松下直流氩弧焊机(自动化公司电气工程师工作流程)
Posted
篇首语:宿命论是那些缺乏意志力的弱者的借口。本文由小常识网(cha138.com)小编为大家整理,主要介绍了松下直流氩弧焊机(自动化公司电气工程师工作流程)相关的知识,希望对你有一定的参考价值。
松下直流氩弧焊机(自动化公司电气工程师工作流程)
请支持原创,作者:张旭 工控足迹
在一家体量较小的自动化公司,自动化电气工程师要从项目开始一直负责到项目验收完成。整个项目进程中自动化电气工程师需要完成各个细致的工作。我们按照自动化电气工程师的工作内容盘点各软件以及使用到的工具。
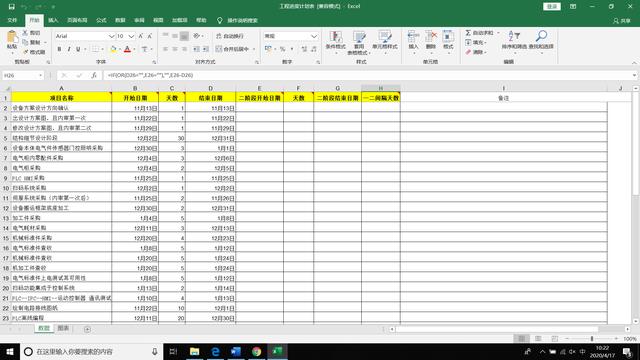
1.从项目立项说起,一般需要开一个项目发布会议,确认项目进度,项目相关人员,项目设计方案。电气工程师需要配合整体项目进度计划,制作出自己项目进度管控的表格。项目进度表可以使用EXCEL制作
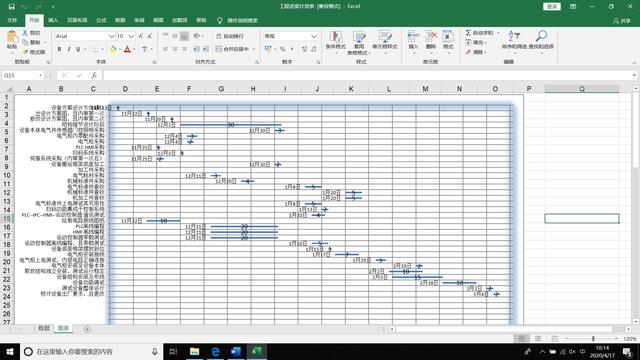
可以看到表格内,任务描述和日期范围。如需修改进度表内容,只需要修改数据内信息,修改后进度表相应内容变更。
2.开完项目发布会议,需要从机械设计人员那里拷贝来设备的3D设计图(打开3D设计图是需要软件的每家公司使用的软件不同,根据公司要求使用不同软件solid works/PROE/UG),
按照设计图将设备功能以思维导图方式描绘出来便于观看修改。思维导图绘制可以使用mind master/Micro soft visio/process on(网站在线)这几款绘制。个人喜欢micro soft visio 离线且免费。下图是mind master软件绘制,此软件7.2.2版本是免费的可以导出图片或其他格式不会加水印,某些版本收费后可以去水印。

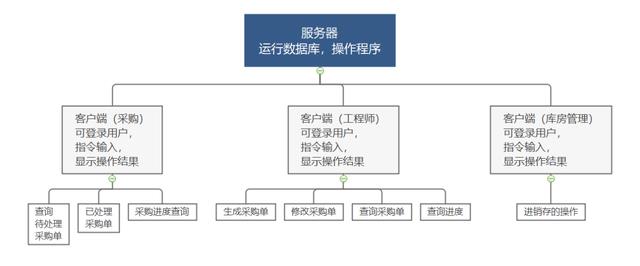
3,初步分析设备功能后,要将项目中采购周期长的标准件列表采购,填写型号,品牌,数量,需求日期。这里就要用到ERP系统。如果公司没有ERP系统,也可以自己制作相对简单实用的ERP系统:ERP的程序运行在服务器,员工电脑上安装自己开发的客户端。数据库使用SQL server2008,服务器上操作数据库的软件使用labview编写,其中包括与客户端建立TCP连接,接收客户端指令将操作结果数据发送到客户端,以及包括与数据库建立连接,操作数据库的指令,生成.EXE文件在服务器上运行。客户端使用labview编写,主动向服务器建立TCP连接,发送操作指令,接收返回数据,生成.EXE文件在客户端运行。不同的岗位人员使用不同功能的客户端.EXE文件。
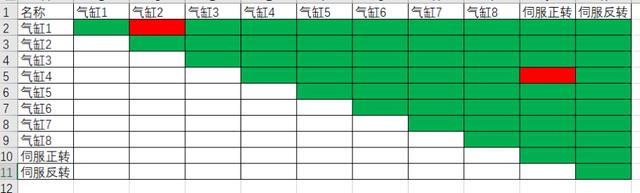
