机床专用切削液(机加工中如何选择切削液?这些选用方法要牢记~)
Posted
篇首语:知识是一种快乐,而好奇则是知识的萌芽。本文由小常识网(cha138.com)小编为大家整理,主要介绍了机床专用切削液(机加工中如何选择切削液?这些选用方法要牢记~)相关的知识,希望对你有一定的参考价值。
机床专用切削液(机加工中如何选择切削液?这些选用方法要牢记~)
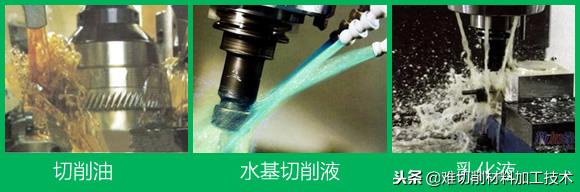
切削液包括水基切削液(又名水溶液),油基切削液(又名切削油)和乳化液三大类。虽然超硬刀具特别是立方氮化硼刀具材料和金刚石刀具材料的出现,干式切削得以实现,形成了绿色切削革命,但在数控切削过程中,合理使用切削液对提高加工效率、改善加工质量、延长刀具寿命等均具有十分重要的作用,所以目前大部分金属加工领域仍然不可避免的使用切削液,现基于应用角度浅谈切削液及其选用方法。
一、切削液的分类及各自特点:
1、 水机切削液:其主要成分是水,其中加入了少量的有防锈和润滑作用的添加剂,配成液呈透明状;水溶液的特点:冷却效果良好,多用于普通磨削和其他精加工。
2、油基切削液:其主要成分是矿物油,少数采用动植物油或复合油;特点:冷却效果不如水基切削液,但润滑效果优异。一般来说,慢速切削对切削液的润滑性要求更高,当切削速度低于30m/min时,需要使用切削油。
3、 乳化液:是将乳化油用水稀释而成;乳化油是由矿物油、乳化剂及添加剂配成,用水稀释后即成为乳白色或半透明状的乳化液;兼具前两种切削液的优点;因此,金属加工厂比较乐于使用乳化液。
切削液的分类
二、切削液的选用
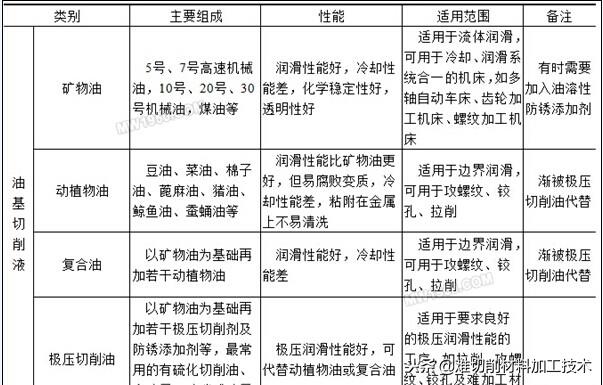
油基切削液的选用
在高速切削时,由于发热量大,油基切削液的散热效果差,会使切削区的温度过高进而产生烟雾、起火等现象。此外,由于工件温度过高易产生热变形,影响工件加工精度,故多用水基切削液。除特别难加工的材料外,乳化液几乎可以用于所有的轻、中等负荷的切削加工及大部分重负荷加工。由于乳化液含有大量的水作为稀释,一般归为水基切削液进行说明。
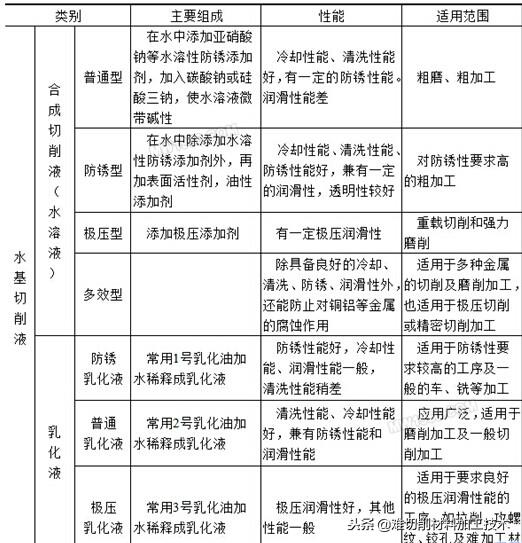
水基切削液
三、切削液使用中的常见问题:
1、如何处理切削液伤手的问题
切削液伤手的特征有:手脱皮、皮肤起红疹、起泡、发炎、瘙痒、有伤口的地方溃烂等,解决这些需要了解切削液的各种组分。
A、对于手脱皮这种情况,跟切削液的pH值存在很大的关系,过高就会出现这种特征,一般加工铸铁、钢材类的切削液工作液pH值尽量保持在8.5-9.5之间、对于铝材切削液工作液pH值应保持在8.5-9.0之间合适。如减少三乙醇胺的使用量。
B、对于手上皮肤的其他症状。跟切削液中的杀菌剂有关,杀菌剂使用量太高会刺激皮肤,出现炎症,三嗪类的杀菌剂如(BK)作用机理是细菌分解杀菌剂从而产生甲醛,甲醛有防腐灭菌的效果。甲醛会刺激皮肤,出现炎症,所以使用这类杀菌剂不宜过高,另外过多的使用亚硝酸钠也会刺激皮肤,出现瘙痒、溃烂。
此外也不排除其他的原因,如操作人员的体质、皮肤过敏等因素。
2、关于加工出来的铸铁件、钢件没有生锈,而机床导轨出现生锈的情况
原因:有些负荷加工需要添加极压剂(主要以含S、P、Cl等极压活性元素的化合物),这类添加剂和润滑剂复配使用可以大大改善切削的难易程度,提高刀具的抗磨损的能力。缺点是这些物质加入到水溶性切削液中容易对多种金属产生腐蚀。
解决办法:对于国内生产S52最好加点油酸进去,把游离态的元素中和达到抗腐蚀的效果。
3、对于全合成切削液在夏天出现的工件生锈的情况
在无机盐添加量上适当的减少,添加有机防锈剂能改善这一点如硼酸酯、氨基酸酯、羧酸等,不仅防锈很好,而且体系更为稳定。
4、关于磨削时产生的“烧伤”是冷却不够还是润滑不够?
