机头上光机(PVC鞋底配方知识汇总)
Posted
篇首语:存储阳光,必有远芳;心中有暖,又何惧人生荒凉。本文由小常识网(cha138.com)小编为大家整理,主要介绍了机头上光机(PVC鞋底配方知识汇总)相关的知识,希望对你有一定的参考价值。
机头上光机(PVC鞋底配方知识汇总)

以PVC为材质的有全塑凉鞋、高筒矿工鞋、雨鞋、拖鞋和鞋底等,由于PVC材料的局限性以及制鞋技术进步和发展的原因,PVC类鞋制品日益减少,更多被聚氨酯及SBS等弹性体材料所取代。但目前国内市场上仍有一些PVC鞋制品出现,有些还对PVC性能进行了改性。这里仅就该类制品作一简单介绍。
一、配方设计要点
PVC鞋制品有发泡和不发泡两种,有注塑和模压两种不同的加工方式,但配方的主体设计原则基本一致。
1、PVC树脂:以SG-2、3型树脂为主,也有使用SG-4、5型的,这主要取决于鞋制品性能的要求。对于PVC树脂指标,一般要求表观密度稍小,增塑剂吸收量较高,鱼眼少,粒径均一。
2、增塑剂:其添加量较大,一般在60~80PHR,主要以DOP、DBP为主,适当配以DOS耐寒增塑剂和廉价的环氧酯和氯化石蜡等。有时根据需要,也使用环氧大豆油,柠檬酸酯等环保类增塑剂。
3、稳定剂:不透明制品主要以铅盐类复合稳定剂为主,或以三盐、二盐辅以金属皂。透明制品更多以有机锡和钙锌复合稳定剂为主。根据品种的不同,添加量有很大差别。
4、润滑剂:一般以硬脂酸和石蜡为主,也可使用聚乙烯蜡或氧化聚乙烯蜡。
5、发泡剂:对于需要发泡的制品,发泡剂是必不可少的。常使用的发泡剂是偶氮二甲酰胺(AC发泡剂),注塑发泡制品添加量为0.5~1.0PHR,模压发泡制品为5~6PHR。
6、珠光素:珠光凉鞋配方中需要添加珠光素。珠光素有珠光粉和珠光浆两种。如B605型珠光粉,化学名称是氯氧化铋,分子式BiOCl,是一种碱式铋盐,在特定条件下合成,有较强的折光能力,和PVC混溶性、分散性好,遮盖力强,在塑料成型过程中不易分解,并能在塑料制品表面呈现珍珠彩虹光泽,增加制品美观。珠光浆常用的牌号是P35型合成烛光浆,它是碱式碳酸铅颗粒,用硝化棉-醋酸丁酯和DBP作分散剂制成的浆状体。
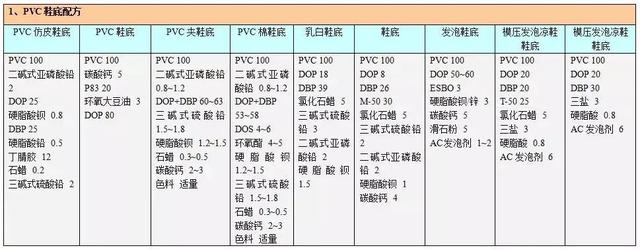
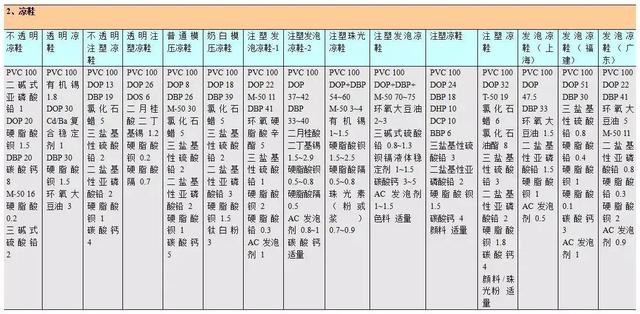
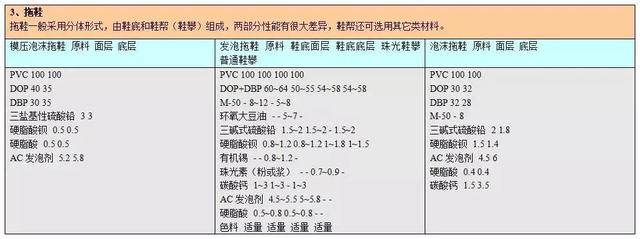
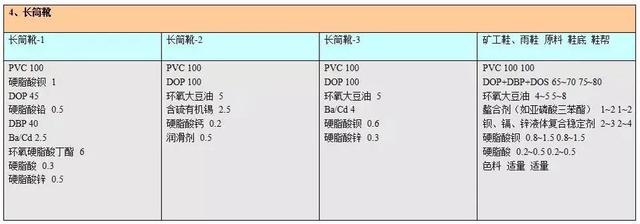
二、参考配方(重量份)
三、工艺简述
1、 PVC注塑凉鞋
(1)配料、捏合:按照配方称量PVC树脂及各种助剂,在高速混合机中混合,100℃左右,放到冷却混合机中,冷却到50℃以下出料。
(2)造粒:挤出机造粒。单螺杆挤出机自加料段温度为120℃,150℃,160℃,145℃。
(3)注塑成型:注塑机温度自加料段至机头部位温度为140~145℃,170~175℃,160~165℃(三段式)。进料量及定型时间,根据设备和鞋号的不同适当调整。
2、PVC注塑发泡凉鞋
(1)配料、捏合:按照配方称量PVC树脂及各种助剂,在高速混合机中混合,100~110℃左右,放到冷却混合机中,冷却到50℃以下出料。
(2)造粒:挤出机加料段、压缩段、均化段温度分别为130℃、120℃、105℃。颗粒一般不要求充分塑化,尤其不允许颗粒内部有发泡现象。
