标准上下模具((上)冲压模具初学者必备学习资料,工厂实战案例分享)
Posted
篇首语:人们视需要为事物发生之“因”,其实,它往往是事物发生之“果”。本文由小常识网(cha138.com)小编为大家整理,主要介绍了标准上下模具((上)冲压模具初学者必备学习资料,工厂实战案例分享)相关的知识,希望对你有一定的参考价值。
标准上下模具((上)冲压模具初学者必备学习资料,工厂实战案例分享)
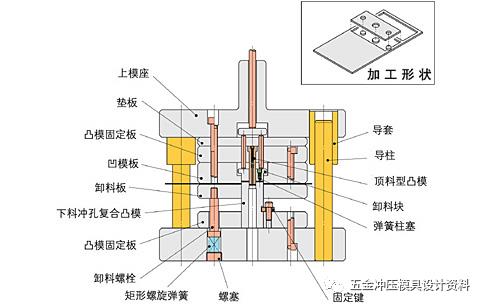
冲压模具装配图_冲压模具结构图图解
上面是一副普通的落料模具,产品为一个长方形,中间冲了三个小圆孔;
下料冲孔复合凸模为长方体,作用就是下料,把产品的外形从材料上卸下来的意思。
下料冲孔复合凸模的四周也是刀口,相当于冲头,所以这四周是不能倒角的,下料冲孔复合凸模中间还有三个小圆孔,这三个小圆孔属于刀口,即把产品中间的那三个圆孔给冲出来。
凹模板中间有个方形的窟窿,属于刀口,以下料冲孔复合凸模为冲头冲出产品外形;
下料冲孔复合凸模上面对应的内脱,也叫做内脱料板,或者内卸料板,图中标示的是“卸料块”,其实都是一个意思,卸料块的作用就是把产品从凹模板中顶出来;卸料块还有一个作用,就是压料,把料压住之后然后冲中间的那三个小圆孔。
图中标示的“顶料型凸模”其实就是冲头,配合下料冲孔复合凸模上的三个圆形刀口,冲出中间产品上的那三个小圆孔。
下模下垫板上“固定键”的作用,就是把下料冲孔复合凸模给固定住,以免它随模具的上行而跳出模具来,导致发生事故。
下模上标示的“卸料板”俗称外脱,作用是把冲出来的废料从下料冲孔复合凸模脱出来,以免废料卡在下料冲孔复合凸模上。
像这种冲压模具设计的时候要注意,模具下行的时候,内脱(卸料块)和外脱(卸料板)要同时压住料,也就是说产品放在模具里面(加料厚)合模的时候,模具上下模打死的情况下,外脱(卸料板)要贴死下垫板,内脱(卸料块)要贴死上垫板,这样才能保证打出来产品平面度良好,不会发生翘曲、以免光亮带不整齐的情况出现。
在架模的时候也没必要打得太死,只要能把产品完整冲出来,外脱没必要必要与下垫板贴死,留一点缝隙比较适宜。
冲压模具等高度筒高度该如何计算
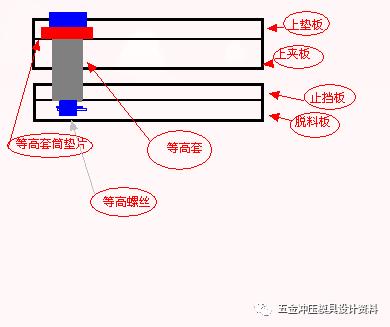
等高套筒安装示意图
冲压模具等高套如何计算,我想看了上面的图以后大家应该都会明白了吧?
什么是等高台?等高套的目的是什么?先回答是什么是等高套,等高套是等高套筒的简称,按照正规的叫法应该是叫等高套筒的,不过工厂里的师傅们一般习惯称它为等高套。等高套筒,顾名思义,就是指空心的套筒,一套小模具至少也会有十几个等高套,模具太小的话,五六个就够了,同一块模板上所配套的等高套高度必须全部相同,公差最好在正负0.01以内,误差太大的话会很容易造成脱料板卡死脱不开、冲头折断等意外情况发生。
等高套的目的一是把脱料板拉住,免得脱料板掉下来;二是保证脱料的行程,能够使产品顺利从模具上脱下来,以免产生带料、卡料等模具不脱料的悲剧出现。
等高套如果太短的话,可能会导致冲头露出脱料板来,这样的话,料还没压住就开始冲,很容易产生卡料、带料、冲头磨损、产品切边皱等状况出现。
等高套如果太长的话,就会导致冲头导正长度不够,很容易造成冲头折断等。
所以,一套模具如果需要保证生产顺利的话,准确计算等高套筒的长度也是非常重要的。那么,冲压模具等高套筒的高度该如何计算呢?
