松香如何能让它变成液体(波峰焊接工艺设计,暨波峰焊接工艺和设备介绍(一))
Posted
篇首语:世事洞明皆学问,人情练达即文章。本文由小常识网(cha138.com)小编为大家整理,主要介绍了松香如何能让它变成液体(波峰焊接工艺设计,暨波峰焊接工艺和设备介绍(一))相关的知识,希望对你有一定的参考价值。
松香如何能让它变成液体(波峰焊接工艺设计,暨波峰焊接工艺和设备介绍(一))
波峰焊接工艺设计

1. 正确进行波峰焊接工艺设计的重要性
元器件(含PCB)引线(或电极)的可焊性及PCB安装设计的正确性、波峰焊接设备设计的合理性、波峰焊接工艺的正确选择,是构成波峰焊接的三大要素。对于一台功能设计完善的波峰焊接机,其钎接工艺要素应在一定范围内是可调的,而且其控制度能满足正常操作的要求,并具有良好的环保性能。在此前提下,波峰焊接工艺参数的合理选择就是影响波峰焊接质量的关键因素。美国休斯飞机公司的研究人员称:“波峰焊接的成功与否取决于人们对波峰焊接设备的了解及对工艺细节的重视程序……。”因此,掌握波峰焊接工艺的合理设计和参数的正确调控,是确保波峰焊接质量的关键环节之一。
波峰焊接中关键的工艺参数主要是指:上机前的预处理、预热温度、钎接温度、钎接时间、夹送倾角、压波深度、波峰高度、钎料中杂质容限的控制等。
2. 上机前的烘干处理
涂覆助焊剂之前的制造过程中,PCB曾在电镀溶中处理过,如果因其多孔性而吸收了一定数量的溶液与水,那么在高温下进行波峰焊接操作时,将使这些液体汽化,这不仅会使钎料本身产生喷油现象(即波峰焊接时PCB板中的水分蒸发而把钎料从焊缝中喷出),而且还能形成大量蒸汽,这些蒸汽被截留在填充钎料中形成气孔,为了消除在制造过程中就隐藏于PCB中残余的溶剂和水份,故在插装元器件之前,建议对PCB板进行上线前的烘干处理,烘干的温度时间可参见表1-1.

