机床常用润滑介质(《150种金属切削液配方与制作》两款数控机床用切削液)
Posted
篇首语:一等二靠三落空,一想二干三成功。本文由小常识网(cha138.com)小编为大家整理,主要介绍了机床常用润滑介质(《150种金属切削液配方与制作》两款数控机床用切削液)相关的知识,希望对你有一定的参考价值。
机床常用润滑介质(《150种金属切削液配方与制作》两款数控机床用切削液)
大家好我是梅西,我慌的一批;

我是梅西,现在慌的一比
最近世界杯是一直爆冷门,让不少球迷是大跌眼镜,不少球友吵着要上天台排队...
好像大家都忘了这本身就是一个竞技游戏,有输有赢很正常,好了闲话不多说...
今天给大家带来的是两款性价比比较高的数控机床切削液
后续我们会针对不同的切削液配方和添加剂做相应的视频或文章剖析,点击右上角关注我们第一时间获取动态信息。

数控机床切削液
数控机床专用切削液
特性:
本品使用寿命长;具有良好的清洗性能,加工机床机件干净清爽;具有极佳的防锈性,使工件在工序传递过程中不生锈,机床无诱蚀危险,克服“黑色周末”现象;具有优良的润滑性,能提供更高的进刀和进料速率,提高加工件的表面光洁度;最大限度地提高产品生产加工效率,减少机床设备的动力损耗,可有效延长刀具和机床的使用寿命;具有很好的冷却性,保证刀具和工件无烧伤之虞。
本品使用方便,所述的切削液为水性液体,容易添加而且不易燃;性能稳定,不容易变质和产生异味,可根据不同的加工情况稀释使用,综合使用成本较低。
本品所述的切削液不含亚硝酸钠,抗菌力强,稳定性好,对皮肤无不良刺激,对入体无害,主要适用于钢材、铸铁、铝材的切削和磨削,单机或集中供液均可。
用途与用法:
本品可广泛用于各种加工工艺和多种金属材料加工,适用机床、数控机床、加工中心、普通机床;适用于切削、磨削等加工工艺;适用金属包括黑色金属、铝及合金等,满足多类型用户使用要求。
配方:
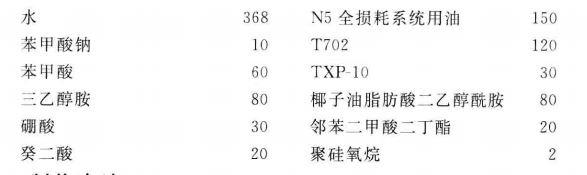
数控机床切削液配方1
制作方法:
(1)将水、苯甲酸钠、苯甲酸混合搅拌25〜35min得到透明水溶液Ⅰ;
(2)将三乙醇胺、硼酸、癸二酸搅拌加热到90〜100℃,保温15〜25min,得透明溶液Ⅱ;
(3)将透明水溶液Ⅰ边搅拌边加入透明溶液Ⅱ中,加完后再搅拌10〜15min得溶液Ⅲ;
(4)将N5全损耗系统用油、T702、TXP-10、椰子油脂肪酸二乙醇酰胺、邻苯二甲酸二丁酯混合搅拌25〜35min,得透明油液Ⅳ。
(5)将透明油液Ⅳ边快速搅拌边逐渐加入溶液Ⅲ中,加完再搅拌1h,然后边快速搅拌边加入聚硅氧烷,加完再搅拌1h,得棕红色透明黏稠液体。
注意事项:
本品各组分质量份配比范围为:全损耗系统用油140〜160、石油磺酸钠110〜130、酚醚磷酸酯20〜40、椰子油脂肪酸二乙醇酰胺70〜90、邻苯二甲酸二丁酯10〜30、三乙醇胺70〜90、硼酸20〜40、癸二酸10〜30、苯甲酸钠5〜15、杀菌剂50〜70、水360〜380、消泡剂1〜3。
所述全损耗系统用油选用N5全损耗系统用油;石油磺酸钠为石油磺酸钠T702;酚醚磷酸酯选用酚醚磷酸酯TXP-10;杀菌剂选用笨甲酸;消泡剂选用聚硅氧烷。
水基反应型多功能金属切削液
特性:
