机组控制系统(带钢冷连轧机组中的自动辊缝控制系统)
Posted
篇首语:人不能象走兽那样活着,应该追求知识和美德。本文由小常识网(cha138.com)小编为大家整理,主要介绍了机组控制系统(带钢冷连轧机组中的自动辊缝控制系统)相关的知识,希望对你有一定的参考价值。
机组控制系统(带钢冷连轧机组中的自动辊缝控制系统)
摘要:轧机的辊缝控制一直是轧制生产过程中比较重要的工艺参数,由于在轧制过程中,辊缝的大小能够直接影响到成品的厚度和板型,因此精准的辊缝控制在轧制生产线中显得尤为重要。
1、概述
近年来,随着国家钢铁产业的不断发展,对轧钢质量 的要求也越来越高,而板厚则成为板带材质量的重要衡量指标,这直接关系到产品的质量和经济效益。厚度自动控制AGC 系统是提高带材厚度精度的重要方法之一,现代 高速、高效的板带材的加工要求这种系统能够在最短的时 间内实现压下并达到精度要求,这就要求控制系统具有两点特性:
(1)控制模型的准确性
(2)AGC 系统的快速性。
厚度自动控制 AGC 系统工作时,先预先设定好辊缝间距,通 过控制反馈系统进行适时的纠错调整,进而带动液压缸动作,移动调整轧机工作辊之间的辊缝,使得改变轧制力的 大小来消除厚度误差。
2 、AGC 系统分类
AGC 系统是由许多直接或间接影响轧件厚度的系统构成。为了消除各种原因造成的厚差,可采用各种不同的厚度调节方案和措施,AGC 控制方法可归纳为以下 3 种基本形式
(1)前馈 AGC。在轧钢过程中,由于水印造成的钢坯硬 度波动、温度波动都会在轧制过程中产生厚度波动,采用 前馈 AGC 可以解决轧钢过程中这类参数波动引起的带钢 厚度变化。
(2)监控 AGC。轧机工作时,在轧机出口处放置测厚 仪,用来检测带钢厚度偏差,进而调节辊缝或轧制速度来 消除厚度偏差,这就是监控 AGC。
(3)秒流量 AGC。由于在轧制过程中,金属在轧制前后 体积不变,所以可以计算出带材出口厚度,并加以控制,这 种方法称为秒流量 AGC[1]。这三种 AGC 控制系统都可以通过调整本机架辊缝来 消除厚度偏差,借助辊缝控制执行元件来保证厚度的精准。
3 、辊缝控制系统简介
目前国内外轧机多采用的辊缝控制执行机构有机械式和液压式两种,其中液压辊缝控制系统被广泛地运用在辊缝控制的执行机构中。
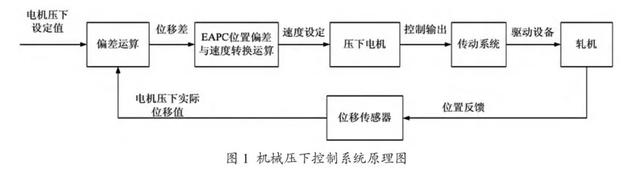
(1)机械压下控制(EGC):在机械压下控制系统中,由两个交流电机和联轴器同时控制压下量。机械压下一般适 用于轧制前的大行程和不精确的辊缝控制,而设定无载辊 缝、换辊之后标定辊缝以及在换辊时移动到特定的位置、无 载时调整水平值等多步过程也可以使用机械压下[2],见图 1。
(2)液压辊缝控制(HGC):HGC 其实就是液压 AGC, 就是通过液压压下缸的运作来执行的 AGC 系统。当这种系统工作时,两个压下缸平行动作,并且上下工作辊水平运作,同时控制系统还需要保证位置控制、零位调整功能 的位置反馈输入、速度平衡控制、液压缸位置补偿增益、自动流量增益控制、冲击压下补偿、零点飘移补偿[1]。

4、 液压辊缝控制(HGC)系统的具体分析
液压辊缝控制系统的主要组成部分包括动力源、调整 装置和执行机构,以下是对某钢厂冷轧机的液压辊缝控制系统所进行的具体分析。
4.1 、动力源
5 个恒压式变量泵组成压下系统中的泵站,其中有一 个变量泵是备用的,在每一个变量泵的出口处还并联着一 个先导式溢流阀,这种先导式溢流阀主要起到安全阀的作用,目前大功率的高压伺服系统普遍采用这种多联泵的配 置方式[3]。这种配置方式的优点是能量损耗小、效率高,尤 其适用于高压和大功率系统。同时特别适合于流量变化 大,并且间歇工作的系统。
4.2、 执行机构
在执行机构中,主要的元件有电液伺服阀、液压缸、轧 机负载、测厚仪、位移传感器和压力传感器等。进入液压缸 的液体流量可以通过伺服阀来控制,再通过液压缸及机架内的相关机构来控制上支撑辊和上工作辊的上下移动,进而达到控制轧制压力和压下位置的目的[6]。
