机械制造刀片的原理(机械加工入门到精通,机械加工孔加工刀具讲解)
Posted
篇首语:善行无辙迹、善言无瑕谪。本文由小常识网(cha138.com)小编为大家整理,主要介绍了机械制造刀片的原理(机械加工入门到精通,机械加工孔加工刀具讲解)相关的知识,希望对你有一定的参考价值。
机械制造刀片的原理(机械加工入门到精通,机械加工孔加工刀具讲解)
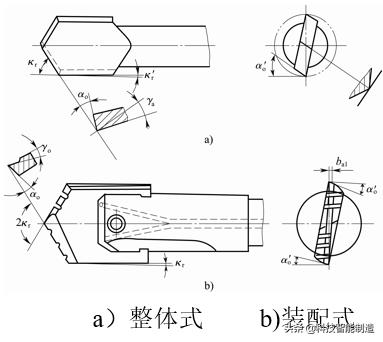
一、扁钻
结构特点:结构简单,制造方便,成本低廉,轴向尺寸小,刚性好。
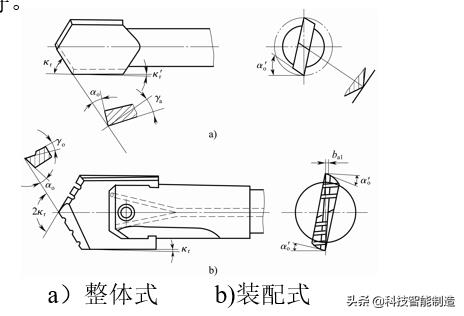
装配式扁钻的特点:
1.快速更换刀片进行体外重磨,以节省换刀时间。
2.能方便的更换刀片材料,满足不同加工条件的要求。
3.刀杆刚性好,能在杆内注入切削液,有利于提高钻孔效率和钻头耐用度。
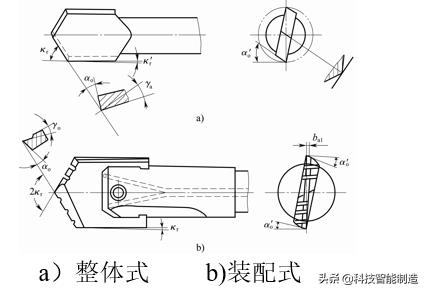
扁钻的几何参数推荐如下:
顶角2κr=90°~140°;
前角γo=0°~10°;
后角ao=ao′=3°~10°。
横刃斜角ψ=55°~60°;
刃带宽度bα1=0.2~0.5mm;
倒锥量0.05~0.1mm,以形成副偏角=2°~5°。
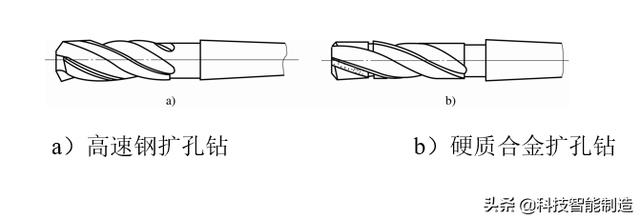
二、扩孔钻
刀具上无横刃,切削条件较好。
且齿数较多(常为3~4个),导向性好。
加以容屑槽可作得较浅,钻芯较粗,刀体的强度和刚性高,工作时可采用较大的切削用量。
三、锪钻
锪钻常用于加工各种埋头螺钉沉孔、锥孔和凸台面等。
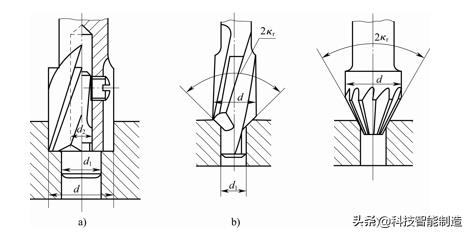
图a为带导柱平底锪钻,适用于加工圆柱形沉孔。
图b为带导柱90°锥面锪钻,适用于加工锥形沉孔。
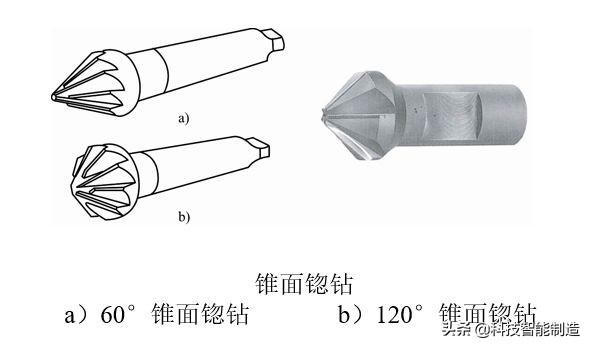
图c为不带导柱的锥面锪钻,它的钻尖角有60°、90°、120°三种,用于加工中心孔或孔口倒角。
锪钻可制成高速钢锪钻、硬质合金锪钻、可转位锪钻。在单件小批生产时,常把麻花钻改制成锪钻来使用。
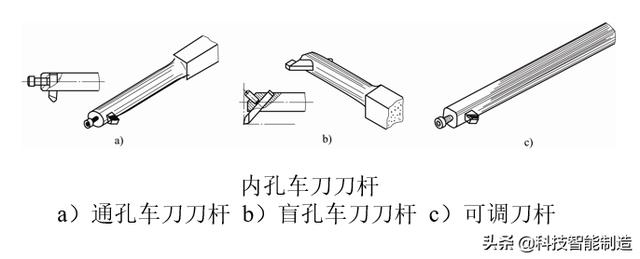
四、内孔车刀
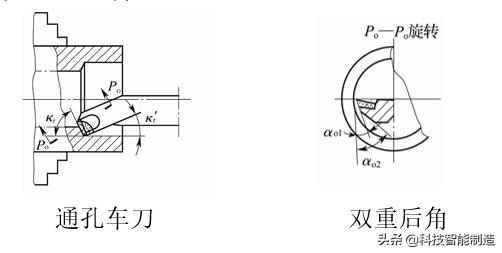
1.通孔车刀
通孔车刀的几何形状基本上与外圆车刀相似。其主偏角通常取κr=60°~75°,副偏角κr′=15°~30°。一般磨成两个后角或将后面磨成圆弧状。精车通孔时,采用+λs使切屑排向待加工表面。
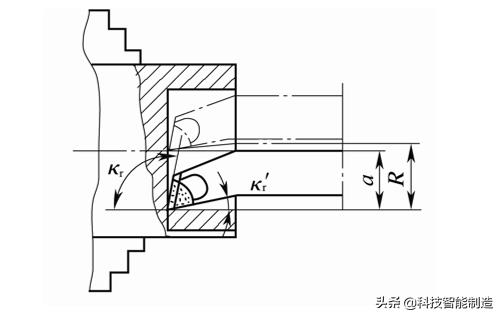
2.盲孔车刀
盲孔车刀是用来车盲孔或台阶孔,切削部分的几何形状基本上与偏刀相似。它的主偏角为90°~93°。
