板料冲孔不用落料(金属冲压加工工艺技术解析)
Posted
篇首语:生活是活给自己看的,你有多大成色,世界才会给你多大脸色。本文由小常识网(cha138.com)小编为大家整理,主要介绍了板料冲孔不用落料(金属冲压加工工艺技术解析)相关的知识,希望对你有一定的参考价值。
板料冲孔不用落料(金属冲压加工工艺技术解析)
冲压,是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而或得具有一定形状、尺寸和性能的零件(冲压件)。
我们小五金产品就是使用了冲压工艺进行生产,产品冲压的形式有两种:①带/板材冲压 ②棒材冲压
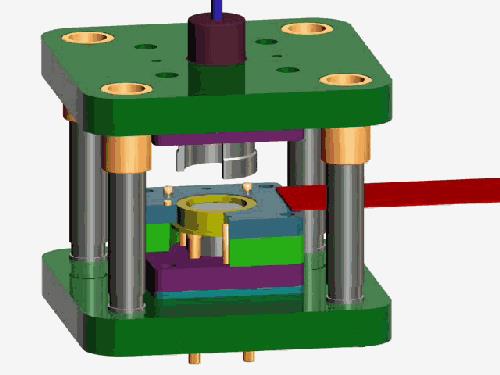
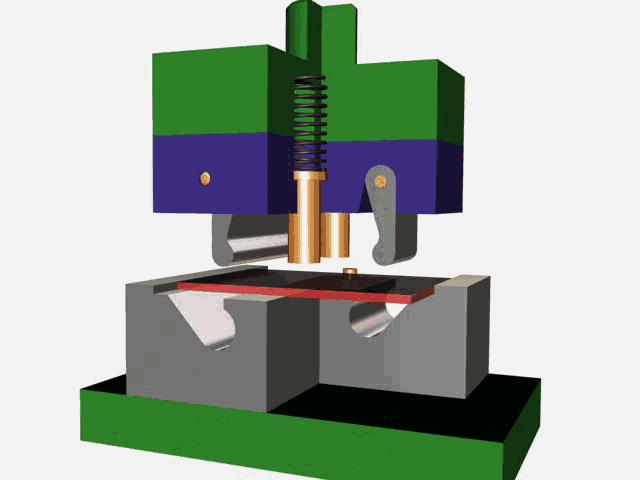
-带/板材冲压-
带/板材冲压:主要针对一些空心五金件产品及钣金件的生产
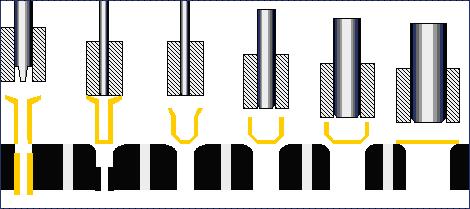
-棒材冲压-
棒材冲压:主要针对半空心或实心五金件产品的生产
冲压工艺在汽车制造行业中有着不可替代的磨灭的地位,特别是汽车车身外壳,外形大件且复杂,曲面空间多,表面质量要求高,因此使用冲压工艺的加工方法来制作这些零件是用其它加工工艺无法比拟的。
冲压工序可分为四个基本工序:
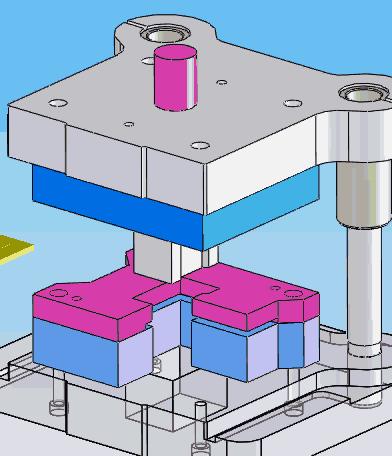
-冲裁-
冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)
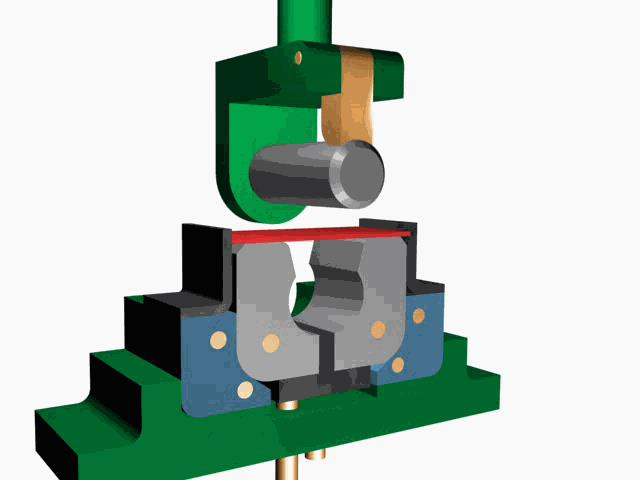
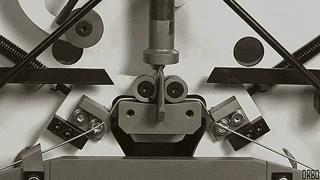
-弯曲-
弯曲:将板料沿弯曲线弯成一定的角度和形状的冲压工序
-拉深-
拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序
-成型-
局部成型:用各种不同性质的局部变形来改变毛坯或冲压件形状的冲压工序(包括翻边、胀形、校平和整形工序等)
冲压工艺的特点:
1. 冲压是一种高生产效率、低材料消耗的加工方法
2. 冲压出的零件一般不需要再进行机械加工,具有较高的尺寸精度
3. 操作工艺方便
4. 冲压件有较好的互换性
5. 用模具批量生产的冲压件成本低
6. 冲压加工能获的强度高、刚度大而重量轻的零件
7. 能制造出其它金属加工方法难加工出的形状复杂的零件
8. 冲压出的产品表面质量好,为后期表面处理工序(如电镀、抛光)提供便利产品推荐
/ 产品推荐 /

