材料扭转机(斗轮机用10kV扁电缆)
Posted
篇首语:学而不思则罔,思而不学则殆。本文由小常识网(cha138.com)小编为大家整理,主要介绍了材料扭转机(斗轮机用10kV扁电缆)相关的知识,希望对你有一定的参考价值。
材料扭转机(斗轮机用10kV扁电缆)
摘 要:本文分析了斗轮机电缆的应用环境,并以常用的GKFB-8.7/10kV 3×35+3×16/3型斗轮机的研制过程为例,对斗轮机电缆进行了设计,分析了斗轮机电缆试制过程中应注意的关键工艺点和注意事项,并对斗轮机电缆的研制进行了总结。
关键词:斗轮机 中压 扁电缆
斗轮机是现代化工业大批量粒状物料连续装卸的高效输送设备,广泛应用于港口水运、矿产开掘、发电工业、水泥工业等粒状散料存储料场的堆取作业。斗轮机的大型化、自动化方向发展需要更大的输入和输出功率,其使用的电力电缆也随之向高压化方向发展。由于电缆使用在露天环境且弯曲频繁,要求具有柔韧性、较高的耐电压性能、抗拉和耐外力损伤性能、耐环境老化性能及良好的阻水性能和较好的阻燃性能,更要保证电缆的使用寿命,保持电缆在移动状态下结构稳定,在外力作用下结构稳定和零位移。

根据上述的特殊要求,综合用户的需求,对电缆的开发过程进行论述。从电缆结构设计,制造工艺控制及原材料选用等多方面综合考虑产品的设计定型。
一、电气运行要求
电缆的电气运行要求见表1。

二、产品设计
图1是斗轮机电缆结构示意图。电缆采用扁平状结构, 由3根绝缘线芯依次排列,绝缘线芯由导体绕包半导电带、挤包绝缘层、绕包半导电带、加金属屏蔽构成,3根绝缘线芯平行排列通过挤橡机挤出护套并加入加强件组成。以下着重从电缆的各个结构组成部分详细论述。
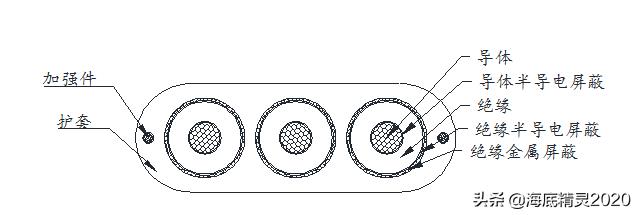
图1 斗轮机电缆结构示意图
1.导体
由于斗轮机用中压扁电缆需要着重考虑到导体的柔软性和力学性能,耐潮湿性能和可焊性,导体采用GB /T 3956 中第5 种镀锡铜导体。
2.导体半导电屏蔽
由于导体表面会存在一定程度的缺陷,为防止因导体表面不光滑、不圆整等因素引起的尖端放电现象,在绞合成型的导体表面绕包半导电屏蔽层,半导电层应均匀地包覆在导体上,并通过模具压实,确保导体屏蔽表面光滑、圆整。
3. 绝缘
乙丙橡皮具备很好的电绝缘性和良好的耐湿性,选用高压乙丙橡皮混合物作为电缆绝缘层。参照GB/T 12706.2-2008标准的规定,8.7/10kV乙丙绝缘厚度绝缘标称厚度4.5mm[1]。考虑电缆频繁移动及环境条件苛刻,加大了电缆的绝缘厚度,电缆绝缘厚度设计值为平均厚度≥5.0mm,最薄点控制在4.5mm以上,同时任一断面上的绝缘偏心度≤10%。以确保绝缘电气性能达标,并适应在恶劣的工况条件下运行。
4.绝缘半导电屏蔽
电缆的绝缘屏蔽层设计为绕包型半导电屏蔽层,绕包搭盖率控制在15%以上。
5.金属屏蔽