本切削液以多种表面活性剂、不饱和脂肪酸类、多种化学原料和助剂为主要成分,通过有机合成反应制成,外观为棕色透明液体,pH为8,水溶性小于5s,消泡剂为小于30s/ml,表面张力小于0.4mN/cm,最大无卡咬复合PB值大于70kg。具有优异的冷却、润滑、清洗、极压和防腐性能,具有极高的物理稳定性和抗硬水性,而且使用范围广,可在车、铣、刨、钻、镗、冲压、深孔钻、线切割等类金属加工中使用,尤其适用于数控机床。
本切削液具有极高的物质稳定性,表面张力低,具有极好的润滑作用,加水后为透明或半透明液体,不易滋生细菌,使机床和工作场地等操作环境无污垢,不污染环境,加工后的工件表面清洁,不需再次清洗,较大地降低了使用费用。
本金属切削液无毒、无害、无污染、对入体无伤害,对金属表面无腐蚀,对机床有较好的润滑作用,长时间使用无异味,不变质,使用寿命比普通乳化油长4〜6倍,使用本切削液加工的工件自然干燥后其表面的防锈时间达到45d以上;在金属加工过程中可有效降低切削温度,减少工件和刀具的热变形,增强刀具的耐用度,提高工件的加工精度和表面光洁度,还可成功去除切削中的碎渣和油污物在工件表面和刀具上的黏附,使其渗入到碎渣和油污黏附在界面上将其分离,并随切削液带走。
本品为水基切削液,不含矿物油,只含少量植物油酸(不饱和脂).功能强大,适用范围广阔,配方新颖,采用有机合成反应工艺制备,所制备的切削液既环保又具有冷却、润滑、清洗、极压、防诱等功能。
用途与用法:
本品主要应用于金属切削加工。
配方:
数控机床切削液配方2
制作方法:
(1)在装有回流冷凝器、搅拌器、温度计和加料漏斗的反应釜中加入去离子水,升温至75℃,加入表面活性剂,升温至80℃,搅拌10min,使表面活性剂充分混合。
(2)在上述混合物中加入聚乙二醇、乙二醇、乙二醇丁醚,升温至85℃,搅拌15min,使溶剂聚乙二醇、乙二醇、乙二醇丁醚与表面活性剂混合均匀。
(3)在85℃温度并搅拌条件下,加入植物油酸,保持85℃反应30min,使表面活性剂、溶剂与植物油酸进行乳化及合成反应,使之成为金属表层防护物质的前提;并通过乳化反应使植物油酸的颗粒度达到80〜100nm。
(4)在85℃温度并搅拌条件下,加入三乙醇胺,保持85℃反应30min,使前期反应物质变得清澈透明,反应后成为具清洗、润滑、防锈性能的金属表层防护物质。
(5)在85℃温度并搅拌条件下,加入缓蚀功能的钠盐,保持85℃反应30min,该步反应中加入的具有较好的缓蚀功能的钠盐,可与三乙醇胺反应生成在金属表面形成缓蚀作用的主体。
(6)将反应釜内降温至45℃,加入缓蚀剂、极压剂二聚酸、消泡剂、防腐剂,保持45℃,充分搅拌45min后,用200目滤网过滤岀料,即为本切削液成品。
注意事项:
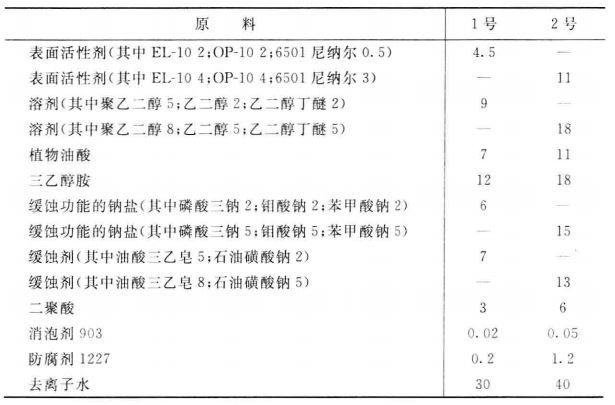
本品各组分质量份配比范围为:表面活性剂4.5〜11、溶剂9〜18、植物油酸7〜11、三乙醇胺12〜18、缓蚀功能的钠盐6〜15、缓蚀剂7〜13、二聚酸3〜6、消泡剂0.02〜0.05、防腐剂0.2〜1.2、去离子水30〜40。
所述的表面活性剂包括如下组分:EL-10 2〜4、OP-10 2〜4、6501(尼纳尔)0.5〜3。