4,长周期标准件采购完成后,需要与机械设计人员核对设备的各个动作部分,相互之间的干涉列表,举例如下。可直接用EXCEL列表,以下举例红色标记为有干涉情况,则需要编程时对干涉情况单独处理。
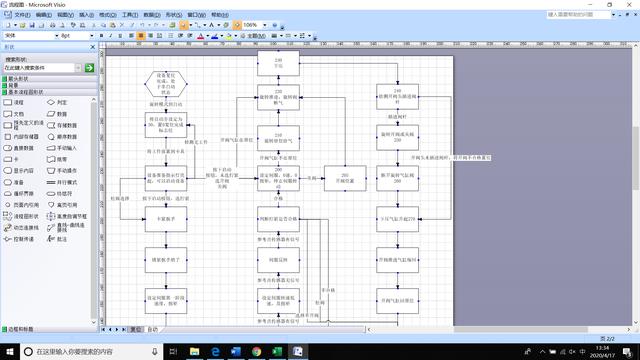
5,之后与机械设计工程师一同理顺,设备复位流程,启动流程,自动流程,关机流程,绘制流程图的软件推荐使用Microsoft Visio/processon。个人认为2013版本之后的Microsoft visio比较好用界面简洁,素材丰富,推荐使用。
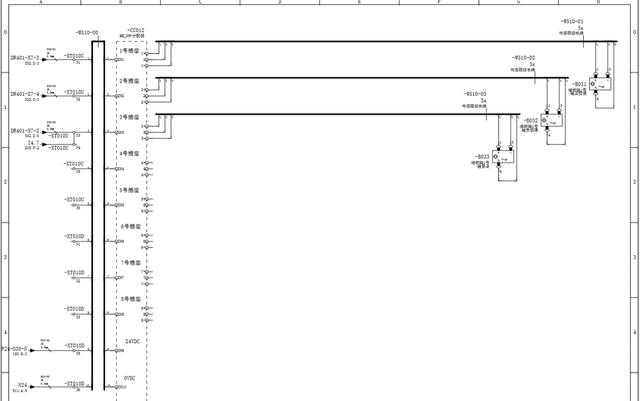
6,搞清楚设备的控制流程就要编制电气图纸了,图纸一般使用CAD/EPLAN(电子行业PCB板使用的软件不去讨论)。CAD应用在很多行业,电气图纸只是其中一个应用方向,此软件上手简单,可以绘制块调用也方便,对于新手比较适合使用,比较于EPLAN修改电路图时工作量比较大,也容易改错图纸。EPLAN软件出线相对晚,专攻电气图纸,所以其功能全部倾向于电气设计人员画电路图,容易导出BOM列表,生成设备接线图,生成电缆图,生成部件表。。。。。。所以画电路图,个人推荐使用EPLAN,用一些时间去深入掌握其功能是有必要的。绘图效果如下
7,出完详细的电路图,需要将图纸中涉及到的电气件全部采购。列表添加到ERP系统下进行采购申请。
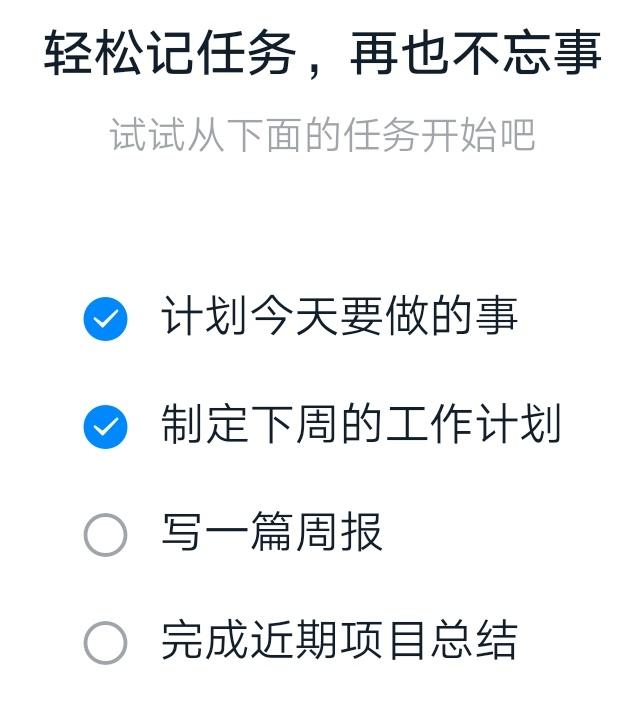
8,采购完成后直到电气件到手是有一段时间的,一般电气件采购周期在2—6周,这段时间要去了解从未使用过的可编程电气设备比如,机械手,PLC,触摸屏,伺服,电缸,泄露测试仪,氩弧焊接机,激光焊接机,读码器,视觉产品,安全扫描仪,可编程安全模块,激光打印机,喷墨打印机,。。。。。需要向供应商索取相关手册,以及培训,官网下载资料,阅读后编制对这些硬件的测试过程,准备相应测试条件。这个过程用到可以添加任务的软件,像 钉钉 就可以很好的应用于此。一个项目会有很多测试的任务,将具体测试过程添加到手机钉钉就忘不掉了。
9,具体测试任务细节计划完成后,在电气元件到货前要对设备PLC触摸屏进行离线编程。这里接涉及到各个品牌(西门子,施耐德,AB,三菱,松下,欧姆龙,基恩士,台达,信捷)的编程软件,及离线测试,使用模拟软件测试。通过模拟软件,可以将离线编写的程序某些功能提前验证完善。

10,电气件(以机械手为例)到手后,按照之前计划好的测试任务进行测试。测试之前需要准备好测试的条件,预约好供应商的技术支持人员时间,准备好应用机械手的具体功能,在培训过程中有目的的学习。并且培训过程中做好录像,以及笔记,有助于后期反复查询,一般培训有时间限制,超出时间是收费的,所以录像记录很重要,录像设备必不可少。并且供应商在现场的同时测试机械手的功能也是很必要的。