由于绝缘半导电和金属屏蔽共同起着吸附游离杂质和对外界电场的屏蔽作用,斗轮机电缆的绝缘金属屏蔽设计采用金属/高弹性模量纤维编织结构,按照电缆的要求对地线截面的要求来选择编织铜丝的直径,并采用镀锡软铜丝,编织金属/纤维相结合的组合屏蔽结构,金属编织屏蔽还可以兼作地线。金属屏蔽采用镀锡铜丝编织,编织丝的直径不小于0.20mm;由于编织单丝交叉绞入较多,物理截面不能达到有效的电气截面,每根绝缘线芯编织层的计算截面不小于5.5mm2,以确保屏蔽兼做地线电气截面的有效性。同时与金属编织的高弹性模量纤纤维起着加强电缆强度的作用,纤维三根绝缘线芯分别采用黄、绿、红三种颜色,对电缆的相序进行区分。
6 .电缆护套
氯丁橡胶的硫化胶强度高,弹性良好,耐氧和耐臭氧老化,耐低温且耐油,非常适合斗轮机电缆的外护套。因此斗轮机电缆外护套设计选材为符合GB 7594.7标准规定的氯丁橡皮或的类似材料。根据电缆的阻燃特性要求,护套的氧指数应在38以上。标称厚度设计为4.0mm,任一点的最小测量厚度应不小3.0mm。两根绝缘线芯之间的隔离护套厚度的设计值≥3.0mm,以确保绝缘线芯之间的屏蔽不互相接触,屏蔽独立。起加强作用的钢丝绳和绝缘线芯之间的护套也保持在3.0mm以上。
7. 钢丝加强件
加强用的钢丝绳在护套挤出时,通过模具镶嵌于护套内,钢丝绳直径在2.5~3.0mm,钢丝绳外表面无油污,无断丝等质量缺陷。
三、关键工序的工艺控制及质量保证
斗轮机电缆的生产工艺流程为:导体:5类镀锡铜导体(束丝→股绞合)→包带:半导电带→绝缘:乙丙绝缘(硫化)→包带:半导电带→金属编织:镀锡铜→包带:无纺布绕包→护套:氯丁橡皮混合物+钢丝绳(硫化)。下面对导体束丝和绞合工序和橡胶混炼及挤橡工序等关键工序工艺控制和工装模具的进行分析并提出保障措施。
1.导体束丝和绞合工序
导体是斗轮机电缆的核心,电缆扭转时会对导体施加扭力,要维持导体结构稳定必须始终保持原始的整体结构,相邻绞合层之间应保持紧密接触,不发生相对位移,故斗轮机电缆股线绞合相邻绞合层采用相同的绞合方向。
导体束丝单丝采用0.5mm直径的镀锡铜单丝,为确保导体韧性和硬度的适中,导体伸长率控制在25%~28%比较适宜。束丝时张力均匀(张力以单丝抗拉强度的30%为宜),单丝排列顺序得当,依次通过设备穿线孔,绞合股线圆整,无跳丝。股线绞合时同样股线张力均匀,结构排列合理。股线要求绞合密实,外表圆整密实,在试制过程中,反复试验,最终采用紧压导体用的紧压模具进行压缩。
2.橡胶混炼及挤橡工序
橡皮的混炼工序在电缆生产中起着举足轻重的作用,橡胶在混炼前,须保持密炼机等相关设备清洁,不得附着任何杂质形式的杂物和异物,存放橡胶原料和成品及设备周围的场地需用清水冲洗干净,并保持地面干燥。在绝缘胶混合过程中,做好现场环境的清洁和保持工作,保证绝缘混炼胶的洁净。根据配方工艺选购符合要求的原材料,混炼的原材料必须按照配方工艺的规定的顺序分批投放在密炼机中[2]。
在绝缘和护套挤出开机准备时,应将螺杆、模具、机头等部位清理干净;绝缘线芯的绝缘挤制过程中,要注意现场环境清洁,严格按工艺卡片和操作规程生产,以保证绝缘线芯挤出质量。开机时调整好悬垂终点控制器确保绝缘线芯或护套不擦管。
挤出的绝缘和护套表面圆整、光滑、紧密,其横断面无肉眼可见的砂眼、杂质和气泡以及未塑化好和焦化等现象
3.工装模具