计算冲压模具等高套筒的高度,首先要确认脱料板的行程,脱料板行程的计算公式:脱料板的行程=冲头长度-固定板(上夹板)-脱垫板(止挡板)-脱料板+1(mm)到2mm(只要能够保证冲头完全进入脱料板,不露出脱料板就OK啦)。等高套高度= 固定板(上夹板)+脱垫板(止挡板)+行程。
构成一幅比较完整的冲模一般应具备哪些零部件
构成一幅比较完整的冲模一般应具备的零部件有:模板、入块、以及标准件等;
模板包括:上下托板、上下垫脚、上下模座,上、下模板,上、下垫板,上、下夹板,止挡板、脱料板,凹模、凸模,也称冲头 或 刀口等;
入块(上模):夹板入块、脱料板入块、冲头等;
入块(下模):下模入块、下模刀口、浮块、定位入子等;
标准件:弹簧、六角螺丝、止付螺丝、线簧、等高套、导柱、导套、等高套垫片、两用销、顶料销等;
非标准件:外定位、内定位、节距定位、外限位柱、内限位柱等;
具体的可以参考我之前的文章:
1. 冲压模具模板的材料和功能
2. 冲压模具的结构介绍
3. 实拍冷冲压模具产品和冷冲模结构图
4. 冲压模具的编号
冲压模脱板的作用
今天来介绍一下冲压模脱板的作用,脱板是脱料板的俗称,上模脱板的代号简称为PSU,脱板上面是止挡板(PPS),然后是夹板(PHU)、垫板等。当然脱板不止有上脱板,还有下脱料板等。
什么叫脱板呢?冲压模脱板的作用是什么呢?
“脱”,当然不是指脱光的意思哈。脱光这个理解也没有什么失误,呵呵。这里的脱的确就是指脱光、脱开的意思,意思就是说把材料或者产品从模具上卸下来,俗称“脱料”,当产品卡在模具上下不来的时候,俗称“不脱料”,在修理模具问题的时候,经常会碰到“不脱料”的问题,比如“xx模具不脱料了,你去修理一下!”,就是指产品粘在模具上下不来的意思。
冲压模脱板的作用是什么呢?当然第一个作用首先是脱料了,即把产品从模具上卸下来,想想他还有没有别的作用呢?当模具闭合的时候它是什么样子的呢?
哈哈,想到了吧?当然是要和下模板配合到一起了,和下模板配合到一起是为了达到什么目的呢?当然就是压料啦。想到了没呢?
综合起来,冲压模脱板的作用有两个,一是脱料、把产品脱开;第二个就是压料,把材料压住,以便进行折弯、冲孔等工序。
你也可以这样说,冲压模脱板的作用就是脱料和压料。这样也可以,表达的很清楚,通俗易懂。
关于冲压模具其他各个模板的材料和功能,我前面有写过一篇冲压模具模板的材料和功能的文章
连续模垫脚托板什么用
连续模垫脚托板什么用?
垫脚可分为下垫脚、上垫脚;托板可分为下托板、上托板。
连续模的垫脚托板主要作用为:支撑和固定模具,抗压减震、延长模具寿命,增加模具高度、方便架模(即把模具安装到冲床上),下垫脚和下托板还有方便排除废料的作用。
连续模垫脚托板什么用?其实这些东西基本没什么用,能不用就不用吧,因为还有模座呢。
在架模方便的情况下,上托板和上垫脚可以省略,就是说上垫脚、上托板不要也可以,只要架模方便,可以把架模槽设计在模座上面,这样就可以节约一些材料,减少不必要的浪费,为公司节省开支。
但是注意:需要落料的模具,在忽略下托板和下垫脚的时候要注意了哦,因为下垫脚和下托板还有方便排除废料的作用呢,可别忘记了哦,如果出了这样的差错,导致模具无处落料,可真是会被别人笑掉大牙的。
在不影响落料或者不需要落料 、方便架模、模具的其他性能也不会受到影响的前提下,下垫脚和下托板倒是可以省略。因为不需要,当然可以不要。
连续模脱料板压料槽的作用
今天来介绍一下连续模脱料板压料槽的作用。
一般的模具脱料板都是没有设计压料槽的,比如一般的工程模,都是没有压料槽的,但为什么连续模需要设计压料槽呢?为什么工程模不需要压料槽?哈哈,这个问题想通了吗?