4.3 、调整装置
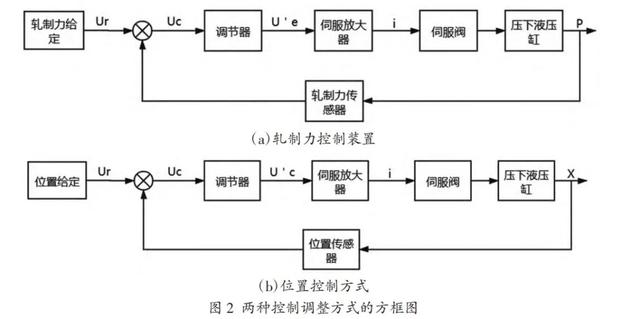
液压辊缝控制系统可以让带钢厚度达到设定的目标偏差范围,并且对轧机辊缝进行在线调整。在位置和轧制 力闭环控制中,由反馈信号通过伺服阀对液压缸进出油量的控制来调整辊缝的位置[8]。调整装置存在于两个独立的闭环系统中,分别是轧制力控制和位置控制,这两种控制方式的类型相似,调整辊缝时把它们各自调整的结果再进 行累加,如图 2。
在整个闭环控制系统中,前四个机架均采用位置闭环控制方式,其具体的压下量设定主要根据秒流量定律和中间机架的恒功率原则设定。这种位置闭环控制方式的优点在于使进口处得到较好的平直度,对产品的板形控制有重 要作用,而第五机架采用轧制力控制方式,这样可以减少轧辊偏心对最终产品造成的影响[9]。
5 、主轧线设备和检测仪表布置
以某钢厂 1720mm 冷连轧机为例,该轧机采用 5 机架 6 辊 UCM 轧机的形式,这种轧机采用了中间辊横移技术, 改变了中间辊与工作辊之间的接触长度以及两者的接触 方式,这样可以有效地减小或者消除中间辊与工作辊之间 的有害接触,进而改变了工作辊的受力情况,使得带钢的 边部减薄量得以有效削减,并且能充分发挥工作辊的弯辊 作用[5]。其主轧线设备和检测仪表布置如图 3 所示。

5.1、 系统工艺参数本
设计选用厚度 4.25mm 的带钢生产厚度为 1.50mm成品板带钢,选择原料规格为 1250×3.5mm,钢种为 Q235,设置预压下力 P0 为 10000kN,工作辊直径为 212.5mm,末 机架出口速度为 25m/s。
5.2、 各机架系统调节量的算法
可以按照以下算法计算各机架系统调节量:
第一机架的前馈 AGC:当入口测量仪测得来料厚差 δH,进行延迟 t 秒后压下,调节量 δS1 为:δS1=δH·Q/CP第一机架的反馈 AGC:当带钢运行到第一机架出口, 测厚仪实测到厚差 δh,调节量 δS2 为:δS2=δh(CP+Q)/CP第一机架总调节量 δS=δS1+δS2 (δS 为用来消除厚差所增加的调节量;CP 为轧机的弹 性刚度系数;Q 为轧件的塑性刚度系数;L 为测厚仪到轧辊中心的水平距离;V 为轧件的前进速度)
第二机架的前馈 AGC:当入口测量仪测得来料厚差 δH,进行延迟 t 秒后压下,调节量 δS3 为:δS3=δH·Q/CP
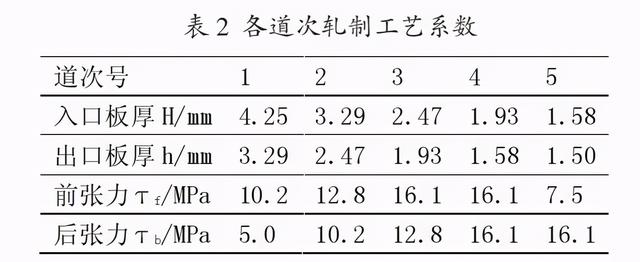
第二机架的监控 AGC:当带钢运行到第五机架出口, 测厚仪实测到的带钢厚度 h5,然后根据秒流量公式 h2v2= h5v(5 v2 为第二机架后的测速仪测得的带钢速度)计算出第 二机架出口处的带钢厚度 h2,h2 与轧制规程中的厚度(见 表 1、表 2)相减即可得到厚差为 δh,调节量 δS4:δS4=δh(CP+Q)/CP 第二机架总调节量 δS=δS3+δS4第四、五机架不做调节[11]。
当实测厚度与设定厚度差值大于 0.01mm(公差)时, 则进行调节。经上述算法计 算 而 得 第 一 机 架 前 馈 调 节 量 为 -0.03200015mm,反馈调节量为 0.0240031mm,总调节量为-0.0079984mm;第二机架前馈调节量为 0.0886813mm,监控 调节量为 0.142366mm,总调节量为 0.2310473mm。
6、 结束语
本文结合 1720mm 带钢冷连轧机组 AGC 系统,介绍了带钢冷连轧机组中调节辊缝控制的两种方式,阐述了 HGC和 EGC 两者的差异性,并且就目前轧制生产线运用最为 广泛的液压式辊缝控制(HGC)进行了详细的理论分析。在 轧钢过程中,闭环调整器控制着液压辊缝的调整。液压辊 缝控制系统的闭环控制用于轧制过程中辊缝的实时动态 调整,精确完成了 AGC 补偿功能,但具体的参数设置必须 考虑机械因素的影响,在实际情况中运用 AGC 技术才能实现辊缝的稳定控制。
更多精彩内容,尽在云轧钢公众号
相关参考