杆钨电极(铽镝铁超磁致伸缩材料生产工艺及检测方法)
Posted
篇首语:什么是知识?它不是别的,是记录下来的经验。本文由小常识网(cha138.com)小编为大家整理,主要介绍了杆钨电极(铽镝铁超磁致伸缩材料生产工艺及检测方法)相关的知识,希望对你有一定的参考价值。
杆钨电极(铽镝铁超磁致伸缩材料生产工艺及检测方法)
铽镝铁超磁致伸缩材料(Tb-Dy-Fe)采用定向凝固工艺生产工艺流程如图1所示。首先将金属铽、金属镝和金属铁等原材料通过高温冶炼成块状的合金锭,然后将合金锭熔化并浇铸成一定直径的母合金棒,再将母合金棒放入内径稍大的坩埚中进行定向凝固,定向凝固后的棒要进行热处理并通过机械加工加工成所需形状和尺寸的成品。
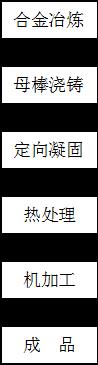
图 1 稀土超磁致伸缩材料定向凝固生产流程图
(1)合金的熔炼
高纯度的金属铽、金属镝(一般是经过蒸馏处理的高纯金属铽和高纯金属镝)和高纯铁(一般是电解原料铁)作为原材料,按照所需的配比配料。
Tb-Dy-Fe合金的制备,一般采用真空非自耗电弧炉多次熔炼或感应炉熔炼,熔炼温度高于合金的液相线温度。由于Tb-Dy-Fe合金中稀土(Tb和Dy)约为60%,很容易在高温下挥发,而稀土的化学性质又非常活泼,易与周围气体物质以及坩埚材料等产生化学反应,造成成分变化和合金污染。所以冶炼时要严格控制工艺,减小稀土挥发,造成成分偏离;同时要尽可能减少合金污染,例如采用抽真空后充高纯氩气等措施保证环境条件。
电弧炉熔炼时采用水冷铜坩埚,这样基本不会对材料带来污染。感应炉熔炼时则要控制坩埚材料和熔炼工艺,例如可以采用冷坩埚技术,并采用较低的冶炼温度和较短的冶炼时间,尽可能减少污染。也可以采用悬浮熔炼技术使合金在冶炼时不与坩埚接触。图2给出真空非自耗电弧炉冶炼的设备示意图。该系统主要由炉体(6)、真空系统(13、14等)、保护气体系统(11、12等)、带水冷电极系统(15、18等)、水冷铜坩埚系统(3等)和基座(1)等组成。冶炼前炉内抽真空至2×10-2Pa以上,然后通入氩气;上下电极之间通电后在钨电极(16)和装在水冷铜坩埚的原料(4)之间产生高温电弧(17),使局部原料熔化和合金化,熔化过程中转动上电极(17)使电弧作用于整个料池,原料达到充分熔化和合金化。
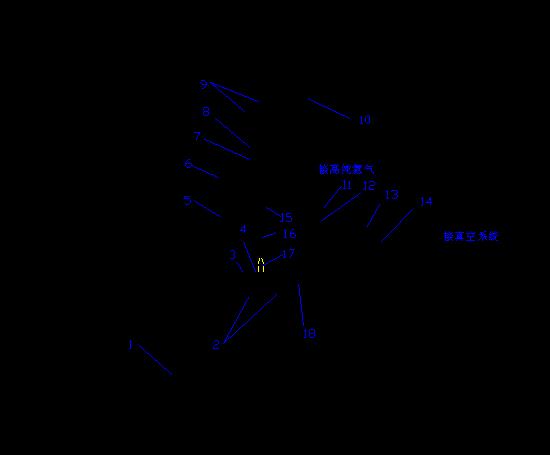
图2 非自耗电弧炉合金熔炼设备
1. 基座 2. 冷却水出入口 3. 水冷铜坩埚 4. 原料 5. 炉门 6. 炉壳 7. 波纹管 8. 手把 9. 冷却水出入口 10. 电极接头 11. 气阀 12. 接气管道 13. 真空阀 14. 真空管道 15. 水冷电极 16. 钨电极棒 17. 电弧 18. 电极接头