生产橡皮扁平电缆时,由于橡胶的粘弹体特性,会使模套口扁平形中间的压力最大,流量加快,膨胀,使产品造成凸肚现象。本次试制对挤出模具进行了改进,模具示意图见图2。模芯锥形孔与多个开孔内侧和外侧之间有弧形过渡面,喇叭口形孔与腰形孔之间也分别有弧形过渡面,流道光滑,无死角,与模芯配合使用时,可形成稳定的挤出压力,流道里任何部位的出胶量相对均等,起到了挤出层平整密实的作用,保证了塑料挤出过程中的流动畅通性,使得挤出的护套厚度均匀。且绝缘线芯和护套结合紧密,不宜产生滑移和扭曲[3]。
模芯锥形孔与多个开孔内侧和之间具有弧形过渡面也保障了绝缘线芯通过的顺畅,不卡顿,利于3个线芯之间张力均匀性。同时护套挤出时,三个绝缘线芯采用三个独立的主动放线架,放线时三个绝缘线芯张力保持恒定且相等。确保斗轮机在使用时受力均匀,不宜产生滑移和扭曲变形。
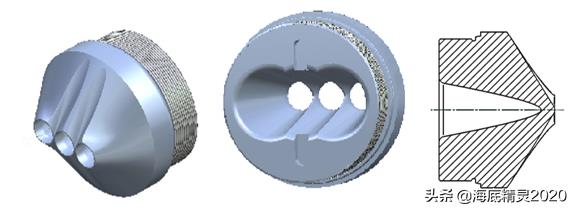
图2 模具示意图
四、电缆性能
1. 电缆机械性能试验结果
在产品试制完成后电缆关键的机械性能技术指标及试验结果如下:
绝缘按GB/T 2951.11进行了强度试验,抗拉强度10.5 N/mm2,断裂伸长率268%,老化后抗拉强度和断裂伸长率变化率分别为8%和-6%,按GB/T 2951.21在250 ℃下,时间15 min,负荷 20N/ cm2的试验条件下,最大伸长10%,冷却后永久变形0%。
护套按GB/T 2951.11进行了强度试验,抗拉强度15.2 N/mm2,断裂伸长率356%,老化后抗拉强度和断裂伸长率变化率分别为7%和-9%,按GB/T 2951.21在200 ℃下,时间15 min,负荷 20N/ cm2的试验条件下,最大伸长30%,冷却后永久变形10%。
按MT 386进行成束燃烧试验,碳化部分高度为1.0米。
产品外形尺寸为89.0×31.2mm。
2. 成品电气性能试验结果
在产品试制完成后按GB/T 3048进行成品电气性能试验。20℃导体直流电阻测试结果为0.518Ω/km, 线芯绝缘电阻为1050 MΩ·km,在设备灵敏度小于等于20pC下未见可见放电,在工频22kV时间15min耐压试验下电缆未击穿。
五、小结
本文所述斗轮机电缆产品结构对称,屏蔽良好,性能优良,也可以适用于电力、冶金、石油化工、矿山、水泥、船舶工业、港口等有关行业的相关场所的取堆作业及上述场所的变频动力系统。随着材料技术的进步,电气成套系统的发展,也可以考虑对斗轮机电缆的性能进行进一步的提升。例如:采用三层共挤的橡皮生产线,实现导体半导电屏蔽,绝缘和绝缘半导电屏蔽一次挤出成型,进一步提高绝缘的电气性能;TPU强度高,弹性好,因此斗轮机电缆也可以考虑选择TPU作为电缆的外护套;芳纶纱可以对电缆本体形成增强保护,也可以提高电缆的柔韧性,必要时也可考虑采用芳纶纱的编织加强;随着系统的升级,斗轮机电缆还可以复合携带控制电缆或光纤用于系统通信。
参考文献
[1] GB/T 12706.2-2008,额定电压 1kV(Um=1.2kV)到 35kV (Um=40.5kV ) 挤包绝缘电力电缆及附件 第 2 部分:额定电压 6kV(Um=7.2kV)和 30kV(Um=36kV)电缆[S].2008.