11,设备组装后,装配电气柜,以及设备本体接线。此处用到了之前提过的EPLAN/CAD绘制的电路图(原理图/接线图)。

12,设备上电测试,测试初期以单步进行且设备运行速度设定要慢,当设备流程测试顺利后,再将设备提速,连贯运转,过程中记录出现的问题。将每个问题仔细分析出现的过程,推测其发生的原因,预测解决问题的手段,并实施解决,以及设定问题解决得标准,最终验证问题是否解决到指定得标准。
13.依照设备出厂检验标准检验设备是否达到出厂标准。以下为常用出厂标准(自己经验总结)。
代号说明
A 设备外观
B 电气接线
C 机械安装
D 触摸屏操作界面
E 可编程硬件PLC 要求规范
F 设备文档列表
G 设备人性化
H 设备元件失效分析
I 电路图要求
J 设备使用说明书
A1 电气柜颜色无指定时默认RAL7035
A2 落地式电气柜深度默认450以上
A3 设备线槽盖齐全,线槽无尖角
A4 接线盒内接线位置需要有接线空间50mm以上
A5 电气柜需要贴设备铭牌,名字 电 气消耗 自重 生产厂家
A6 阀片需要与图纸一致的标签
A7 气管需要与气路图一致的标号
A8 指示灯,按钮,蜂鸣器有明确标签标识其功能
A9 落地电气柜需要底座,且使用地脚安装于地面
A10 设备喷涂颜色与客户要求一致
A11 工件有油类滴落,需要接油盘,接油盘可放油
A12 手操器需要有位置挂起,放置
A13 落地电气柜,与设备连接的信号线需要重载,或者总线型连接
A14 电气柜内不可以有铁屑
A15 生锈位置需要除锈处理
A16 触摸屏下沿距地面1300mm
A17 焊接位置不可以有裂纹,不可以有沙眼,焊深要足够
B1 电气柜门轴上线缆需要缠绕管防磨
B2 设备卡具必须使用重载形式连接电路及气路
B3 电气柜内主电源开关接线处需要保护罩
B4 接线不能悬挂,线缆不能拖地
B5 主线槽需要用金属线槽
B6 线缆要有线缆标识,与电路图对应
B7 接线盒要有标号,与图纸相同
B8 电气柜安装风扇散热
B9 客户现场湿度温度高需要装电柜空调
B10 运动部件线缆管路需要拖链
B11 传感器使用接头式使用。或者传感器可使用直接出线式,连接至接线盒或者IO模块。原则为更换方便
B12 手操器线缆需要用收纳器束缚
B13 电气柜内必须有漏电保护器
B14 需要设定地址的接口,打标签标识。如DP ETHERNET 地址
B15 线槽不允许方向向下开口
B16 电气柜仅允许主电源直接进柜,其他线缆全部采用快速插拔接头
B17 扎带必需齐根剪断
C1 有机玻璃,的边角位置需要打磨出圆角
C2 轧带需要齐根剪
C3 垂直运动部件急停后不能坠落