电弧炉熔炼合金时由于靠近水冷铜坩埚的那部分原料很难熔化和合金化,因此一次熔炼不够,需要对合金锭多次翻转和熔炼(一般要熔炼三次以上)。在合金熔炼过程中,要合理控制熔炼温度和熔炼时间,如果温度过低或熔炼时间过短则合金化不完全,合金成分不均匀;而温度过高或时间过长则会造成稀土成分挥发严重,材料变脆,RFe3相出现,导致磁致伸缩性能下降。
(2)母合金棒的浇铸
通过熔炼获得的合金锭无法直接放入定向凝固的石英管坩埚中,所以需要浇铸成尺寸略小于定向凝固用石英管的内径的母合金棒。
母合金棒的浇铸可以采用非自耗电弧炉进行,只需将其中的水冷铜坩埚换成如图3所示的浇铸机构即可。
该浇铸机构将原来非自耗冶炼炉的水冷铜坩埚的中心部分设计出一个浇铸口(6),其下部放置一只石英坩埚(3)。合金锭(9)倒置放入水冷铜坩埚中,当电弧起弧后被逐渐加热熔化,从浇注口(6)流入石英坩埚(3)中形成母合金铸棒,冷却后从石英管取出即可。
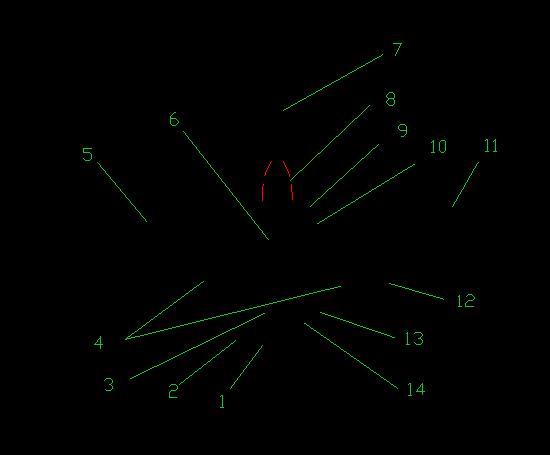
图3 母合金棒浇铸机构图
1. 底盖 2. 密封垫圈 3. 坩埚 4. 冷却水进出口 5. 密封绝缘垫圈 6. 浇注口 7. 钨电极棒 8. 电弧 9. 超磁致伸缩铸锭 10. 水冷铜坩埚 11. 炉底 12. 电极接头 13. 浇铸腔 14. 坩埚定位环
(3)定向凝固
定向凝固是整个生产工艺的关键。图4示出一种典型的稀土超磁致伸缩定向凝固设备。该设备主要由高频发生器、炉体部分(6)、拉晶机构(2、17、18等)、真空系统(13、14、机械泵和扩散泵等)、保护性气体系统(11、12等)、感应线圈(8)、水冷系统(4、7)以及基座(1)等组成。炉内的感应线圈(8)通过水冷接口(16)接到外部的高频发生器上;拉晶机构可以带动放入石英管内的磁致伸缩棒上下运动;真空系统由真空管道、真空阀、机械泵和扩散泵等组成。
定向凝固之前,将母合金棒放入石英管(10)中然后固定在拉晶机构上的水冷座(7)上。最好有籽晶,这样在石英管内先装入籽晶,然后再在籽晶上放置母合金棒。准备好后,关闭炉(5)门,打开真空系统将炉体内抽真空至2×10-2Pa以上,然后关闭真空阀(13)给炉内充氩气到正压后就可以开始定向凝固了。
定向凝固过程开始时,先将感应圈(8)位置调节到籽晶上半部分开始加热,通过感应加热使籽晶的上部和母合金棒下部充分熔化结为一体,然后启动拉晶机构(2)向下缓慢移动,移动的速度约为每分钟2~6毫米,一直到母合金上部熔化和定向凝固完毕,整个定向凝固过程完成。