磨削时产生的烧伤发蓝等问题是磨削时局部高温所致,磨削是高速切削加工,在磨削点要产生瞬间高温。因此烧伤问题在磨削加工中时有发生。磨削液的作用是将砂轮及工件上累积的热量及时带走而使其保持在较低的温度水平下以保证工件的尺寸精度。砂轮和工件处在较低的温度水平下当然对降低磨削区的温度有效,但这种冷却降温是间接的。最直接的办法是改善磨削区的润滑条件,减少摩擦点瞬间的高温更有效。所以如果是发生烧伤问题,主要通过提高磨削液的润滑性来解决。
5、立方氮化硼刀具用不用冷却液?
在金属加工中,使用高速钢和硬质合金刀具材料,采用切削液进行冷却和润滑有利于提高加工表面和延长刀具寿命,对PCBN刀具来讲,由于其本身的耐高温性能和导热性优异,而且CBN材料的摩擦系数低,在不加冷却液的情况下同样可达到理想的加工质量和较长的刀具寿命,辟如BN-K1牌号CBN刀具粗加工HRC60以上的高铬合金铸铁时,切削过程铁屑呈半熔化状态的铁红色,在遇到砂眼部位时的出现火星四溅,但切削仍能轻快进行。但CBN易在1000℃以上时产生水解作用,所以在不得不使用冷却液的情况,如果切削温度过高,一般使用油性冷却液或使用风冷,如果切削温度不高,水基切削液亦可使用,此方法对于金刚石刀具和陶瓷刀具材料同样适用。
相关参考
机床进给速度一般多少(切削速度,吃刀量,进给速度三者关系及计算公式)
...下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次
一、切削液选择的一般步骤切削液的选择,必须考虑机床、刀具、加工工艺等综合因素来确定,如下文选择切削液的步骤。在根据加工方法、要求精度来选择切削液之前,设置了安全性、废液处理等限制项目,通过这些项目可确...
熊师傅线切割膏好用(水基切削液的接触危害与预防措施,这些一定要牢记)
“从事切削加工的工人,在操作时手、腕等处与切削液长时间接触的机会多,有时会发生皮肤炎。这是一个棘手的问题。据统计,接触油基切削液的人约有1/4不同程度地患有职业皮炎、毛囊炎、痤疮(毛孔部的炎症引起的丘疹、...
熊师傅线切割膏好用(水基切削液的接触危害与预防措施,这些一定要牢记)
“从事切削加工的工人,在操作时手、腕等处与切削液长时间接触的机会多,有时会发生皮肤炎。这是一个棘手的问题。据统计,接触油基切削液的人约有1/4不同程度地患有职业皮炎、毛囊炎、痤疮(毛孔部的炎症引起的丘疹、...
经济性是每个从事加工生产的企业需要考虑的问题。切削加工中的产品质量、生产率和经济性是评价不同加工方案的技术经济性指标。切削加工最优经济效果,是指在可能的条件下,以最低的成本,高效率地加工出质量合格的零...
数控机床的工作进给速度调整范围比(你真的知道吗,数控的切削速度吃刀量进给速度三者关系及计算公式)
...下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次
...线速度切割)、进给速度vf或者进给量f。这些参数均应在机床给定的允许范围内选取!一:切削用量的选用原则粗车时,应尽量保证较高
数控切削加工顺序的安排原则(数控加工中刀具的选择和切削用量的确定)
...量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能。特别是微机与数控机床的联接,使得设计、工艺规划及...
...成,为全新数控加工中心专用型生成切削油。。数控机床切削液的运用有哪些作用?1、清洗作用在切削加工中清洗作用在切削加工中产生的细小切屑容易吸附在工件和刀具上,尤其在加工内孔时,切屑容易造成堵塞。浇注充分...
...线速度切割)、进给速度vf或者进给量f。这些参数均应在机床给定的允许范围内选取!一:切削用量的选用原则粗车时,应尽量保证较高