内孔车刀杆有车通孔的和车盲孔的两种。
刀杆的截面形状有方形和圆形的。圆形内孔车刀杆(图a、b),其刀杆伸出长度固定,不能适应各种孔深的工件,方形长刀杆(图c),刚性更好些,并且可根据不同的孔深调整刀杆伸出长度,以利发挥刀杆的最大刚性。
五、深孔滚压工具
深孔滚压加工是一种在卧式车床上利用滚压工具对深孔内表面进行滚动挤压加工方法,是提高零件表面硬度和减小表面粗糙度值的高效率精加工方法,加工精度可达IT7,表面粗糙度达Ra0.16~0.04μm。
1.滚压加工原理
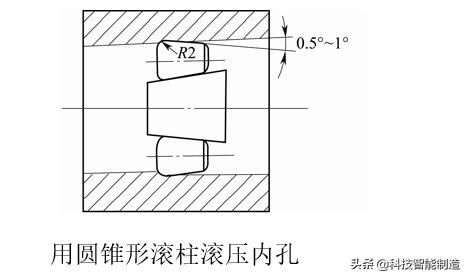
滚压加工是通过硬度很高的滚珠(或滚柱),对零件表面进行挤压,使工件表面产生塑性变形,将其微观不平压光、挤平,从而提高表面硬度和减小表面粗糙度值。
深孔滚压一般采用圆锥形滚柱进行滚压。
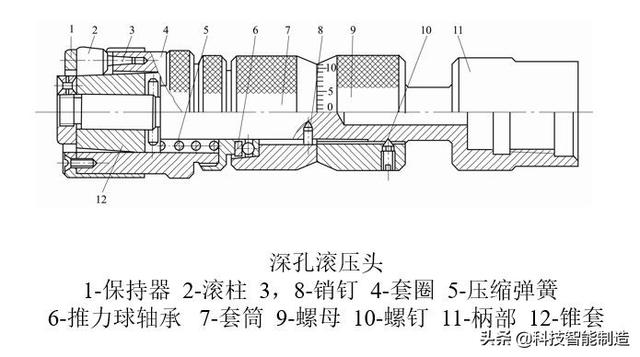
2.滚压头的结构
3.滚压用量
滚压过盈量大小直接影响表面粗糙度,太大容易使工件表面产生“脱皮”。一般钢件滚压过盈量在0.1~0.12 mm。
进给量:f =0.15~0.25mm/r
滚压速度:υ=60~80m/min
切削液:使用油类冷却润滑液,一般可用煤油和硫化油的混合剂。
4.滚压时的注意事项
(1)滚压前,孔应经过浮动镗刀精加工,表面粗糙度Ra≤5μm。
(2)滚压前,应清洗孔壁,去除油污及切屑,否则滚压后会产生“麻点”,影响表面粗糙度。
(3)滚压次数一般不能超过2次,否则会产生“脱皮”现象。
(4)切削液必须经过过滤,保证清洁,无切屑和杂物。
六、孔加工复合刀具
概念:孔加工复合刀具是将两把或两把以上的同类或不同类的孔加工刀具组合成一体的专用刀具。
特点:它能将钻孔、扩孔、铰孔、锪孔、镗孔等工序进行复合加工或依序加工,具有高效率、高精度、高可靠性的成形加工特点。

1.孔加工复合刀具的优点
(1)生产效率高
(2)加工精度高
(3)加工成本低
(4)加工范围广
2.孔加工复合刀具的切削用量选择
复合刀具切削时的切削力大,刀具制造、重磨和调整困难。应制定较大的刀具耐用度(不低于4小时),故应选用较小的切削用量。
背吃刀量ap由相邻单刀的直径差来决定,ap不宜过大。
进给量是各刀相同的,应以最小尺寸的单刀来决定。
切削速度的选择应按最大直径刀具来决定。
相关参考
浮动镗刀型号及规格(机械加工入门到精通,机械加工孔加工刀具讲解)
一、扁钻结构特点:结构简单,制造方便,成本低廉,轴向尺寸小,刚性好。装配式扁钻的特点:1.快速更换刀片进行体外重磨,以节省换刀时间。2.能方便的更换刀片材料,满足不同加工条件的要求。3.刀杆刚性好,能在杆...
