机加工工艺工程师(几何尺寸和公差基础)
Posted
篇首语:给人以星火者,必怀火炬。本文由小常识网(cha138.com)小编为大家整理,主要介绍了机加工工艺工程师(几何尺寸和公差基础)相关的知识,希望对你有一定的参考价值。
机加工工艺工程师(几何尺寸和公差基础)
几何尺寸和公差(Geometric Dimensioning and Tolerancing,GD&T),包括尺寸公差和几何公差。通过几何公差的图纸标注,可以有效且精确地表达产品的功能, 同时尽量地放大制造公差,降低产品的成本,提高产品的合格率。GD&T 几何公差功能 标注示例如图 1‑1 所示,设计工程师通过 GD&T中的相关原则、符号、基准和各种公差,精确地在图纸上表达产品的功能。制造工艺工程师通过 GD&T图纸能够很好地理解产品 的功能要求,并加工出合格的产品。质量工程师根据 GD&T图纸对产品的要求,对实际 产品进行尺寸公差检测,有效地判定哪些产品是合格的。GD&T 标注的图纸可以统一不同部门的工程师及供应商对图纸的理解,图纸解释是唯一的,不会引起歧义,GD&T 是工程师们的共同图纸语言。
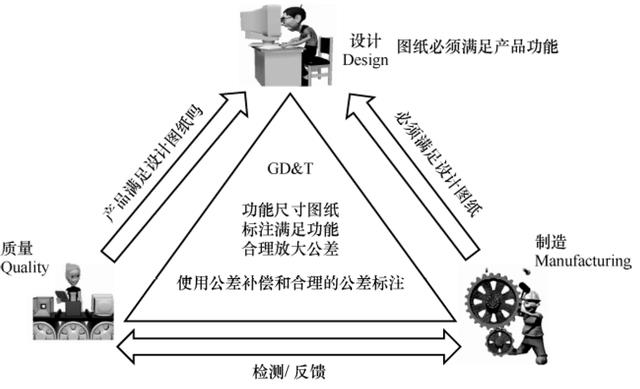
图 ‑1 GD&T几何公差功能标注示例
几何公差常用的 24 个术语和基本定义
1. 表面要素(Feature)
表面要素是指零件的实际物理表面,如销、孔、槽的表面。也就是说,能够用手指感知并能留下指纹的表面就叫作表面要素。表面要素标注示例如图 1‑2 所示,图中共有7个表面要素。
2. 对立(Opposed)
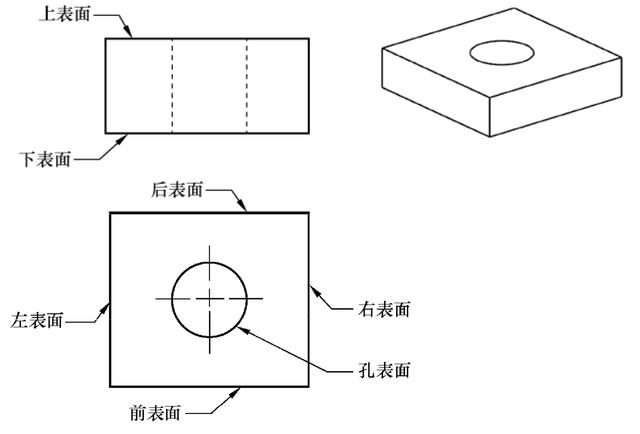
图 ‑2 表面要素标注示例
对立标注示例如图 1‑3所示,在图 1-3(a)中,A和B是完全对立的两个相互平行的表面,因为在A平面上的任意一点,在B平面上都能够找到对立的另一个点。在图1-3(b)中,A和B是部分对立的两个相互平行的表面,因为A平面上的点只有一部分能够在B平面上找到对立的点。在图1-3(c)中,A和B是非对立的两个相互平行表面,因为两个平面找不到对立的点。
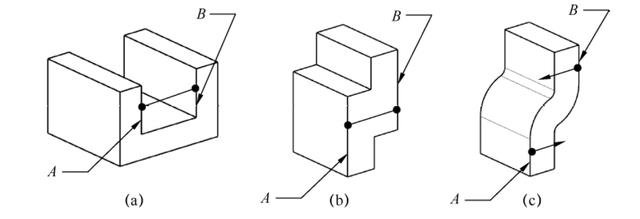
图 ‑3 对立标注示例
3.尺寸要素(FeatureofSize)
尺寸要素包括两种:规则尺寸要素和非规则尺寸要素。