[2] 匡松文,唐世国. 12/20kV 高压屏蔽乙丙橡胶绝缘盐 湖用软电缆研制[J].电线电缆, 2010(02):30-32.
[3] 荔建 荣. 加 强 型复 合 扁 电 缆 的 挤 出 模 具 : 中 国 , 2013200429234 [P].2013-08-07.
[4]GB/T 2951.11-2008,电缆和光缆绝缘和护套材料通用 试验方法 第 11 部分:通用试验方法——厚度和外形尺寸测 量——机械性能试验[S].2008.
[5]GB/T 3048-2007,电线电缆电性能试验方法[S].2007.
本文刊登于《安徽科技》
相关参考
...表面不光滑,会造成电场集中。在导体表面加一层半导电材料的屏蔽层,它与被屏蔽的导体等电位并与绝缘层良好接触,从而避免在导体与绝缘层之间发生局部放电,这一层屏蔽为内屏蔽层;同样在绝缘表面和护套接触处也可能...
...表面不光滑,会造成电场集中。在导体表面加一层半导电材料的屏蔽层,它与被屏蔽的导体等电位并与绝缘层良好接触,从而避免在导体与绝缘层之间发生局部放电,这一层屏蔽为内屏蔽层;同样在绝缘表面和护套接触处也可能...
扁铜线和圆铜线的区别(10kV配电变压器(台变及箱变)基础知识,值得收藏)
导读配电变压器,简称“配变”。指配电系统中根据电磁感应定律变换交流电压和电流而传输交流电能的一种静止电器。配电变压器通常是指运行在配电网中电压等级为10-35kV(大多数是10kV及以下)、容量为6300KVA及以下直接向终...
扁平电缆从工业原材料的冶炼,经过产品的设计、试制、到成品的批量生产、测试、使用和集成,甚至发展到产品的回收和再生利用,是一个复杂的过程。电和电磁波的产生、应用和传输,都离不开扁平电缆作为连接和传输...
热缩电缆头和冷缩电缆头区别(冷缩电缆终端头及冷缩电缆中间头的制作工艺)
...层时,切口要平齐,无毛刺和凸缘,避免损伤和刺穿冷缩材料。3、凡接触密封材料的部位,应仔细清洗打磨,去除油污以确保密封效果。4、切割冷收缩管时,应用胶带固定,然后环切,严禁轴向切割;切口要平整,不应有
热缩电缆头和冷缩电缆头区别(冷缩电缆终端头及冷缩电缆中间头的制作工艺)
...层时,切口要平齐,无毛刺和凸缘,避免损伤和刺穿冷缩材料。3、凡接触密封材料的部位,应仔细清洗打磨,去除油污以确保密封效果。4、切割冷收缩管时,应用胶带固定,然后环切,严禁轴向切割;切口要平整,不应有
1、使用范围 随着城市的发展和工业的增长,电缆线路日益密集,直埋电缆敷设方式逐渐被排管敷设方式取代。排管敷设一般适用于城市道路边人行道下、电力电缆与各种道路交叉处、广场区域及小区内电缆条数较多、敷设距...
1、使用范围 随着城市的发展和工业的增长,电缆线路日益密集,直埋电缆敷设方式逐渐被排管敷设方式取代。排管敷设一般适用于城市道路边人行道下、电力电缆与各种道路交叉处、广场区域及小区内电缆条数较多、敷设距...
拉管施工机械型号大全(10kV 电力电缆线路拉管及顶管敷设设计要求)
1、使用范围 随着城市的发展和工业的增长,电缆线路日益密集,直埋电缆敷设方式逐渐被排管敷设方式取代。管道敷设一般适用于城市道路边人行道下、电力电缆与各种道路交叉处、广场区域及小区内电缆条数较多、敷设距...
操作前准备。包括:现场环境检查、工器具及材料准备、班前会等内容。工器具材料:加热器具1套,钢卷尺1把,钢锯1把(锯条),断线钳1把,锉刀1把,纱布,电缆支架(电缆夹具)1套,电缆热收缩终端1套。万用表1只,绝缘...