...国家的制造业现代化程度的一个核心标志就是数控技术,机械制造行业的竞争其实就是数控行业的竞争。目前,随着国内数控机床用量的剧增,需要大批面向生产第一线的熟悉数控加工工艺,能够熟练掌握现代数控机床编程、操...
数控冲床编程指令(UG编程之数控铣床入门知识,带你从零基础到精通)
一入门知识本课题主要讲述的内容:1.数控铣床安全操作规程2.数控铣削在工业生产中的地位及加工范围3.编程基础知识(一):①机床的坐标轴及运动代号;②基本指令;③加工程序编制初步;实训目的:1.了解掌握数控铣床的安...
数控铣床铣平面编程(UG编程之数控铣床入门知识,带你从零基础到精通)
一入门知识本课题主要讲述的内容:1.数控铣床安全操作规程2.数控铣削在工业生产中的地位及加工范围3.编程基础知识(一):①机床的坐标轴及运动代号;②基本指令;③加工程序编制初步;实训目的:1.了解掌握数控铣床的安...
数控电火花线切割程序(UG编程之数控铣床入门知识,带你从零基础到精通)
一入门知识本课题主要讲述的内容:1.数控铣床安全操作规程2.数控铣削在工业生产中的地位及加工范围3.编程基础知识(一):①机床的坐标轴及运动代号;②基本指令;③加工程序编制初步;实训目的:1.了解掌握数控铣床的安...
数控机床年终总结(跟我一起学习数控机床调试教程,结合15年授课经验,从入门到精通)
《跟我一起学习数控机床调试》:从机床原理组成到软件参数、PMC调试拓展功能,从此让你对数控机床调试方法告别一无所知!数控机床调试学习教程,讲解细致全面,让你慢慢入门,特别适合对数控机床原理感兴趣的学员或机...
方钻头打孔原理(钻孔、扩孔、铰孔、镗孔、珩磨孔、拉孔,孔加工方法很多种,会吗)
(此处已添加圈子卡片,请到今日头条客户端查看)与外圆表面加工相比,孔加工的条件要差得多,加工孔要比加工外圆困难。这是因为:1)孔加工所用刀具的尺寸受被加工孔尺寸的限制,刚性差,容易产生弯曲变形和振动;2...
汽车喇叭在哪里怎么按(汽车音响改装从入门到精通(第十课):汽车扬声器解析及产品介绍)
...设计牢固5、噪声:降噪材料6、阻抗:阻抗低扬声器工作原理:扬声器中的线圈通电时,其线圈就会产生磁场,在与
建筑行业什么时候确认收入(造价新手怎么做预算,建筑工程造价概预算教程,入门到精通足够用)
...准备工作,以保证工程项目的顺利进行建筑安装工程定额原理与概预算是确定建筑安装工程造价、建设单位确定建筑安装工程投入与建筑安装工程成本、施工企业确定工程收入的重要阶段,今天小编也是整理汇总了一份建筑工程...
气动三联件原理图(气动入门知识:气源三联件是什么,分别起什么作用)
点击上方“机械设计一点通”关注我们,每天学习一个机械设计相关知识点气压传动是指以压缩空气为动力源来驱动和控制各种机械设备以实现生产过程机械化和自动化的一种技术。随着工业机械化自动化的发展,气动技术越来...