所述的溶剂包括如下组分:聚乙二醇5〜8、乙二醇2〜5、乙二醇丁醚2〜5。
所述的缓蚀功能的钠盐包括如下组分:磷酸三钠2〜5、钼酸钠2〜5、苯甲酸钠2〜5。
所述的缓蚀剂包括如下组分:油酸三乙皂5〜8、石油磺酸钠2〜50。
相关参考
润滑油生产配方(《150种金属切削液配方与制作》两款微乳切削液)
今天给大家带来的是两款微乳切削液后续我们会针对不同的切削液配方和添加剂做相应的视频或文章剖析,点击右上角关注我们第一时间获取动态信息。微乳切削液稳定型微乳切削液特性:本微乳化切削液组合物中加入的防锈添...
消泡剂如何配比使用(《150种金属切削液配方与制作》抗硬水切削液、线切割冷却液)
本期小编为大家整理了两款切削液,一款是抗硬水切削液,还有一款是线切割用冷却液。抗硬水水溶性切削液特性:本品独特的配方,使产品能抵抗7000mg/L的硬水,普遍适用于水质硬度高的地区,稀释水不需经水质软化处理就可...
消泡剂如何配比使用(《150种金属切削液配方与制作》抗硬水切削液、线切割冷却液)
本期小编为大家整理了两款切削液,一款是抗硬水切削液,还有一款是线切割用冷却液。抗硬水水溶性切削液特性:本品独特的配方,使产品能抵抗7000mg/L的硬水,普遍适用于水质硬度高的地区,稀释水不需经水质软化处理就可...
水溶性防锈剂商(《150种金属切削液配方与分析》-水溶性环保切削液)
关注公众号获取更多金属切削液配方与分析长效绿色切削液特性: 液中含有乙二醇等亲水性多元醇类化合物、多种酸经过高温反应合成为水溶性酯和水中分散的极性剂、防锈剂、抗泡剂、金属缓蚀剂等;离子型表面活性剂使用...
...是挺不方便的。今天小编给大家分享是依然是《150种金属切削液配方与制作》一书中两款高效多功能的切削液配方,希望大家能喜欢。高效多功能切削液高效扱压抗磨防锈水基切削液特性:本品集润滑、清洗、冷却等多功能于一...
#头条创作挑战赛#切削液(cuttingfluid,coolant)是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种超强功能助剂经科学复合配合而成,同时具备良好的冷却性能、润滑性能、防锈性能...
水性切削液用什么消泡剂(一种水溶性润滑极压切削液、一种防止含金属钴析出的抗磨切削液)
...于我们--联系我们---技术支持 本期小编为大家整理了两款切削液,一款是水溶性润滑极压切削液,还有一款是一种防止含金属钴析出的抗磨切削液。 后续我们会针对不同的切削液配方和添加剂做相应的视频或文章剖
选用以润滑为主的切削液时(如切削油),应当把它输送到能在摩擦表面生成油膜的部位。相反,如果选用的切削液以冷却为主(如水基切削液),就应当使切削液接近刀具的刃部。这种条件下通常要用压力法强迫切削液进入切削区...
切削液是一种用于数控机床的润滑剂,具有润滑、冷却和清洁的功能,对于数控机床的自动加工具有非常重要的作用。润滑切削液能在工件和工具的表面形成一层油膜,还能渗透到最小的金属缝隙和不规则的地方,减少金属之间...
经济性是每个从事加工生产的企业需要考虑的问题。切削加工中的产品质量、生产率和经济性是评价不同加工方案的技术经济性指标。切削加工最优经济效果,是指在可能的条件下,以最低的成本,高效率地加工出质量合格的零...