(3)注塑成型:PVC发泡凉鞋的注塑采用两次开模法,其目的是保证鞋底发泡而鞋帮不发泡。生产发泡鞋最好采用转盘式注塑机,一机多模(8模或10模),才能保证质量,提高生产效率。大底模具的发泡量控制在4~5mm。中号、小号模具的发泡量控制在2~4mm。成型温度:加料区150~160℃、中部 165~170℃,下部140~150℃。注塑温度控制适当与否,直接影响发泡鞋的发泡倍率,定型时间约60~70s左右,具体时间根据鞋的大小确定,每双鞋生产周期约150s。
(4)喷漆上光:PVC注塑发泡鞋最大的缺点是鞋帮表面粗糙无光,须进行表面修饰。即对鞋表面进行喷漆处理。漆料由聚氨酯清漆、环己酮、醋酸丁酯配成,或购置市售的聚氨酯清漆经稀释后使用。操作分三步进行,即喷色边、上光面和烘干(60℃)固化。
3、高筒靴(矿工鞋、雨鞋)
PVC高筒靴注塑工艺和PVC注塑凉鞋基本一致,只是注塑前有些差异。高筒靴注塑前,在鞋模楦上先套好完整的(帮和底缝在一起的)趟里布,然后合模,注塑 PVC料于模内,使PVC料和趟里布在鞋模上粘合成一体,待脱模后便成为一只完整的高筒靴。最后,在长筒靴的内底加贴一层厚的聚乙烯发泡片裁剪而成的趟底垫。
4、模压发泡拖鞋
由于拖鞋的鞋底和鞋帮为单独两部分,鞋帮选择余地很大,PVC鞋帮(鞋攀)一般为非发泡的,可采用和塑料凉鞋相同的工艺注塑成型。这里只对模压发泡鞋底生产工艺进行说明。 模压发泡拖鞋鞋底工艺:
(1)配料、捏合:可采用高、冷混合机或捏合机混合,但要保证增塑剂吸收充分、物料混合均匀。
(2)塑炼拉片:双辊塑炼机对混好的物料进行塑炼拉片,塑炼温度控制在130℃左右。
(3)模压制坯:将塑炼后拉的片按样板进行冲片,根据鞋底要求将片料进行颜色搭配,放入模具中,在热压机进行加热塑化、发泡,发泡后进行冷却定型,再脱模取出塑化好的坯料。模压塑化温度160~165℃,加热蒸汽压力0.686~0.784MPa,模压塑化压力4.9MPa,模压塑化时间10~20分钟,冷却定型温度50℃,冷却定型时间20分钟。
(4)热处理:热处理的目的是在常压下,使坯料进一步加热发泡得到发泡的鞋底片料,其操作是将坯料送入蒸汽加热的烘房内,控制温度100~130℃,约10~15分钟,使之发泡,得到拖鞋鞋底发泡片料。一般出烘房后,还应在库房存放一周后再冲片。
(5)冲裁并组装:将发泡片料,按拖鞋的规格尺寸要求,冲裁成拖鞋底样,然后打眼,与拖鞋鞋攀组装,得到成品拖鞋。
4、PVC鞋底
PVC鞋底通常采用热挤冷压的方法生产。热挤PVC熔体圆棒是用两台串联的挤出机,第一台挤出机主要起塑化作用,经过一次塑化的PVC物料直接进入第二台挤出机,进一步塑化并挤成熔体圆棒。圆棒按照鞋底尺寸裁割成一定长度的棒,迅速送入鞋模内,采用冷压法模压成型,脱模后即制成鞋底。两台串联挤出机温度:第一台:加料段150~155℃,出料段160~165℃。第二台:加料段165~170℃,中段170~175℃,出料段175~180℃。冷压时保压时间为2~2.5分钟。
相关参考
配方设计的原则配方设计是以下三个方面性能的平衡1、材料的加工性能。1.熔体的粘度.2.热稳定性.3.流变性和润滑性.2、制品的性能。1.力学性能.2.热变性温度.3.透明.4.耐候.5.阻燃.6.其它.3、经济性。1.配方的价格.2.配方和生产效...