定向凝固获得的GMM材料一般为多晶或孪生单晶,晶体取向方向多为<112>或<110>。一般获得的圆柱棒直径从8毫米到50毫米,长度一般小于200毫米,粗糙的外表面可以采用无芯磨床磨光并加工到需要的尺寸。其它形状如方块、片状材料等可以利用电火花线切割机等多种特殊机械手段加工获得。
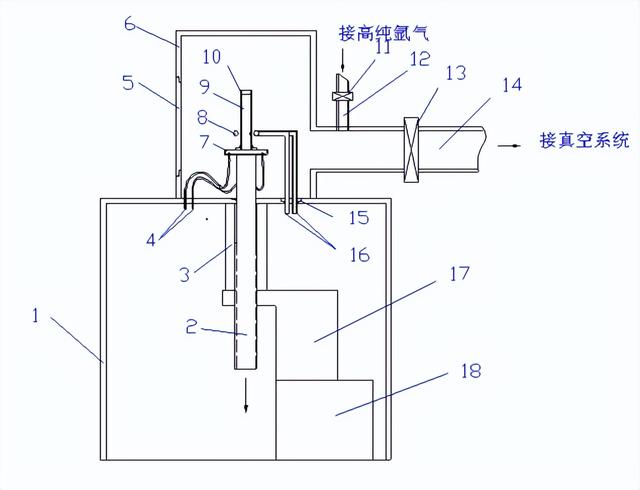
图4 典型的稀土超磁致伸缩晶体定向生长设备
1. 基座 2. 拉晶杆 3. 杆套 4. 冷却水进出口 5. 炉门 6. 炉壳 7. 冷却座 8. 线圈 9. 超磁致伸缩材料母棒 10. 石英坩埚 11. 气阀 12. 接气管道 13. 真空阀 14. 真空管道 15. 绝缘座 16. 水冷感应电源接口 17. 变速箱 18. 电机
(4)热处理
定向凝固获得的棒材要进行热处理以使晶粒长大,消除残余应力,并提高磁致伸缩性能。一般稀土超磁致伸缩材料的热处理采用普通真空管式炉,同样需要抽真空至2×10-2Pa以上,然后充入氩气,热处理温度一般为900~1000℃,保温时间一般为1小时以上,处理完成后缓慢降温,以避免内应力再生成。
(5)机加工
上述工艺完成后获得的棒材可以通过机加工的方法加工成最终需要的形状。由于铽镝铁超磁致伸缩材料很脆,在加工时需要特别小心。一般适合铽镝铁超磁致伸缩加工的设备有:电火花线切割机、多刀切片机、无芯磨床、平面磨床等。其中,电火花线切割机可以切割的形状很多,可以进行直线或曲线切割,但是切割速度很慢;多刀切片机适合于批量的直线切割;无芯磨床适合于圆棒的外圆表面加工和磨光;平面磨床则可用于平直表面加工和磨光处理。
(6)磁致伸缩性能测量
磁致伸缩系数的测量一般在电磁铁中进行,测量系统包括电磁铁、特斯拉计、电阻应变仪和密封波纹管压应力产生装置和气瓶等,如图5所示。其中电磁铁(6)的两个磁极(1)之间提供所需要的均匀磁场;霍尔探头(8)连接到特斯拉计上,置于两个磁极中间并与磁场方向垂直,用于测量磁极间的磁场;电阻应变片(5)连接电阻应变仪,用于磁致伸缩材料应变的测量。气密封波纹管(3)由气瓶中气体通过充气口(2)充气后对磁致伸缩棒(4)产生一个近似恒定的压应力。磁致伸缩棒表面打磨后沿着棒的长度方向紧贴一个(5)或多个应变片。
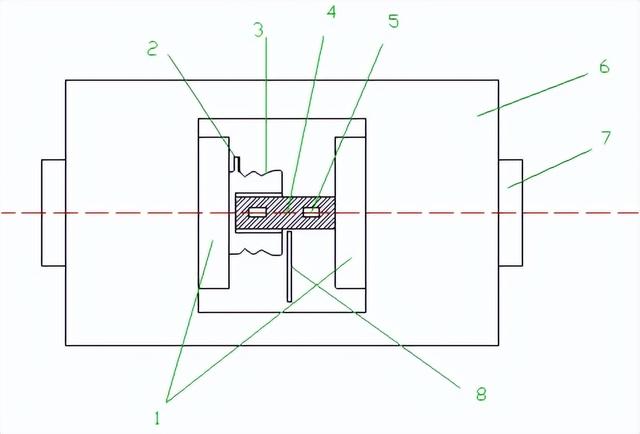
图5 稀土超磁致伸缩磁致伸缩测量装置示意图
1. 磁极 2. 充气口 3. 气密封波纹管 4. 磁致伸缩棒 5. 电阻应变片 6. 电磁铁 7. 电机间距调节轮 8. 霍尔探头
