机械的特种加工方法(螺纹、螺纹的加工方法和塑胶螺丝)
Posted
篇首语:恢弘志士之气,不宜妄自菲薄。本文由小常识网(cha138.com)小编为大家整理,主要介绍了机械的特种加工方法(螺纹、螺纹的加工方法和塑胶螺丝)相关的知识,希望对你有一定的参考价值。
机械的特种加工方法(螺纹、螺纹的加工方法和塑胶螺丝)

一、螺纹的要素
螺纹包括五个要素:牙型、公称直径、线数、螺距(或导程)、旋向。
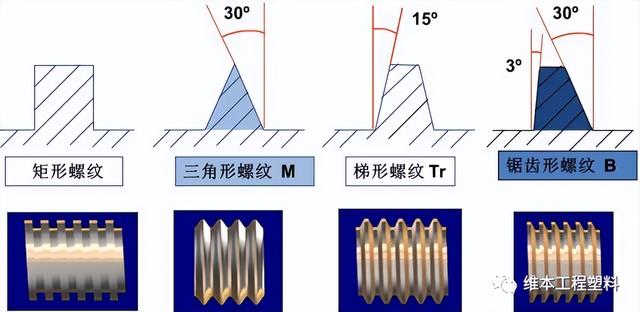
1. 牙型
在通过螺纹轴线的剖面区域上,螺纹的轮廓形状称为牙型。有三角形、梯形、锯齿形、圆弧和矩形等牙型。螺纹的牙型比较:
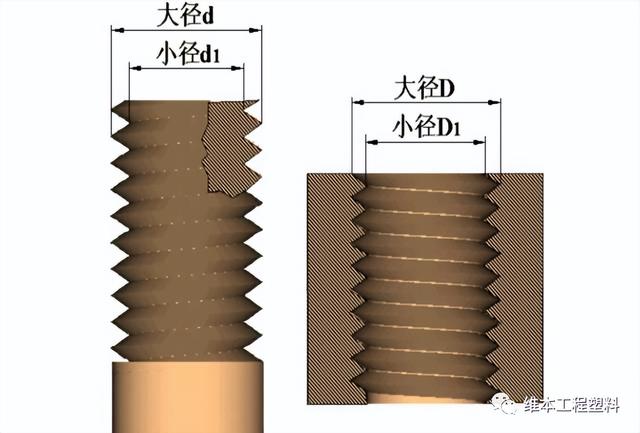
2. 直径
螺纹有大径(d、D)、中径(d2、D2)、小径(d1、D1),在表示螺纹时采用的是公称直径,公称直径是代表螺纹尺寸的直径。普通螺纹的公称直径就是大径。
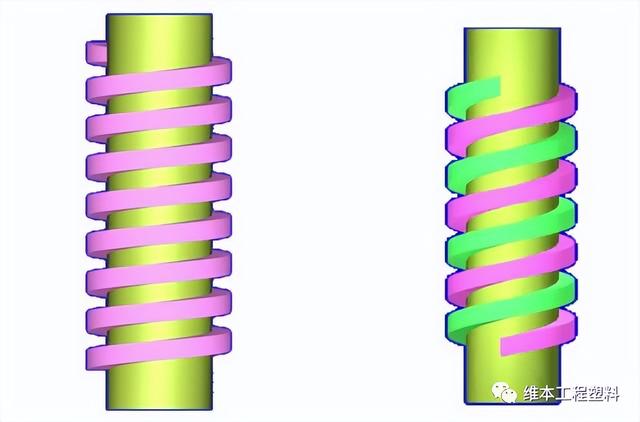
3. 线数
沿一条螺旋线形成的螺纹称为单线螺纹,沿轴向等距分布的两条或两条以上的螺旋线形成的螺纹称为多线螺纹。下图单线螺纹(左)与 双线螺纹(右):
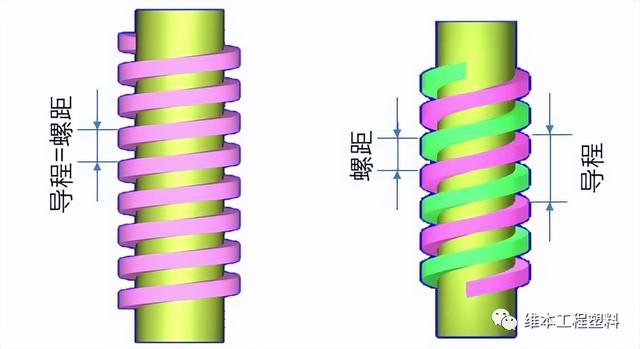
4. 螺距和导程
螺距(p)是相邻两牙在中径线上对应两点间的轴向距离。
导程(ph)是同一条螺旋线上的相邻两牙在中径线上对应两点间的轴向距离。
单线螺纹时,导程=螺距;多线螺纹时,导程=螺距×线数。
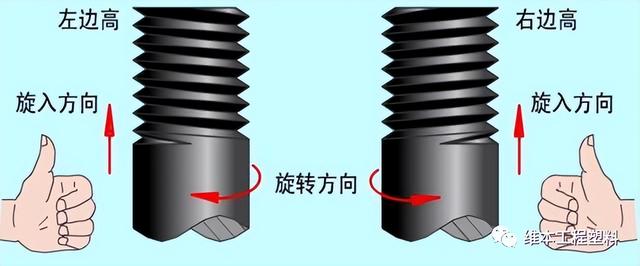
5. 旋向
顺时针旋转时旋入的螺纹称为右旋螺纹;逆时针旋转时旋入的螺纹称为左旋螺纹。
螺纹的分类(按用途):
螺纹有多种形式,按用途的不同可分为如下两类:
1、紧固螺纹
它用于零件间的固定连接,常用的有普通螺纹和管螺纹等,螺纹牙型多为三角形。对普通螺纹的主要要求是可旋入性和连接的可靠性;对管螺纹的主要要求是密封性和连接的可靠性。
2、传动螺纹
它用于传递动力、运动或位移,如丝杠和测微螺杆的螺纹等,其牙型多为梯形或锯齿形。对于传动螺纹的主要要求是传动准确、可靠,螺牙接触良好及耐磨等。
螺纹的加工方法