C4 非模具金属部件不可以留有尖角
C5 型材需要端盖
C6 需要定位部件拆卸更换位置,需要销孔
C7 碰撞易损坏元器件,需要保护罩
C8 设备螺栓需要紧固,不可以松动
C9 设备平台需要调整水平,水平尺测试
C10 地脚/地脚轮同设备之间需要紧固
C11 可以使用弹垫的螺栓全部安装弹垫
C12 不可以松动的位置,如使用螺栓连接则加注螺纹胶
C13 有平行度/垂直度要求的导轨需要打百分表测量,或者3坐标测量安装效果
D1 包含设备(局部功能)失效设置。例如功能相同的双工位设备,失效其中一个工位,单工位可以继续生产。
D2 触摸屏内各部件名称描述,要与程序描述,图纸描述,一一对应。
D3 触摸屏计数界面,包含:累计完成数量,本班次完成数量,本班次合格品数量,本班次不合格品数量可设定可清零
D4 触摸屏包含相关报警界面,当前报警,报警纪记录。
D5 触摸屏弹出报警编码格式:
A报警, F错误, W 预警,例子:A2030050002 站20,工位30,局部05,报警号0002
D6 包括IO描述界面,指示灯指示IO状态,以及IO文字定义
D7 触摸屏显示时间准确,触摸屏时间引用自PLC时间,可通过触摸屏设定PLC时间
D8 触摸屏报警记录时间准确
D9 带有网络模块的设备,触摸屏需要包含网络上各个子站的通讯状态,红色代表掉线,绿色代表在线
D10 触摸屏内包括手动控制界面,包括气缸(控制伸缩按钮,显示到位指示),伺服(当前位置,当前速度,定位中,定位完成,报警状态,回零完成,任务代号,目标速度,目标位置,JOG,启动定位)
D11 触摸屏界面包含4个区域,顶端包含厂家LOGO+设备名称+当前时间。低端/右端包含切换界面按钮(生产界面,设备参数界面,菜单界面,报警界面,选型界面,产品参数界面,网络状态显示界面)
D12 切换界面按钮,需要在抬起时生效(用以防止界面切换后误操作。
E1 PLC HMI时间一致,读取PLC时间程序块写在1秒中断程序块内
E2 PLC可更换。更换—下载程序—下载产品参数—正常使用
E3 PLC程序内设备参数值,要在启动程序块内直接写入到对应的寄存器。不可以将设备参数数值直接写入到保持型存储区(涉及到更换PLC时要花大精力调试参数,也可能由于断电时间长导致设备参数丢失)
E2可以作为本条的检验方法
E4 变量注释规则:变量类型+变量地址_描述。
F1 设备文档命名皆以合同设备名称开头
F2 可设定参数元器件,需要保存参数,操作手册
F3 可设定拨码开关的元器件,需要保存开关设置,保存操作手册
F4 需要交付设备OEM文档
F5 提供PDF版本设备电路图
F6 提供设备气路 液压 管路图
F7 提供编程软件版本编号,如:
TIA portal V15
OFFICE 2016
Solid works 2017