表1-1中所列温度和时间,对1.5mm以下的薄板可选用较低的温度和较短的时间,而对厚板可采用较高的温度和较长的时间。四层以上的PCB板要求采用表中最高的温度和最长的时间。
PCB在上线之前进一步烘干处理对消除PCB制板过程中所形成的残余应力,减少波峰焊接时PCB的翘曲和变形也是极为有利的。
3. 预热温度
3.1 预热的作用
有些专家认为:无论如何强调PCB板焊前适当预热的重要性都不过份,在波峰焊接中,只要在PCB上涂覆助焊剂是不够的,助焊剂还必须在活化温度下在PCB表面上停留足够的时间。该停留的时间和温度是保证助焊剂适当预净化被焊基体金属表面的重要参数,确切的时间和温度要求取决于具体的波峰焊接设备系统。
在波峰焊接工艺中增加预热处理工序,具有下列作用:
(1) 助焊剂在起作用前,需把助焊剂中的酸性活化剂进行化学分解,然后这些具有活性的化学成份与基体金属表面氧化物互相作用,使氧化物从被焊表面消除。因此,必须把助焊剂预热到适化温度才能发生这种反应;
(2) 当被焊件到达钎料波峰处时,助焊剂中的溶剂(发挥性材料)若仍与松香在一起,在此状态下钎接时,钎料槽的热度会使溶剂迅速挥发而引起飞溅,并使焊点产生气孔。预热可以除去过多的挥发物,以把喷溅现象和产生的气体减少到最低程度,从而消除波峰焊接中可能出现的潜在问题;
(3) 使被焊接部件温度逐步增加,从而使波峰焊接过程中对PCB及所安装的元器件所产生的有害热冲击降低到最低程度,缓和了热应力,从而使印制板的翘曲和变形现象减至最小;
(4) 预热处理提高了PCB装配件的焊前温度,这样可就使PCB在与钎料波峰接触时,缩短把被焊件加热到润湿温度所需要的时间,从而可以加快传送带的夹送速度,这不仅提高了生产效率,而且在技术具有减弱焊缝中填充钎料和基体金属之间所发生的过量的冶金现象,抑制PCB板、元器件、塑料零件等热变形现象等优点。理论上讲,润湿过程是瞬时发生的,在润湿温度下一经把熔化的钎料,施加于已被助焊剂净化过了的基体金属表面就将立即发生润湿现象。
3.2 预热温度的选择
3.2.1 使用松香基助焊剂时
目前常用的活性松香助焊剂主要有三种成分:溶剂、松香、活化剂。应当把助焊剂和其中的溶剂区别开。溶剂只起助焊剂的载体作用,其沸点低于钎接温度,而助焊剂本身是热稳定的,例如松香助焊剂,作为溶剂的无水乙醇在达到钎接温度之前就一直在挥发,而松香本身只要不长时间受热,则在较高温度下是稳定的。然而活性松香与上相反,此时松香与无水乙醇两者实际上都相当于溶剂,活化剂的分解温度低于钎接温度,在分解温度下,释放出能净化基体金属表面的腐蚀性卤化物离子。随着温度升高到钎接温度,活化剂分解和挥发,而助焊剂的主要部分则在冷却过程中重新组合生成尽可能无害的残留物。树脂型助焊剂的活性一般从70℃附近开始,超过300℃开始分解和炭化,在合适焊接温度下助焊剂中活性物质表现最强的温度范围为150~260℃。
针对松香基助焊剂的预热温度究竟如何选择呢?美国休斯飞机公司的应用报告称“通常,在电路板有元件一侧的温度预热到71℃~82℃左右,这个最佳温度使助焊剂正好进入钎料波峰之前达到发粘状态。预热温度太低会引起焊料滴落和不能排出气体,从而导致虚焊或产生小孔。预热温度过高会降低助焊剂的流动性,增加钎料和钎接表面的表面张力。这种情况将引起焊料过多(桥连、起粘丝和堆积)等缺陷”。美国学者HOWARD H MANKO给出了PCB板离开预热器时,在层压板上表面测出的温度示于表1-2。我国电子行业标准“SJ/T10534-94波峰焊接技术要求”中给出的参数如表1-3所示。
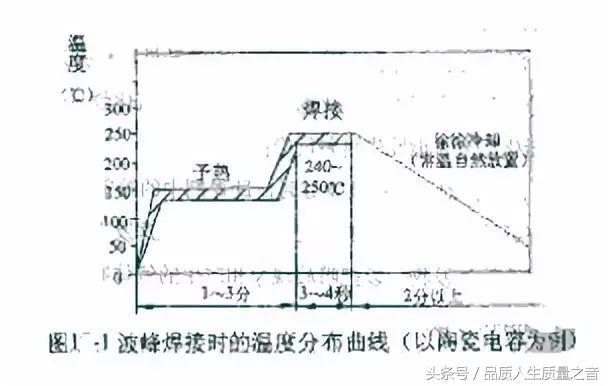
日本松下电子株式会社的石黑 勇针对有SMC/SMD的PCB板预热条件的选择,认为“一般基板的表面130~150℃下保持1~3分钟,如图1-1所示。过高易造成助焊剂硬化,导致焊接性能变差;过低助焊的分解不充分,易引起气体的滞留,形为焊接缺陷的原因”。

表1-2与表1-3给出的预热温度值前者是指在预热区出口处PCB上表面的温度,而后者是指在PCB焊接面上的湿度,表面上看两者存在着差异。实际上HOWARD HWANKO所给出的数据是针对图1-2所示的具有上部加热器的预热器而言的,而后者是在无上部加热情况下给出的,因此两者并无矛盾。

瑞士epm公司通过验证认为,设计合理的预热系统能保证助焊剂的最好活性,它将意味着其内的溶剂(异丙醇、水)将蒸发,在PCB焊接面上的高温(约110℃)将驱动化学活性物质(催化剂),然后松香和其它化学物质变成液体,充分流过PCB整个焊接表面,从而使得焊接区与空气隔开以防止再诱蚀。1.6mm板厚的PCB顶面温度约是85℃。温度测试应在完全无锡或金属的PCB表面进行。当PCB板厚超过或少于1.6mm时,温度将会高或者低,最重要的是PCB下侧面的温度要正确,应接近110±10℃,他们认为该温度对助焊剂中的活性剂与焊接面的基体金属表面的化学反应是最合适的。
有时为了达到较高的温度,或者要求生产速度较高时,还必须采用附加顶部预热器,图1-2所示为美国Hollis公司采用的双温区并附加了辐射式顶部加热器的结构示意。
日本电热计株式会社的井上 喜久雄针对双面环氧树脂覆箔板1.6t(板厚) 在备有三个温区(第一温区为热风辐射复合式,二、三温区是紧相连的辐射式)的预热器预热过程中,测得的PCB上、下两表面所存在的温度差曲线如图1-3所示,两者最大可达25℃。