螺纹常用的切削加工方法有车螺纹、铣螺纹、磨螺纹、攻螺纹和套螺纹等;少无切削加工方法有搓螺纹和滚螺纹等;特种加工方法有电火花加工和电火花共轭同步回转加工等。
选择螺纹的加工方法时,要考虑的因素较多,其中主要的是工件形状、螺纹牙型、螺纹的尺寸和精度、工件材料和热处理以及生产类型等。以下为常见螺纹加工方法介绍:
1.螺纹切削
一般指用成形刀具或磨具在工件上加工螺纹的方法,主要有车削﹑铣削﹑攻丝﹑套丝﹑磨削﹑研磨和旋风切削等。车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿工件轴向准确而均匀地移动一个导程。在攻丝或套丝时,刀具(丝锥或板牙)与工件作相对旋转运动,并由先形成的螺纹沟槽引导着刀具(或工件)作轴向移动。
螺纹车削在车床上车削螺纹可采用成形车刀或螺纹梳刀(见螺纹加工工具)。用成形车刀车削螺纹,由于刀具结构简单,是单件和小批生产螺纹工件的常用方法﹔用螺纹刀车削螺纹,生产效率高,但刀具结构复杂,只适于中﹑大批量生产中车削细牙的短螺纹工件。普通车床车削梯形螺纹的螺距精度一般只能达到8~9级(JB2886-81下同)﹔在专门化的螺纹车床上加工螺纹,生产率或精度可显著提高。
2.螺纹铣削
在螺纹铣床上用盘形铣刀或梳形铣刀进行铣削。盘形铣刀主要用于铣削丝杆﹑蜗杆等工件上的梯形外螺纹。梳形铣刀用于铣削内﹑外普通螺纹和锥螺纹﹐由于是用多刃铣刀铣削﹑其工作部分的长度又大于被加工螺纹的长度,故工件只需要旋转1.25~1.5转就可加工完成,生产率很高。螺纹铣削的螺距精度一般能达 8~9级,表面粗糙度为R 5~0.63微米。这种方法适用于成批生产一般精度的螺纹工件或磨削前的粗加工。
3.螺纹磨削
主要用于在螺纹磨床上加工淬硬工件的精密螺纹。按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为R 1.25~0.08微米,砂轮修整较方便。这种方法适于磨削精密丝杠﹑螺纹量规﹑蜗杆﹑小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度,砂轮纵向移动一次或数次行程即可把螺纹磨到最后尺寸。切入磨法的砂轮宽度大于被磨螺纹长度,砂轮径向切入工件表面,工件约转1.25转就可磨好,生产率较高,但精度稍低,砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。
