村田数控冲床3000报警大全(村田No21C-S型全自动络筒机常见故障及解决方法)
Posted
篇首语:旦旦而学之,久而不怠焉,迄乎成。本文由小常识网(cha138.com)小编为大家整理,主要介绍了村田数控冲床3000报警大全(村田No21C-S型全自动络筒机常见故障及解决方法)相关的知识,希望对你有一定的参考价值。
村田数控冲床3000报警大全(村田No21C-S型全自动络筒机常见故障及解决方法)
络筒是织前准备的第一道工序,其目的是改变卷装的形式,增大卷装容量,清除纱疵与杂质,提高纱线品质。络筒的要求是卷装成形良好、无疵点;纱圈排列均匀、无重叠,利于退绕;卷绕张力、密度符合工艺要求,接头良好,卷绕长度一致。托盘型自动络筒机1台设备配套1套盛纱盘(或“管纱准备库”),对托盘内盛放的管纱进行整理,提高了络筒的自动化程度。日本村田公司推出的No.21C-S型全自动络筒机,最高络纱速度可达2200 m/min,且增加防飞管装置,使设备的性能进一步完善。

原理及常见故障
No.21C-S型全自动络筒机主要由单锭装置、21D落纱机、CBF机构和管纱喂入器、升降机等组成。
由管纱供给装置送出的管纱,通过喂给罗拉逐个送到推板上,当在滑槽部检测到有托盘时,推板开始工作,将管纱推到滑槽等待位置,此时由顶、底部判别探杆检测管纱方向,当管纱底端(大径部位)穿过管纱顶、底部判别探杆时,管纱顶、底部判别传感器停止动作;当管纱顶端(小径部位)穿过管纱顶、底部判别探杆时,管纱顶、底部选择杆根据判断进行动作;顶、底部选择杆会选择管纱下部外径一方打开放出管纱,当CBF机构停止动作时,管纱顶、底部关闭,当推板出现动作周期超时报警或推板上部堵塞报警时,管纱顶、底部选择杆常开。
01
管纱供给机构
原理
供给机构送出管纱,管纱通过喂给罗拉被送到推板上,当在滑槽部检测到有空托盘时,推板开始工作。推板将管纱推到滑槽等待位置,此时由顶、底部判别探杆检测管纱的方向;在推板收回时,管纱落向托盘由顶、底部选择杆检测并改变方向,确保管纱底部通过漏槽先落下插入托盘,送入传送带。
推板夹管纱
在驱动气缸作用下,托盘向前移动,在1个管纱未送出的情况下,喂给罗拉又将另外1支管纱输出,此时会有2~3个管纱同时输出被夹在推板与管纱滑槽支架处。
原因分析
a)推板上的2个管纱传感器位置调节不当,未能及时发出罗拉开始或停止旋转信号。
b)喂给罗拉被废纱缠绕。
c)推板动作检测传感器故障,未能及时发出推板动作或停止信号。
d)管纱顶、底部判别传感器故障,无法向选择杆气缸发出动作信号。
排除方法
检查并调节推板上的2个管纱传感器位置,使反射板捕捉到传感器发出的信号,判别有无管纱经过喂给罗拉,及时控制喂给罗拉运行或停止;清理喂给罗拉缠绕的废纱;调节好推板动作检测传感器,及时发出推板动作或停止信号。调节管纱顶、底部判别传感器与连杆进出及高低位置,根据管顶及管底直径的大小及时检测并传输信号以保证选择杆气缸动作,让管底朝下落入滑槽并插入空托盘(大小头判别标准,是以纱的小头离探测杆2 cm、大头碰撞探测杆为标准)。
02
CBF机构
原理
CBF机构由圆带、切刀、吸纱管、传感器等组成,其中任何一处有问题均导致整台车锭子不运行;托盘到达落纱口时,把纱管固定在托盘上,经过旋转剪刀去除纱体表面较大的回丝,再经过切刀口切割纱体找出纱头部位,最后到达吸纱口,把纱头固定在纱管口并送达各个锭位。
常见故障及排除
笔者所在分厂纺C 14.6 tex品种,由于飞花较多,皮带夹回丝也多,必须保证CBF机构各部位洁净,需要保全工勤处理、勤吹车,一般1周擦1次车。当托盘进入旋转切刀,旋转5~8圈(可设定)后,进入切刀,然后再到吸风管位置找头,吸风管离纱管10 mm,找到头即时送达单锭;未找到头的进入第二道,重复找头,找到头的送到单锭,未找到头的送达拔管器由人工处理,影响设备生产效率。
03
捻接装置
原理及常见故障
捻接失误率是反映捻接和上纱失误的综合参数。捻接失误率过高时,大吸嘴重复无用功,容易出现连续剔出管纱的问题。造成捻接失误率增加的原因有以下方面。
a)光电式纱线传感器积灰或附花过多。传感器始终检测到有纱存在,大吸嘴一直动作,造成系统中的捻接失误率高。
b)大吸嘴负压过低,吸风道积花回丝多,影响风力,无法吸入纱线。
c)大吸嘴与管纱隔距过大,无法吸到纱线,造成捻接失误。
d)车间相对湿度过大,纱线的粘附力增强,紧贴在筒纱表面,无法吸到捕捉到的纱线断头。
e)插纱锭子位置不对,造成跟踪式气圈控制器(Bal-Con)不下降。
解决方法