F8 提供程序文件,PLC HMI 工控机程序文件
F9 BOM list提供
F10 备件列表
F11 易损件列表
F12 3D图纸文件
F13 设备维护保养手册
G1 站姿操作平台高度调整为930—980mm
G2 坐姿操作平台高度调整为730—780mm
进腿:高度650—690,深度300,宽度500
G3 手动工位宽度800mm以上,工件尺寸较大则工位宽度视工件增加
G4 操作工操作区域与设备运动危险区域需要有安全装置。如:安全门,安全光栅
G5 触摸屏安装高度,触摸屏底边距地面1300mm
G6 操作人员搬运的工件重量超过5kg需要配备助力装置
G7 操作人员位置噪音应低于80分贝
G8 上料高度控制在500—1200之间
G9 有粉尘烟气产生的设备需要配备烟尘处理装置
G10 操作员使用的工具要有指定位置安放,原则方便取放,不易丢失
G11 液压设备,要有接油槽或者接油盘,便于定期清理
G12 设备型材配置扣条,便于设备清理工作
G13 设备提供电源接口,便于操作人员使用
H1 设备传感器失效分析,失效导致的结果,针对失效的措施。
(包括传感器断线,传感器信号一直保持某种状态,传感器偏差)
H2 设备执行机构失效分析
(如运动部件卡死)
I1 目录 D0001
I2 主电路D0101
I3 控制电源 D0202
I4 安全回路 D0301 安全门 急停 光幕
I5 PLC 总图 D0401 模块布局 网络布局 各个模块
I6 TB接线盒电路图 D0501
I7 各个工位输入输出传感器 气阀等 D0601
I8 驱动器 机械手 视觉等 D0701
I9 安装板布局 电气柜开孔图 D2001
I10 电路图归档格式为PDF
I11 电路图包括目录
I12 电路图包括原理图
I13 电路图包括安装板布局
I14 电路图包括设备布局
I15 传感器标识:LS极限开关 ,PX接近开关,PH 光电开关,RS气缸传感器 PS 压力传感器 例子:PX010I0.0
I16 接线盒进线出线清楚
I17 多芯线要有线缆号,例子:W100-01
I18 电路图包括部品列表 型号,位置,数量
I19 包括端子连接图
J1 设备总览
J2 设备功能描述
J3 HMI 操作界面使用描述
J4 工控机界面使用描述
J5 设备电气柜清洁保养描述
J6 设备运动部件保养
J7 设备需要主要清洁部位描述
J8 设备易损件更换过程描述
14.检验完成后,设备按照设计的拆分位置拆解设备,分体打包发货。
15,设备到达客户现场后,按照设备设计图组装好后,测试生产状态,解决现场出线的问题,知道设备验收。
以上完成了自动化公司电气工程师工作流程描述。
相关参考
普耐尔焊机(你会使用逆变式交直流氩弧焊上的这些功能开关和旋钮吗?)