产品名:铆钉/RIVET
型号:RT312
尺寸:φ3.80 x H10.10(mm)

产品名:铆钉/RIVET
型号:RT910
尺寸:φ5.05 x H13.20(mm)

产品名:孔盖/CAP
型号:CA220
尺寸:φ63.00 x H20.70(mm)

产品名:扣眼/EYELET
型号:ET256
尺寸:φ9.55 x H11.55(mm)

产品名:扣眼/EYELET
型号:ET436
尺寸:φ25.40 x H6.55(mm)

产品名:底座/BASE
型号:BE197
尺寸:φ20.00 x H6.25(mm)
PS:如想了解更多产品信息,请联系我们
-
以上就是今天我们给大家分享的金属加工工艺中的一种——金属冲压工艺,希望能对你了解同种工艺的产品有帮助。
图 l 网络 & 麦丁丁
文 l Pan
(参考资料源自网络)
相关参考
...重要指落料和冲孔1,弹性变形阶段:当凸模下降到接触板料时凸模开始对板料加压,由于力矩M的存在,使板料产生弹性压缩并有弯曲,凸模施加给材料的作用力没有超过材料的屈服极限时,此时,如果凸模回程,板料即恢复平...
...件。1.冲压工序冲压工序可分为四个基本工序:冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。弯曲:将板料沿弯曲线弯成一定的角度和形状的冲压工序。拉深:将平面板料变成各种开口空心零件,或把空...
...必然从弹、塑性变形开始,以断裂告终。当凸模下降接触板料,板料即受到凸、凹模压力而产生弹性变形,随着凸模下压,模具刃口压入材料,内应力状态满足塑性变形条件时,产生塑性变形,冲件塑性变形从刃口开始,随着切...
方形圆孔落料冲孔件(干货分享:冲压模具结构设计标准化学习资料)
...间关系第二节:一般连续模结构设计标准化第三节:落料冲孔复合模结构设计标准化第四节:脱料板之固定与各模板之间关系标准化的选用可参照供应商之产品目录第五节:扁线弹簧规格选用第六节:导柱与各模板之间的配合关...
液压件加工(板料冲压的“2工序”,冲压成型的“7工艺”,32页PPT介绍冲压)
冲压成型概述冲压指的是通过冲模对板料施以外力,使其产生分离或变形的方法。冲压一般在室温下进行,所以又称为冷冲压。当然,还有一种热冲压,热冲压的板材厚度一般是8-10mm,需要加热才能进行。冲压成型的基本工序包...
液压件加工(板料冲压的“2工序”,冲压成型的“7工艺”,32页PPT介绍冲压)
冲压成型概述冲压指的是通过冲模对板料施以外力,使其产生分离或变形的方法。冲压一般在室温下进行,所以又称为冷冲压。当然,还有一种热冲压,热冲压的板材厚度一般是8-10mm,需要加热才能进行。冲压成型的基本工序包...
废料堵穴 a.落料孔小或落料孔偏位 加大落料孔,使落料顺畅 b.落料孔有倒角 加大落料孔去除倒角 c.刀口未放锥度 线割锥度或反面扩充孔减小直壁位长度d.刀口直壁位过长 反面钻孔,使刀口直壁位缩短...
...小工件加工耗时较长。在数控和激光旁放置工作台,利于板料放置在机器上进行加工,减少抬板的工作量。一些可以利用的边料放置在指
...封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。b.弯曲模
校平压筋机(钣金件模具知识,冲压模具动态图:冲、折、弯、压)
...封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、