4.螺纹研磨
用铸铁等较软材料制成螺母型或螺杆型的螺纹研具,对工件上已加工的螺纹存在螺距误差的部位进行正反向旋转研磨,以提高螺距精度。淬硬的内螺纹通常也用研磨的方法消除变形,提高精度。
5.攻丝和套丝
攻丝 是用一定的扭距将丝锥旋入工件上预钻的底孔中加工出内螺纹。套丝是用板牙在棒料(或管料)工件上切出外螺纹。攻丝或套丝的加工精度取决于丝锥或板牙的精度。加工内﹑外螺纹的方法虽然很多,但小直径的内螺纹只能依靠丝锥加工。攻丝和套丝可用手工操作,也可用车床﹑钻床﹑攻丝机和套丝机。
6、搓牙和滚牙工艺
大批量生产外螺纹的加工方法,效率高,质量好,滚牙使用两个带有螺纹的棍子来挤压被加工的工件,使零件表面被压出螺纹。搓牙使用两块带有倾斜牙齿的板状工具做相向运动,进行挤压工件,是工件表面形成螺纹。

在塑料螺丝和塑料螺母的应用上,苏州维本Wintone Z33耐磨静音齿轮专用工程塑料,可以帮助您解决传统的尼龙66螺丝和螺母的以下问题:
1.尼龙66材料的螺丝和螺母的尺寸和机械性能受水份影响比较大,不容易控制和管理在应用中的综合性能,Wintone Z33同时具有比尼龙66更优异的刚性和韧性,以及耐磨性和耐疲劳性,Z33在空气中的吸水率只有尼龙66的六分之一,具有更好的稳定性。
2.尼龙66材料的螺丝和螺母在有些应用场景下的耐化学性和耐腐蚀性不够的问题,Wintone Z33材料优异的耐腐蚀性,包括耐酸碱、耐盐、耐水解(不管是在冷水和热水)等等,可以帮助拓宽塑料螺丝和螺母的应用场景。

苏州维本Wintone Z33耐磨静音齿轮专用工程塑料制造的螺丝和螺母的成功应用领域:
1、医疗器械行业 (绝缘、无磁、 环保、 防干扰信号,使医疗机械设备使用更安全)
2、航空航天行业 (电子设备上绝缘、防干扰信号)
3、风能电力行业 (机箱电路PCB板的隔离、绝缘)
4、石油化工行业 (耐高温、耐化学、耐腐蚀,延长设备使用寿命)
5、办公设备行业 (不生锈、美观实用 )
6、电子行业 (绝缘、抗干扰、重量轻)
7、通讯行业 (绝缘、无磁、安全)
8、船舶行业 (耐酸 耐碱 耐腐蚀,延长使用寿命)等等....