配方设计的原则配方设计是以下三个方面性能的平衡1、材料的加工性能。1.熔体的粘度.2.热稳定性.3.流变性和润滑性.2、制品的性能。1.力学性能.2.热变性温度.3.透明.4.耐候.5.阻燃.6.其它.3、经济性。1.配方的价格.2.配方和生产效...
配方设计的原则配方设计是以下三个方面性能的平衡1、材料的加工性能。1.熔体的粘度.2.热稳定性.3.流变性和润滑性.2、制品的性能。1.力学性能.2.热变性温度.3.透明.4.耐候.5.阻燃.6.其它.3、经济性。1.配方的价格.2.配方和生产效...
橡胶和塑胶的鞋底区别(EVA、PVC、亚麻、真皮、吹气、橡胶、泡沫、塑料拖鞋优缺点介绍)
家居生活中,拖鞋必不可少。每个人对拖鞋的要求各有不同,有人喜欢可爱的颜色鲜亮的,有人喜欢颜色暗一些的,有人喜欢健康的,有人喜欢舒适的,有人注重品质,有人图便宜,有人希望在家可以穿,出门逛街也能穿……拖...
说到鞋底的材料,PVC和橡胶是大家最熟悉的两种了,pvc鞋底和橡胶底当然是各有优缺点的,不能简单说哪个好,其适合的鞋子种类也是各不相同。PVC材料的鞋底更适合时装鞋,橡胶鞋底更适合运动鞋。PVC鞋底价格便宜,材质轻便...
浴室防滑垫橡胶和pvc哪个好(PVC鞋底好还是橡胶鞋底好?)
说到鞋底的材料,PVC和橡胶是大家最熟悉的两种了,pvc鞋底和橡胶底当然是各有优缺点的,不能简单说哪个好,其适合的鞋子种类也是各不相同。PVC材料的鞋底更适合时装鞋,橡胶鞋底更适合运动鞋。PVC鞋底价格便宜,材质轻便...
浴室防滑垫橡胶和pvc哪个好(PVC鞋底好还是橡胶鞋底好?)
说到鞋底的材料,PVC和橡胶是大家最熟悉的两种了,pvc鞋底和橡胶底当然是各有优缺点的,不能简单说哪个好,其适合的鞋子种类也是各不相同。PVC材料的鞋底更适合时装鞋,橡胶鞋底更适合运动鞋。PVC鞋底价格便宜,材质轻便...
特软电缆(PVC电缆料技术知识介绍,PVC配方设计时要考虑的要求)
PVC电缆料是由聚氯乙烯树脂、稳定剂、增塑剂、填充剂、润滑剂、抗氧剂、着色剂等组成。PVC电缆料的耐电压和绝缘电阻比较高,但介电常数和介电损耗较大。因此,一般主要用作低压(≤1KV)和中高压(6~10KV)电缆的绝缘层。...
特软电缆(PVC电缆料技术知识介绍,PVC配方设计时要考虑的要求)
PVC电缆料是由聚氯乙烯树脂、稳定剂、增塑剂、填充剂、润滑剂、抗氧剂、着色剂等组成。PVC电缆料的耐电压和绝缘电阻比较高,但介电常数和介电损耗较大。因此,一般主要用作低压(≤1KV)和中高压(6~10KV)电缆的绝缘层。...
新款pvc鞋底(为什么PVC鞋底耐磨性能总是达不到?高手在民间)
...等,大家有没有发现,时间久了,会断底开裂,要么就是鞋底磨损快,这是什么原因呢?PVC鞋底断裂,这是由PVC的本身不耐折的性能决定的,尤其是在低温下更加明显。有人说加增塑剂可减轻折断率,但不能根本上解决问题,且...