机床加工专用冷却液((4)立加编程—指令代码G02、G03的使用方法)
Posted
篇首语:少年击剑更吹箫,剑气箫心一例消。本文由小常识网(cha138.com)小编为大家整理,主要介绍了机床加工专用冷却液((4)立加编程—指令代码G02、G03的使用方法)相关的知识,希望对你有一定的参考价值。
机床加工专用冷却液((4)立加编程—指令代码G02、G03的使用方法)
上节我们介绍了“直线插补”指令代码G01的使用方法,本节我们讲解“圆弧插补”指令,G02和G03。
G02—顺时针圆弧插补
G03—逆时针圆弧插补
如图示(1),当刀具从A点到B点运动,编程时采用G02指令;从C点到D点运动时,采用G03指令。
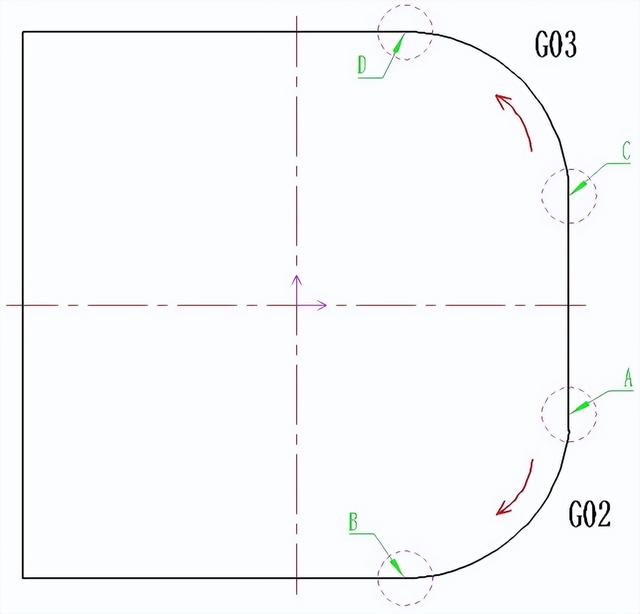
图示(1)
与G01指令相同,G02与G03进给速度受F控制,编程常见用法如下:
G02X..Y..Z..R../ G03X..Y..Z..R..其中X..Y..Z..为圆弧终点坐标,R为圆弧半径,这是“圆弧插补”指令的第一中用法。但当圆弧角度大于180度时,这种用R确定圆弧半径的编程方法就不能使用了,因为当圆弧角度大于180度时,同样的圆弧终点和半径可绘制出两条圆弧,如图示(2):
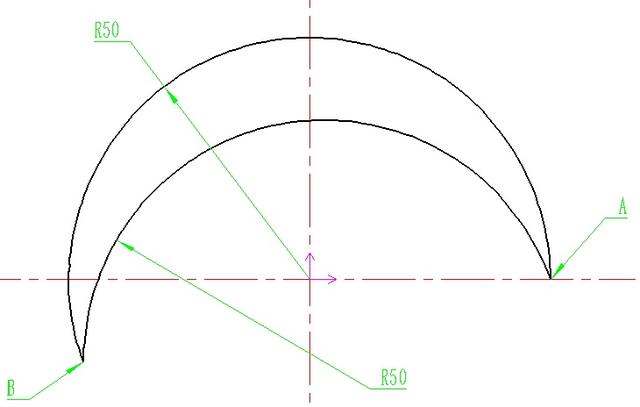
图示(2)
当出现圆弧角度大于180度,小于等于360度时,我们就要用另一种编程格式,即:
G02X..Y..Z..I..J..K../ G03X..Y..Z..I..J..K.. 其中X..Y..Z..为圆弧终点坐标,I..J..K..为相对于圆弧终点圆弧圆心点的数值,这样确定了圆弧起点、圆弧终点以及圆弧圆心,就能得到唯一的一段圆弧或整圆,如图示(3)圆弧起点为A,终点为B则编程指令如下:
