机夹刀片(车削刀片夹紧方式)
Posted
篇首语:时间,就象海棉里的水,只要愿挤,总还是有的。本文由小常识网(cha138.com)小编为大家整理,主要介绍了机夹刀片(车削刀片夹紧方式)相关的知识,希望对你有一定的参考价值。
机夹刀片(车削刀片夹紧方式)
普通车刀选择中,有个刀片夹紧方式的选择,你得明白怎么回事哈~
普通车刀的刀片夹紧方式,有以下几类典型:
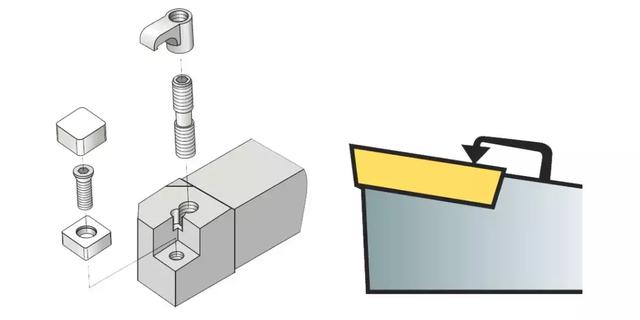
S型 - 螺钉锁紧式
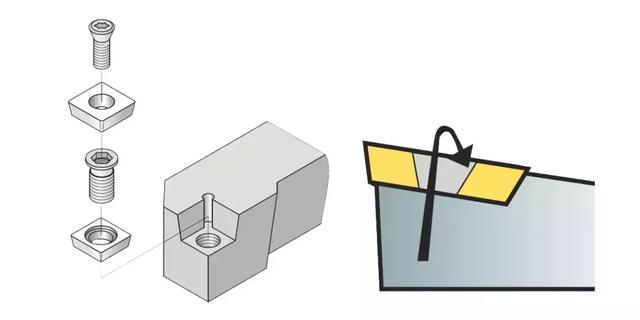
刀片通过螺钉锁紧在刀体或刀垫上。
螺钉中心与刀片中心孔存在偏心量,保证后拉及向下的锁紧力。
刀片转位操作便利。
锁紧力较小,适合轻载切削,不适合大切削负载的工况。
夹紧部件所占空间较小,有利于排屑。
此夹紧方式,有时采用无刀垫设计,以满足小空间的车削,无刀垫设计,容易在刀片崩裂时,损坏刀体。
P型 - 杠杆/楔块式
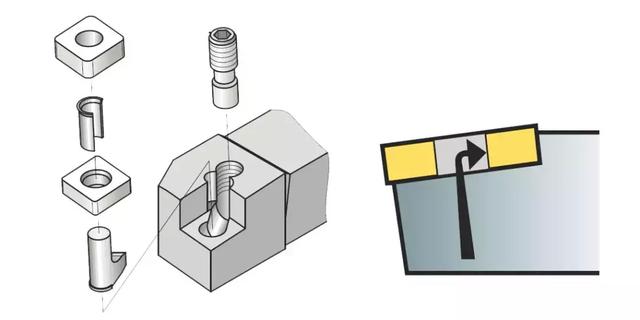
利用杠杆作为刀片的中心销钉,锁紧螺钉驱动杠杆,提供后拉的刀片夹紧力。
或者,采用固定式刀片中心销钉,利用楔块推动刀片,把刀片夹紧在楔块和销钉之间。
刀片转位操作便利。
夹紧力一般,适合于普通工况的车削。
夹紧部件所占空间较小,有利于排屑。
其中,楔块式的夹紧力与切削力方向相反,容易产生不稳定状况。
D型 - 心销压板式
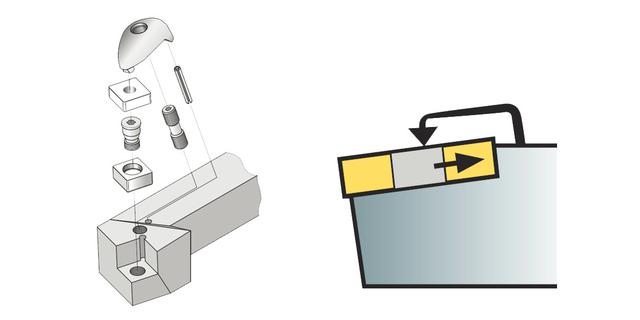
刀片压板前端带有中心销钉,后端带有楔型拉紧面,锁紧螺钉时,既有下压的夹紧力,又有后拉的夹紧力。
刀片转位操作便利。
刀片夹紧力较好,适合大部分的车削工况。
刀片夹紧部件所占空间一般。
带孔负前角型刀片的首选夹紧方式。
M型 - 销钉压版式
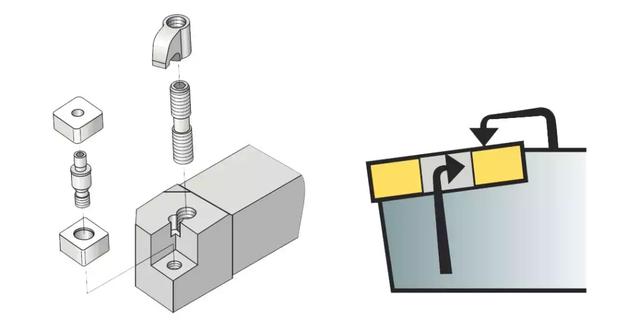
多重压紧系统,既有心销止动,又有上压板压紧。
刀片转位操作比较麻烦。
刀片夹紧力非常好,适合重载切削。
刀片夹紧部件所占空间较大,可能会影响排屑。
C型 - 压板式
上压板设计,适合无中心孔刀片的夹紧,尤其是无中心孔的陶瓷、CBN、PCD刀片的夹紧。
刀片定位精度较高。
刀片转位操作简单。
上述为ISO标准刀片的主流夹紧方式,针对非ISO刀片,很多厂商还有一些不同的夹紧方式。以后涉及相关内容时,另行介绍。

试用详情请戳下方“了解更多”
相关参考