为什么工程模不需要压料槽呢?这是因为工程模所冲压的材料一般较厚、较粗糙,精度较低,不需要冲压连续模那么长的料带,而且工程模具也比较小,模板尺寸没有连续模那么长,产品要求的尺寸精度也没有连续模那么高,也比较容易修理和调试,所以工程模一般只需要有限位柱即可,不需要压料槽。而连续模的话,它需要完成批量生产,产品精度也比工程模的产品精度要高,因此对模具的精度要求也相对较高,而压料槽正是提高模具精度的一种方法。所以连续模一般是使用压料槽与限位柱配合使用来控制产品料带在模具中的间隙。
为什么连续模需要设计压料槽呢?因为连续模脱料板在与下模板接触并压住材料的时候,强压的话不代表能完全把材料压住,所以一般连续模的脱料板上、接触下模板的那个面都会有0.05mm到0.08mm深度的压料槽(可以根据料厚适当调整),俗称“预压”,宽度的话刚好比料带要宽那么一点,保证把料全部压在里面,这样才能保证剪裁时料带在模具中间的间隙均匀,使模具在剪裁时可以把材料充分压住,防止因为压料不均造成的冲头、刀口磨损,光亮带不整齐等。
注意:因为是压料槽与限位柱配合使用来控制产品料带在模具中的间隙,脱料板上设计有压料槽,所以在设计限位柱的时候(有些地方称为止高柱,即限制高度的柱子,哈哈。),还应该把这个预压深度也要考虑进去,以减少钳工在组模时的调整时间,加快模具的进度。
比如:产品材料厚度为0.20mm,脱料板压料槽可以设计为0.05mm,则下模板上的限位柱高度可以设计为:下模板厚度+(0.20mm-0.05mm),假如下模板厚度为25.00mm的话,那么下模板上的限位柱高度可以设计为:25.00mm+(0.20mm-0.05mm)-0.03mm强压=25.12mm,这样就可以了,强压的话留0.03mm就差不多了。如果限位柱高度设计为25.15mm的话,这时候强压就没有了,这样是不合理的哦,最好留一点强压,0.03mm即可 ,不要设计的那么死哈。
OK,今天就分享这么多了吧。
如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);关注私聊我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。
相关参考
模具冲针用什么材料(模具设计必备:模具基本结构组成、模板作用、热处理参数标准文件)
冲压模具类型非常多元化,设计师不需要全部搞懂,但是最基本的、最常见的结构类型还是需要完全搞明白的。模具是由很多零件组装的集合体,在模具中其主体是模架,模架则是由一块、一块模板组合而成。模具设计师在画模...
橡胶模具上下都要开排气槽吗(20年模具设计主管总结150条设计经验,珍贵的资料)
1.滑块导轨的高至少要为滑块高的1/3,以保证滑块稳定以及滑动顺畅。2.有滑动摩擦的位置注意开设润滑槽,为了防止润滑油外流,不宜把槽开成“开式”,而应该为“封闭式”,一般可以用单片刀在铣床上直接铣出。3.固定模仁...
一般冷作模具钢的热处理为:预先热处理为球化退火或等温退火;最终热处理为淬火+低温回火。一般热作模具钢的热处理为:预先热处理为等温退火;最终热处理为淬火+中温回火或高温回火。一般塑料模具钢的热处理为:整体...
冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而...
模具设计入门先学什么(多年设计总结,提醒初学模具设计需注意的五大要点防止步入雷区)
模具设计应用非常的广泛,竞争也不是很大,工资虽然不是很高,但是万把块钱一个月还是没问题的,未来发展也是可观的。首先告诉你的是,零基础学习模具设计难度还是有的,模具设计的专业程度本身就不简单,学习这事本...
...分!14大化工产业链图+49张化工装置流程图+526个化工行业标准+1000多个PID图例+1800多家全国化工企业名录+48张资源分布图下载6重福利资料包步骤1、关注\\转发\\评论【小黄人工业互联】头条号2、私信回复【6】即可获取下载地址钢...
...分!14大化工产业链图+49张化工装置流程图+526个化工行业标准+1000多个PID图例+1800多家全国化工企业名录+48张资源分布图下载6重福利资料包步骤1、关注\\转发\\评论【小黄人工业互联】头条号2、私信回复【6】即可获取下载地址钢...
众所周知,模具随着现场生产模次数的累积,模具寿命是一个呈逐渐衰退的过程,从新模的磨合到正常生产再到寿命终结。当新模小批量量产,可能会暴露出一些问题来,模具的设计是否合理、模具的加工精度是否达到产品需求...
扁顶针是如何加工的(模具加工工艺:模仁、镶件、斜顶、滑块等模具零件是如何加工的?)
...作的进度,每家模具工厂一般都会制定适合本工厂的工艺标准。本文提供了一份可供参考的标准,从汽车制造业为切入点,并列举了一些较为重要的汽车零部件模具和工艺。图21.工
平面磨床怎么磨出镜面(模仁、镶件、斜顶、滑块等模具零件的加工工艺)
...作的进度,每家模具工厂一般都会制定适合本工厂的工艺标准。本文提供了一份可供参考的标准,从汽车制造业为切入点,并列举了一些较为重要的汽车零部件模具的工艺。图21.工