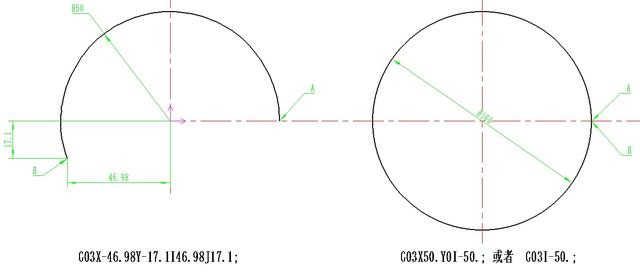
图示(3)
如何简单理解I J K数值,我的做法是在圆弧终点画个十字建立一个坐标系,以此坐标系计算圆心点坐标,获得的X Y数值即为所需的I J数值(此方法仅供参考)。
结合上节我们所需内容,我们做个简单的练习,让刀具沿着图示(4)中A-B-C-D-E-F-G-H-I-J-K-L-M-N-B-A的点位顺序移动,看一下程序是如何编制的,见图示(5)。
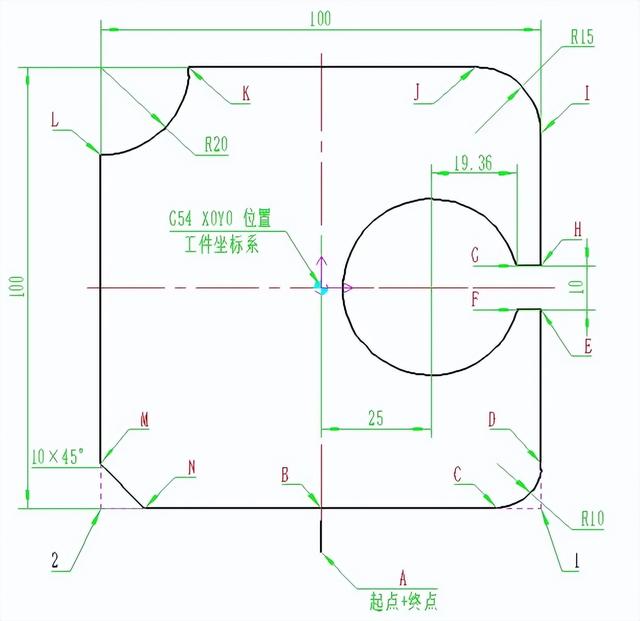
图示(4)

图示(5)
以上就是本节所讲的内容,我们来回顾一下本节所涉及的新指令代码:
G02X..Y..Z..R..—顺时针圆弧插补,XYZ为圆弧终点坐标,R为圆弧半径。
G03X..Y..Z..R..—逆时针圆弧插补,XYZ为圆弧终点坐标,R为圆弧半径。
G02X..Y..Z..I..J..K...—顺时针圆弧插补,IJK为相对于圆弧终点,圆弧圆心点的数值。
G03X..Y..Z..I..J..K...—逆时针圆弧插补,IJK为相对于圆弧终点,圆弧圆心点的数值。
M08—机床冷却液开(外冷)
M09—机床冷却液关
为什么机床要用冷却液呢,因为刀具旋转切削工件,将工件没有用的部分变成铁屑,在这个过程中会产生热量,如图示(6),过多的热量会导致刀具使用寿命的降低和零件尺寸的变形,所以在加工过程中用液体给加工部位降温,这种液体就称之为切削液。切削液发展到现在除了降温冷却的作用外还有防锈和润滑的作用,但是否需要使用切削液还需根据被加工零件的特性来判断,不是所有工况都需要开冷却液。
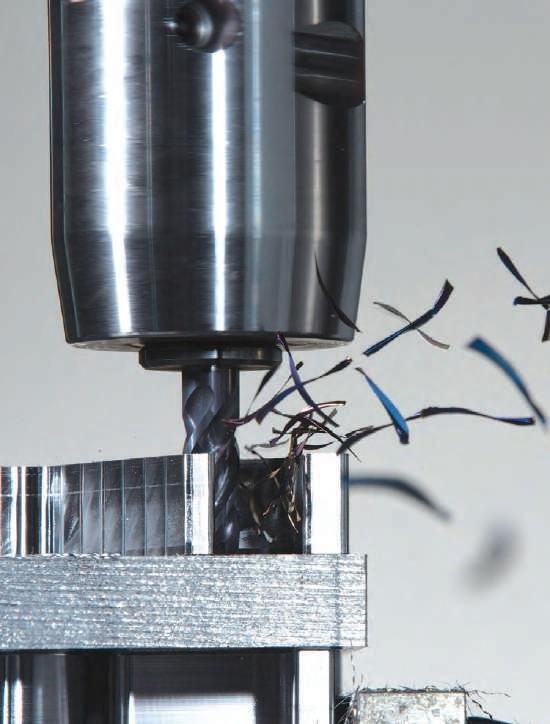
图示(6)
以上就是我们本节所讲内容,下节我们将介绍刀具长度补偿及半径补偿的使用方法,敬请关注!
相关参考