...是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可转位车刀,其结构如图2.10所示。它由刀杆1、刀片2、刀垫3以及夹紧元件4组成。刀片每边都有切削刃,当某...
...是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可转位车刀,其结构如图2.10所示。它由刀杆1、刀片2、刀垫3以及夹紧元件4组成。刀片每边都有切削刃,当某...
...是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可转位车刀,其结构如图2.10所示。它由刀杆1、刀片2、刀垫3以及夹紧元件4组成。刀片每边都有切削刃,当某...
... 数控车削中,可转位车刀得到越来越多的使用。可转位机夹刀具使用有多个切削刃车刀片,当刀片的一个切削刃用钝以后,只要松开夹紧元件,将刀片转一个角度,换另一个新切削刃,并重新夹紧就可以继续使用;当所有切削...
数控车床在车削加工时必须防护门(一文秒懂数控铣床操作的注意事项)
...的振动。2、使用锋利的刀片来降低数控铣床的切削力。机夹刀片分为涂层与非涂层刀片,非涂层
机夹刀片型号及价格(讲解到位,值得收藏数控刀具基础知识,数控刀片型号知识)
数控机床对刀具材料的要求:较高的硬度和耐磨性刀具切削部分的硬度必须高于工件材料的硬度,刀具材料的硬度越高,其耐磨性越好。刀具材料在常温下的硬度应在HRC62以上。足够的强度和韧性刀具在切削过度中承受很大的压...
附着式、平板式振动器安全操作规程1、岗位安全职责1.1负责日常例行保养,对附着式、平板式振动器进行检查、维修、调整、紧固,并做好记录。1.2严格按安全技术交底和操作规程实施作业。2、岗位任职条件2.1接受过良好专...
...耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。数控车床还要求刀片耐用度的一致性好,以便于使用刀具寿命管理功能。在使用刀具寿命管理时,刀片耐用度的设定原则是以该批刀片中耐用度最低的刀片作为依...
...耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。数控车床还要求刀片耐用度的一致性好,以便于使用刀具寿命管理功能。在使用刀具寿命管理时,刀片耐用度的设定原则是以该批刀片中耐用度最低的刀片作为依...
...车削加工中经常使用的车刀从结构形式上分焊接式车刀和机夹车刀两种。焊接式车刀焊接式车刀就是在碳素钢制成的刀杆上(一般用45钢),按刀片几何形状的要求开出刀槽,用焊料(如黄铜、紫铜或特制的焊片)将硬质合金刀片...