预热温度是附加热时间、电源电压、周围环境温度、季节及通风状态的变化而变化的。当加热器和PCB间的距离及夹送速度一定时,调控预热温度的方法通常是改变加热器的加热功率来实现。
3.2.2 使用免清洗助焊剂时
由于免清洗助焊剂都采用不含卤素的活化剂,故其活性相对偏弱一些,因此,必须严格控制预热的时间和温度。免清洗助焊剂的预热时间要比松香基助焊略长一些,预热温度也要高一些,这样利用PCB在进入钎料波峰之前活化剂能充分地活化。以北京晶英公司的IF2005助焊剂为例,PCB元件面的温度通常应控制在95~130℃左右焊接效果最好。预热温度偏低时,焊后板面的助焊剂残留物会明显增多。有些功能完善的波峰焊机装备有对PCB移动时间的跟踪系统和预热温度监控系统(例如在钎料槽前面安装有高温计),以便对预热过程进行监测。不同型号的免清洗助焊剂对预热温度的要求可能有些差异,这些数据通常在制造商提供的应用说明书中将会给出。
相关参考
波峰焊是电子产品批量焊接必须要使用的自动化生产设备,其原理是让插装或贴装好元器件的电路板与熔化焊料的波峰接触,实现连续自动焊接。波峰焊接质量与波峰焊接工艺操作步骤有很大的关系,广晟德这里分享一下波峰焊...
波峰焊是电子产品批量焊接必须要使用的自动化生产设备,其原理是让插装或贴装好元器件的电路板与熔化焊料的波峰接触,实现连续自动焊接。波峰焊接质量与波峰焊接工艺操作步骤有很大的关系,广晟德这里分享一下波峰焊...
波峰焊连焊的原因和对策(一文读懂 波峰焊接工艺制程的问题及解决方法分析-合明科技)
波峰焊接工艺制程的问题及解决方法分析-合明科技关键词导读:波峰焊接工艺、助焊剂、锡珠、水基清洗技术前言:对于负责电子设备生产的每一个人而言,在波峰焊接和选择焊接时产生于PCB表面的锡珠都是一个让人非常头痛...
波峰焊连焊的原因和对策(一文读懂 波峰焊接工艺制程的问题及解决方法分析-合明科技)
波峰焊接工艺制程的问题及解决方法分析-合明科技关键词导读:波峰焊接工艺、助焊剂、锡珠、水基清洗技术前言:对于负责电子设备生产的每一个人而言,在波峰焊接和选择焊接时产生于PCB表面的锡珠都是一个让人非常头痛...
...仍是当前电子产品中采用最普遍的一种组装形式。SMT混装波峰焊接技术对工艺参数的要求是相当苛刻。焊接工艺参数选择不当,不但影响焊接质量,而且还会出现桥接、虚焊等焊接缺陷,严重影响焊接质量。广晟德波峰焊分别从...
...仍是当前电子产品中采用最普遍的一种组装形式。SMT混装波峰焊接技术对工艺参数的要求是相当苛刻。焊接工艺参数选择不当,不但影响焊接质量,而且还会出现桥接、虚焊等焊接缺陷,严重影响焊接质量。广晟德波峰焊分别从...
...仍是当前电子产品中采用最普遍的一种组装形式。SMT混装波峰焊接技术对工艺参数的要求是相当苛刻。焊接工艺参数选择不当,不但影响焊接质量,而且还会出现桥接、虚焊等焊接缺陷,严重影响焊接质量。广晟德波峰焊分别从...
...仍是当前电子产品中采用最普遍的一种组装形式。SMT混装波峰焊接技术对工艺参数的要求是相当苛刻。焊接工艺参数选择不当,不但影响焊接质量,而且还会出现桥接、虚焊等焊接缺陷,严重影响焊接质量。广晟德波峰焊分别从...
灯板过炉治具(SMT波峰焊治具、载具、过炉治具清洗实施方案)
...pcb板焊层相互之间机械设备与电气连接的软纤焊。回流焊波峰焊焊接治具究竟该如何清洗维护保养?机械设备长期运行,黏附凝结的松香、助焊剂等有机化学或无机污染物,为了更好地防止PCB的二次污染及确保工艺技术顺利执行...
灯板过炉治具(SMT波峰焊治具、载具、过炉治具清洗实施方案)
...pcb板焊层相互之间机械设备与电气连接的软纤焊。回流焊波峰焊焊接治具究竟该如何清洗维护保养?机械设备长期运行,黏附凝结的松香、助焊剂等有机化学或无机污染物,为了更好地防止PCB的二次污染及确保工艺技术顺利执行...