上面这台焊机就是我平时使用的逆变式交直流氩弧焊机。现在我以这台焊机为例给新手做个讲解。WSME——315。W表示钨极氩弧焊。S表示带手把焊。M表示有脉冲功能。E表示交流。315表示本机额定功率。就是说,这是一台交直流带...
氩弧焊能焊铸铁吗(你会使用逆变式交直流氩弧焊上的这些功能开关和旋钮吗?)
上面这台焊机就是我平时使用的逆变式交直流氩弧焊机。现在我以这台焊机为例给新手做个讲解。WSME——315。W表示钨极氩弧焊。S表示带手把焊。M表示有脉冲功能。E表示交流。315表示本机额定功率。就是说,这是一台交直流带...
松下氩弧焊机(6月25日苏州共同分享钣金企业面对新形势感想)
“2021第四届华东钣金企业面对新形势交流大会暨第三届钣金自动化成形技术论坛”将于6月25日在苏州举行。天津金港华、日立电梯、贵翔精密等做行业报告。发那科、百超钣金数字化工厂、智能制造成形讲座,详情如下:天津...
开元直流脉冲氩弧焊机(八鱼镇2020年“春风行动”网络招聘岗位信息(第一期))
当前正处于新型冠状病毒感染的肺炎疫情联防联控关键时期,为了有效减少人员聚集,防止疫情扩散和蔓延,确保辖区用人单位和求职应聘人员的健康安全,原定2月2日举办的“2020年八鱼镇春风行动暨就业援助月招聘洽谈会”暂...
焊薄铝用什么焊机最好(代表氩弧焊技术最高水平的交直流氩弧焊机 以及铝合金的焊接特点)
交流氩弧焊机集成了直流氩弧焊功能和脉冲功能(315款),为输出交流电流必须进行二次逆变并对输出波形进行复杂的控制,可以说,多功能氩弧焊代表了氩弧焊技术的最高水平。多功能氩弧焊机普遍用于铝及铝合金或者铝制工...
焊薄铝用什么焊机最好(代表氩弧焊技术最高水平的交直流氩弧焊机 以及铝合金的焊接特点)
交流氩弧焊机集成了直流氩弧焊功能和脉冲功能(315款),为输出交流电流必须进行二次逆变并对输出波形进行复杂的控制,可以说,多功能氩弧焊代表了氩弧焊技术的最高水平。多功能氩弧焊机普遍用于铝及铝合金或者铝制工...
激光焊机能不能焊薄铝板(代表氩弧焊技术最高水平的交直流氩弧焊机 以及铝合金的焊接特点)
交流氩弧焊机集成了直流氩弧焊功能和脉冲功能(315款),为输出交流电流必须进行二次逆变并对输出波形进行复杂的控制,可以说,多功能氩弧焊代表了氩弧焊技术的最高水平。多功能氩弧焊机普遍用于铝及铝合金或者铝制工...
激光焊机能不能焊薄铝板(代表氩弧焊技术最高水平的交直流氩弧焊机 以及铝合金的焊接特点)
交流氩弧焊机集成了直流氩弧焊功能和脉冲功能(315款),为输出交流电流必须进行二次逆变并对输出波形进行复杂的控制,可以说,多功能氩弧焊代表了氩弧焊技术的最高水平。多功能氩弧焊机普遍用于铝及铝合金或者铝制工...
手提直流氩弧焊机(2022焊工(中级)特种作业证考试题库及答案)
题库来源:安全生产模拟考试一点通公众号小程序2022年焊工(中级)考试练习题为焊工(中级)上岗证题库全真模拟题!2022焊工(中级)特种作业证考试题库及答案依据焊工(中级)考试教材。焊工(中级)全部考试题库随时...
氩弧焊机与等离子切割机什么区别(东升科技带你走进电焊机小世界)
首先,作为东升科技的在线知识小编,怎么能不带大家了解一下我们的公司呢,接下来跟着小编一起走进东升吧!上海东升焊接集团有限公司是国内研发和制造各类焊割电源设备及成套设备的集团化企业。公司占地面积10万平方...