苏州维本工程塑料有限公司——您身边的工程塑料创新应用开发伙伴。
相关参考
一、螺纹的要素螺纹包括五个要素:牙型、公称直径、线数、螺距(或导程)、旋向。1.牙型在通过螺纹轴线的剖面区域上,螺纹的轮廓形状称为牙型。有三角形、梯形、锯齿形、圆弧和矩形等牙型。螺纹的牙型比较:2.直径螺...
数控反螺纹怎么加工(机械加工螺纹加工知识,内螺纹加工的80个小窍门)
今天给大家带来一篇内螺纹加工的80条小窍门,包含内螺纹中径扩大、缩小,崩裂或咬痕,丝锥折断,刃部崩欠多个方面。内螺纹中径扩大螺丝攻选定不适当1.使用精度级数适合的螺丝攻2.增加吃入部的长度3.减少前角4.选择同心...
攻牙是什么(机械加工螺纹加工错误的类型,原因分析和改善方法讲解)
内螺纹中径扩大螺丝攻选定不适当1.使用精度级数适合的螺丝攻2.增加吃入部的长度3.减少前角4.选择同心宽铲背的丝锥5.调整切削锥长的铲背角切屑堵塞1.应使用先端丝攻或螺旋丝攻2.减少螺丝攻沟数,而扩大沟的容积3.使用细牙...
机丝牙螺丝(机加工那么贵,为何螺钉那么便宜,螺钉的螺纹是如何加工的呢?)
点击上方头条号“机械设计一点通”关注我们,每天学习一个机械设计相关知识点螺丝相信大家都见过,也都有使用过,螺丝结构是一种非常方便且快捷的连接方式,而且这种方式对于后期的拆装,维修等也都非常方便。在安装...
螺丝攻选定不适当1.使用精度级数适合的螺丝攻2.增加吃入部的长度3.减少前角4.选择同心宽铲背的丝锥5.调整切削锥长的铲背角切屑堵塞1.应使用先端丝攻或螺旋丝攻2.减少螺丝攻沟数,而扩大沟的容积3.使用细牙螺纹4.下孔径尽量...
平头十字塑胶螺丝(塑料十字螺丝规格了解多少?尼龙十字螺丝有哪些性能?)
紧固件塑料十字螺丝是俗称,带有外螺纹的都可称为"尼龙螺丝"。螺母的外形通常为六角形,内孔为内螺纹,用来与螺栓配合,把紧相关件。螺帽是俗称,标准应称"螺母"。螺栓的头部一般为六角形,杆部带有外螺纹...
今天知网小编给大家带来一篇内螺纹加工的80条小窍门,包含内螺纹中径扩大、缩小,崩裂或咬痕,丝锥折断,刃部崩欠多个方面。一、内螺纹中径扩大螺丝攻选定不适当1.使用精度级数适合的螺丝攻2.增加吃入部的长度3.减少前...
校对光滑专用环规(机械加工基础知识,螺纹的测量方法,你知道螺纹如何测量吗?)
2020-5-515:24|发布者:Insigne|查看:240|评论:0摘要:机械加工基础知识,螺纹的测量方法,你知道螺纹如何测量吗?一、综合检验法螺纹工作量规:按螺纹的最大实体牙型做成的通端螺纹量规,检验螺纹的旋合性。按螺纹中径的最小实...
最简单的拆铆钉方法(生活中不起眼还便宜的螺丝,加工起来却如此麻烦)
目前,标准件螺丝包括螺栓、螺钉、螺柱、螺母、机螺钉、自攻螺钉、垫圈、销、铆钉、挡圈十大类。是被各个方面广泛使用的基础零件,其功能是起联接紧固作用。联接形式可分为可拆卸联接(利用螺栓、螺母等螺纹紧固件联...
螺纹是机械工程中常见的几何特征之一,应用广泛。螺纹的加工工艺较多,如基于塑性变形的滚丝与搓丝,基于切削加工的车削、铣削、攻螺纹与套螺纹、螺纹磨削、螺纹研磨等。一、螺纹种类按牙型可分为三角形、梯形、矩形、锯...