测量平行于磁场方向的磁致伸缩系数λ//时,将磁致伸缩棒放入电磁铁的两端磁极之间,棒的一端直接与一个磁极接触,另一端通过波纹管与磁极接触,磁致伸缩棒的放置应与磁场方向平行。调节波纹管内的气压就可以调节对于棒的预应力大小。一般一根棒要在不同部位测量2到3个点,将其平均值作为整根棒的磁致伸缩系数。磁致伸缩系数的测量也可以采用测量磁致伸缩棒整体位移的方法来进行。
图6给出了利用图5所示测量装置测量一根φ10×100mm超磁致伸缩棒获得的磁致伸缩曲线。可以看出:随着磁场的增加,磁致伸缩曲线先缓慢增加,然后在一个接近线性区段内迅速上升,达到饱和后就很难再增加了;另外,随着预应力的增加,磁致伸缩饱和值增加,但是磁致伸缩曲线右移,意味着磁化需要的磁场也增加,也就是说磁化变得困难了。
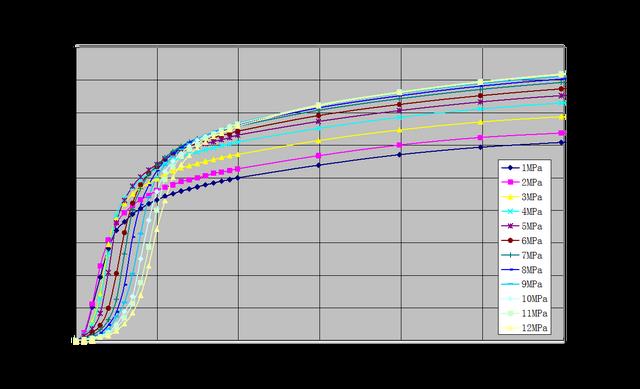
图6 不同压应力下稀土超磁致伸缩定向生长晶体的磁致伸缩曲线
不同直径的磁致伸缩材料的磁致伸缩系数也是有所不同的。表1是一批不同直径而长度100毫米的超磁致伸缩棒的磁致伸缩系数。可以看出:在长度相同的情况下,直径越大,测得的磁致伸缩系数越小。但是我们知道:在外加磁场作用下,磁性材料内部产生一个与外加磁场方向相反的退磁场,而且直径/长度比增加则退磁场增大。这也是在长度基本相同的情况下直径大的磁致伸缩材料磁致伸缩系数小的重要原因之一。
表1 不同直径GMM材料的平均磁致伸缩性能(10MPa下)
φ,mm | λ//, ×10-6(80kA/m) |
15 | 1205 |
20 | 1208 |
30 | 1130 |
40 | 1049 |
(7)磁致伸缩应变率d33
磁致伸缩应变率d33(d33=dλ/dH)是磁致伸缩材料的另一个重要参数。d33越大,相同外磁场下获得的磁致伸缩应变越大,同时材料的换能效率也高。图7是样品在不同预应力状态下磁致伸缩应变率d33的随磁场变化曲线。
从图7可以看出:在施加的预应力一定时,超磁致伸缩材料的磁致伸缩应变率d33随磁场强度的增加有一个明显的峰,在磁致伸缩应用器件设计时一般将偏置磁场的大小设定在d33曲线峰值附近。这样只需要施加一个较小的外置磁场±Happ(通常被称为“偏执磁场”)就可以获得较大的磁致伸缩应变,而且磁致伸缩系数的变化在接近线性区域内。
另外,随着预应力的增加,d33峰值增加,然后下降。也就是说:施加的预应力不能过大或过小,预应力过小则“跳跃”效应不明显,过大则会造成d33的下降。对于一般的超磁致伸缩器件,采用的预应力一般为3~10MPa。
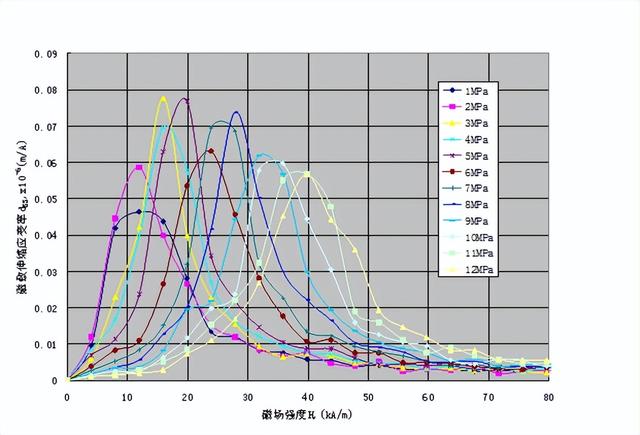
图7 不同压应力下稀土超磁致伸缩晶体定向生长晶体的d33随磁场变化曲线
相关参考
水位显示(磁致伸缩液位计故障检查及处理——无液位显示或显示最小)
