑机有哪些关键技术参数?)
一、注塑部件技术参数(1)螺杆直径:螺杆的外径尺寸(2)螺杆有效长度:螺杆上有螺纹的长度(MM)常以L表示(3)螺杆长径比L/D:螺杆有效长度与直径之比(4)螺杆压缩比V2/V1:螺杆加料段第一个螺槽容积V2与计量段最未一螺槽容积V1之比(5)...
注塑机螺杆长径比一般是多少(一起来看:注塑机有哪些关键技术参数?)
一、注塑部件技术参数(1)螺杆直径:螺杆的外径尺寸(2)螺杆有效长度:螺杆上有螺纹的长度(MM)常以L表示(3)螺杆长径比L/D:螺杆有效长度与直径之比(4)螺杆压缩比V2/V1:螺杆加料段第一个螺槽容积V2与计量段最未一螺槽容积V1之比(5)...
...不太好理解,对于不事先了解的人容易误以为就是用纳米树脂或把树脂纳米化后进行注塑成型为相应的塑胶制品的工艺。当然,纳米注塑也是一种注塑工艺,但它并不是单纯用来注塑单一的塑胶制品,实际上纳米注塑是一种连接...
...加料口。3、料流动性差。原料流动性差时,模具的结构参数是影响欠注的主要原因。因此应改善模具浇注系统的滞流缺陷,如合理设置浇道位置,扩大浇口
前几天一位做TPE制品的厂家说他们最近新生产了一批地漏制品,但是不知为何产品注塑成型后非常难脱模,立恩负责接待的销售人员立马安排了工程部技术人员一起前往客户那查看原因。经过技术人员现场勘查后发现是因为客户...
注塑机喷嘴流料什么原因(常见的聚丙烯(PP)注塑成型缺陷排除方法)
...气系统。(6)原料的流动性能太差。应换用流动性能较好的树脂。(7)料筒温度太低,注射压力不足或补料的注射时间太短也会引起欠注。应相应提高有关工艺参数的控制量。二