板材冲压(冲压成型常出现的一些缺陷,典型冲压缺陷的解决方法,值得保存)
Posted
篇首语:送饥者一条鱼,只管一天不饿;教他学会捕鱼,能使他永不受饿。本文由小常识网(cha138.com)小编为大家整理,主要介绍了板材冲压(冲压成型常出现的一些缺陷,典型冲压缺陷的解决方法,值得保存)相关的知识,希望对你有一定的参考价值。
板材冲压(冲压成型常出现的一些缺陷,典型冲压缺陷的解决方法,值得保存)
冲压基础知识概述
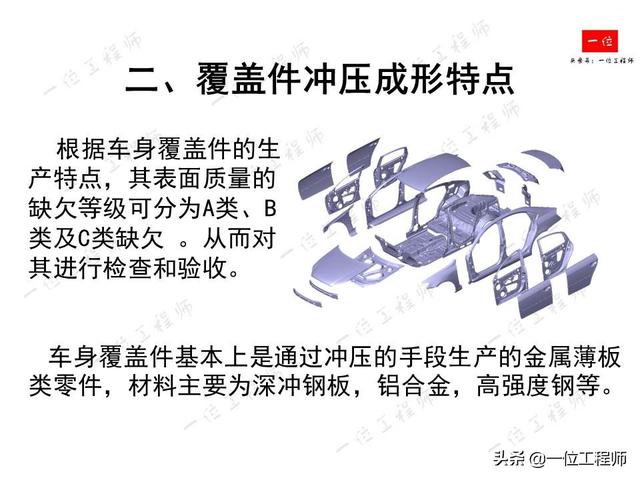
冲压是靠压力机和模具对板材、带材、管材和型材等通过施加外力,使板件产生塑性变形或分离的过程,从而获得所需形状和尺寸的工件(薄板冲压件)的成形加工方法。
冲压主要是按工艺分类,可分为分离工序和成形工序两大类。这两个工序又可以细分成各种具体的加工方法。
常见冲压缺陷
在冲压成形过程中,以起皱、拉裂对拉伸件的影响最大,约占零件失效的70%~80%,当成形状态导致两种失稳形式伴随出现时,通常问题都极难解决,需设计及调试人员花费大量精力来处理。常见的冲压缺陷:拉裂、起皱、尺寸超差、表面缺陷和拉延不足。

冲压件
45页内容介绍冲压成型基础(文末有获取)





































1000G机械领域相关设计资料内容详情
1000G机械相关领域资料内容涉及的面很广,具体来说内容涵盖传统机械行业、机械加工、制造技术、材料类、材料成型、电气行业、液压行业、机电类、机械传动、一千多份非标设备三维模型和非标设计等等领域。
以上内容的具体的展现形式有:文档手册类(千余份工程师设计手册、机械设计手册、制造成型类文档、机电相关手册、液压类手册、自动化类手册、材料成型手册、非标设计手册等等,所有历史文章的PPT源文件等)。
常用的设计工具(500套自动计算表格,其中包括各类传动校核、选型设计表格、非标计算表格、尺寸自动计算表格、轴承校核、齿轮校核与设计等等)。
视频教程类(十余款常用的机械设计软件的教程,其中包括UG各版本基础、SolidWorks基础、CATIA、proe、CAD、Adams等等基础知识)。
我相信这1000G全部资料对于提升你的能力一定会有很大的帮助。同时在你工作中遇到相关问题的时候,这些资料也能提供很好的指导作用。

目录

设计手册

设计计算表格

文章PPT源文件

视频教程

各类三维模型

相关参考
摆剪机切割时毛刺大的原因(冲压过程中容易产生的各种缺陷分析及预防措施)
1.冲压废品1)原因:原材料质量低劣;冲模的安装调整、使用不当;操作者没有把条料正确的沿着定位送料或者没有保证条料按一定的间隙送料;冲模由于长期使用,发生间隙变化或本身工作零件及导向零件磨损;冲模由于受冲...
液压件加工(板料冲压的“2工序”,冲压成型的“7工艺”,32页PPT介绍冲压)
...,所以又称为冷冲压。当然,还有一种热冲压,热冲压的板材厚度一般是8-10mm,需要加热才能进行。冲压成型的基本工序包括分离工序和变形工序。其中,分离工序包括:修整、冲裁、切断。变形工序包括:拉伸、弯曲、涨形和...
液压件加工(板料冲压的“2工序”,冲压成型的“7工艺”,32页PPT介绍冲压)
...,所以又称为冷冲压。当然,还有一种热冲压,热冲压的板材厚度一般是8-10mm,需要加热才能进行。冲压成型的基本工序包括分离工序和变形工序。其中,分离工序包括:修整、冲裁、切断。变形工序包括:拉伸、弯曲、涨形和...
...这是拉延油最重要性能,润滑性不好,会导致工件破裂、板材与金属产生烧结、产品出现划伤,模具磨损严重,降低模具寿命
拉伸冲压件加工(这16种冲压拉伸成型工艺加工方法,您知道几种喃?)
...等。拉伸加工:使用压板装置,利用凸模的冲压力,将平板材的一部分或者全部拉入凹模型腔内,使之成形为带底的容
...等。拉伸加工:使用压板装置,利用凸模的冲压力,将平板材的一部分或者全部拉入凹模型腔内,使之成形为带底的容
...等。拉伸加工:使用压板装置,利用凸模的冲压力,将平板材的一部分或者全部拉入凹模型腔内,使之成形为带底的容
...等。拉伸加工:使用压板装置,利用凸模的冲压力,将平板材的一部分或者全部拉入凹模型腔内,使之成形为带底的容
...用了冲压工艺进行生产,产品冲压的形式有两种:①带/板材冲压②棒材冲压-带/板材冲压-带/板材冲压:主要针对一些空心五金件产品及钣金件的生产-棒材冲压-棒材冲压:主要针对半空心或实心五金件产品的生产冲...
...等。拉伸加工:使用压板装置,利用凸模的冲压力,将平板材的一部分或者全部拉入凹模型腔内,使之成形为带底的容