8.8.检查、判断、处理磁致伸缩液位计的故障(1)无液位显示或最小液位显示输出电流始终最小,底部可能有浮子卡死,或浮子泄漏,与过程接触停止仪表拆卸检查,检查测量杆和浮子是否有污物,清洗,如果浮子已经泄漏只更换...
磁致伸缩液位计的安装和接线在本文为大家详细介绍,磁致伸缩液位计用于石油、化工、食品、制药、饮料等多种行业,能够主要应用于液罐的工业计量以及控制,相比于其他的液位计具有测量精度高且可靠性好,很受欢迎,那...
常见液位计种类1、磁翻板液位计2、浮球液位计3、钢带液位计4、雷达物位计5、磁致伸缩液位计6、射频导纳液位计7、音叉物位计8、玻璃板/玻璃管液位计9、静压式液位计10、压力液位变送器11、电容式液位计12、智能电浮筒液位...
常见液位计种类1、磁翻板液位计2、浮球液位计3、钢带液位计4、雷达物位计5、磁致伸缩液位计6、射频导纳液位计7、音叉物位计8、玻璃板/玻璃管液位计9、静压式液位计10、压力液位变送器11、电容式液位计12、智能电浮筒液位...
...其进行检测,并加以合理的控制。pH值可用耐灭菌的玻璃电极和银-汞参比电极以及pH测量仪表的检测系统检测,可连续指示罐内酸碱变化。pH值对发酵的影响pH值对微生物繁殖和产物形成的影响主要有以
...将隔自来水管上端设计方案成具备内、外筒体且可以互相伸缩式以完成赔偿的连接头。在安装和使用时,应注意调整货物两侧与法兰的连接长度,将顶角对称地脚螺栓拧紧,然后更换螺母,使管道可以任意伸缩,锁定伸缩量,确...
滑块式电子尺(德国Novotechnik位移传感器TLH-0875)
...理的不同,常用位移传感器主要包括:电子尺、光栅尺、磁致伸缩线性位移传感器(磁尺,以下同)、拉绳位移传感器等。德国Novotechnik电子尺TLH-0875(T
滑块式电子尺(德国Novotechnik位移传感器TLH-0875)
...理的不同,常用位移传感器主要包括:电子尺、光栅尺、磁致伸缩线性位移传感器(磁尺,以下同)、拉绳位移传感器等。德国Novotechnik电子尺TLH-0875(T
水位传感器工作原理(水位传感器怎么用?水位传感器工作原理及结构作用)
...水位传感器,电动浮筒水位传感器,电容式水位传感器,磁致伸缩水位传感器,伺服水位传感器等,超声波水位传感器,雷达水位传感器等。(插入水位传感器思维导图)不同水位传感器的工作原理也不一
汽车水位报警器的工作原理(水位传感器怎么用?水位传感器工作原理及结构作用)
...水位传感器,电动浮筒水位传感器,电容式水位传感器,磁致伸缩水位传感器,伺服水位传感器等,超声波水位传感器,雷达水位传感器等。(插入水位传感器思维导图)不同水位传感器的工作原理也不一