每个工作日对纱线传感器进行清洁,以每周对筒纱隔距、大吸嘴接近度调整1.5 mm~2.5 mm为宜;自动络筒的相对湿度应低于普通络筒的控制标准,当相对湿度大于75%时,捻接失误率明显增高,一般相对湿度应控制在约70%;清除大吸嘴沟槽内的积花或灰尘;及时清理小吸嘴通道内的回丝;调整插纱锭子的位置,保证气圈控制器感光点随纱线的退绕而下降。
Bal-Con跟踪气圈环积花或表面杂质,会造成退绕送管误动作;应定期清理飞花,调整锭子固定托盘位置,使跟踪器缓慢下行,减少断头或不断头。
04
自动落纱机故障及排除
自动落纱机的使用,大大减轻了值车工的劳动强度,筒纱纺满后,自动落纱机自行落纱、生头,提高了生产效率和产量。
自动落纱应满足3个条件:① 存放管架上必须有空管(最多不能超过3只);② 输送带上无障碍;③ 输送带复“零”位。
有时抓手抓纱管失误会报警,值车工不应使劲推落纱机,这样会使机器错位、抓手折断,须用手动模式使机器恢复零位,再进行操作。
05
清纱器故障代码及排除
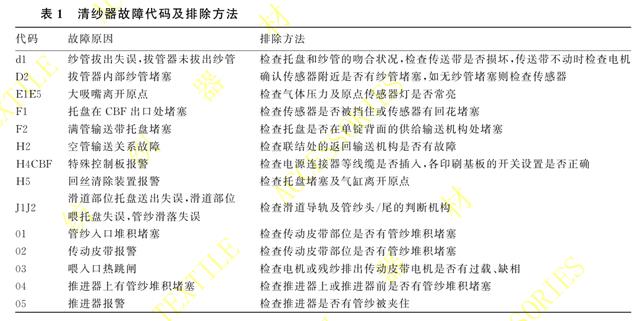
清纱器是络筒机重要组成部分,笔者所在分厂配套乌斯特3代电子清纱器,用于检测、清除纱线中的有害异纤或污染纱。要求清纱器通道必须干净,每次擦完车用Zippo油或清纱器油擦拭,以保证通道干净。清纱器故障代码及排除方法见表1。
提高No.21C-S型全自动络筒机的生产效率必须从单锭维护出发,做好日常积花清洁、缠回丝清理及CBF装置、清纱器、剪刀、传感器、气缸、捻接器的检查和校正等工作,在提高挡车工看台水平和维修工维修技术水平上狠下功夫,充分发挥No.21C-S型全自动络筒机的“全自动”优势,保证其效率提高到86%以上。
本微信节选自《纺织器材》2022年第1期《村田No.21C-S型全自动络筒机常见故障及维护》部分内容,全文请后台留言索阅。
欢迎投稿,欢迎订阅。
投稿邮箱:fzqc@vip.163.com。
订阅方式:拨打029-33579905或后台留言

本文为“纺织器材在线”专稿,转载请注明出处!
相关参考
日本村田2048数控冲床(市劳动模范⑯∣朱军:在工作中精益求精做到最好)
...09年9月因公司钣金事业部业务扩展,公司引进第一台日本村田M2048LT数控机床。朱军全面配合机床的安装与调试,在短短半个月时间内熟练地掌握机床
村田数控冲床编程技巧(隆兴电信,正为中国5G、大数据建设提供强力支撑)
(广告)王全意宁波隆兴电信设备制造有限公司副总经理在5G技术及大数据快速发展的当下,关键设备的选择对企业来说至关重要。为了赶上这波红利期,宁波隆兴电信设备制造有限公司在设备选型及投入方面的力度,足以见得...
村田数控冲床价(青岛大学材料科学与工程学院“逐梦乡野,绿动东营”实践团赴东营市调研)
大众网·海报新闻记者李欣通讯员王浩堃东营报道7月24日至27日,青岛大学材料科学与工程学院“逐梦乡野,绿动东营”实践团来到东营市进行实地调研活动。为深入了解我国滨海和河口湿地环境保护与生态建设国家战略科技需...
精品二手数控冲床数控转塔冲床廊坊静德主营品牌有金方圆亚威台励福扬力德国通快日本村田日本天田等品牌
村田电感(MURATA村田电感产品知识由一级代理分销经销通路供应商提供产品)
MURATA村田电感产品知识由一级代理分销经销通路供应商提供技术支持日本村田Murata是国际知名的贴片电容、电感生产厂家,其电感品质非常高,目前国内手机等行业都采用其贴片电感。本文将详细介绍村田电感产品及其特点。有...
村田热敏电阻(目前市场上温度传感器的工作原理?如何测量好坏?有哪些厂家?)
温度传感器就是传导温度作用的,原理就是利用NTC热敏电阻芯片温度和电阻一一对应的关系,通过传导电阻来实现温度传感的。但我们要先区分这二个名词区别:NTC热敏电阻,包含功率型NTC和温度传感型NTC,NTC温度传感器是一种...
村田电容长期现货(立足功率电感多元化布局,村田进一步加码被动元件市场)
...电子产品背后的元器件很多都是由日本厂商制造的,就拿村田制作所来说,作为最早研发电子元器件的厂商之一,村田生产的陶瓷电容、滤波器、射频元件等众多产品为手机、电脑、家电等电子设备带来了“内部革新”。村田在...
村田配件(村田制作所:将于2019年1月至4月上调MLCC价格)
根据日本产经新闻的最新消息,村田制作所11月29日在东京都内召开了事业说明会,表示MLCC在世界上一直处于缺货状态,将于明年1月至4月上调MLCC价格,这是自2016年以来村田的第三次涨价。在事业说明会上,村田制作所发表了202...
来源:内容来自半导体行业观察综合,谢谢。<
...器据麦姆斯咨询介绍,作为射频(RF)前端的领导厂商,村田(Murata)凭借其射频分立器件和射频模组产品在2019年占据了全球约四分之一的市场份额。村田拥有大量客户,产品应用广泛,可以满足各种智能手机的射频功能需求,...