1)规则尺寸要素(RegularFeatureofSize)
规则尺寸要素包括:一个圆柱面、球面或圆元素,或者一对具有对立(或部分对立)
的相互平行的线元素或表面要素,并且能通过标注尺寸公差来管控。
规则尺寸要素要满足下面4个条件。
(1)包含对立的(至少部分对立)的表面或线元素。
(2)能够导出一个中心要素,如中心点、中心线或中心面。
(3)可以标注尺寸公差管控。
(4)形状可以是一个圆柱、球、圆或相互平行的直线和平面。
根据尺寸要素的规则可知,在图1-3(a)、(b)中,平面A和B是规则尺寸要素,在图1-3(c)中,平面A和B不是规则尺寸要素,因为它们没有对立的元素。
2)非规则尺寸要素(IrregularFeatureofSize)
非规则尺寸要素标注示例如图1‑4所示,非规则尺寸要素包括两种类型:
(1)由一个或一组要素组成,它们具有一个球面、圆柱面或两个相互平行平面的非关联实际包容配合面。
(2)由一个或一组要素组成,它们具有非球面、圆柱面或两个相互平行平面的非关联实际包容配合面。
非规则尺寸要素不需要具有相对立的表面或线元素,也不需要直接用尺寸公差管控,但必须能够建立非关联实际包容配合面。
区分规则、非规则尺寸要素对图纸标注理解正确与否很重要,因为Rule#1(包容原则)只能应用在规则尺寸要素上。
规则尺寸要素具有两个或多个对立的点,并且具有实际局部尺寸,可以用尺寸公差管控它们的大小和形状误差。
非规则尺寸要素不需要对立的点,它的非关联实际包容配合面也可以不是圆柱面、球面或相互平行直线或平面。
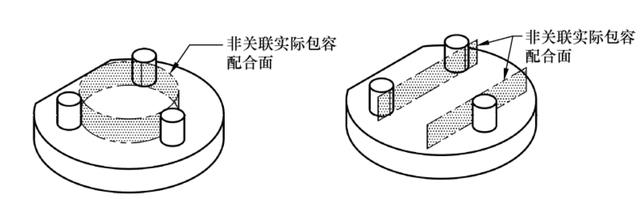
图 ‑4 非规则尺寸要素标注示例
4.实际局部尺寸(ActualLocalSize)
实际局部尺寸标注示例如图1‑5所示,实际局部尺寸是指规则尺寸要素任意一个横截面两点之间的尺寸大小。实际局部尺寸的测量工具常常是千分尺或游标卡尺。
5.实际包容配合面(ActualMatingEnvelope)
实际包容配合面是指在实际零件材料外面,与外部尺寸要素接触的最小尺寸的理想包容配合面,即最小外接包容配合面;或者与内部尺寸要素接触的最大尺寸的理想包容配合面,即最大内切包容配合面。实际包容配合面包括两种:非关联实际包容配合面和关联实际包容配合面。
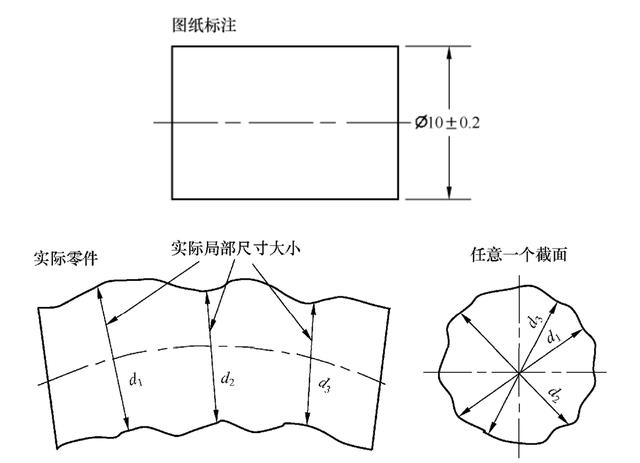
图 ‑5 实际局部尺寸标注示例
实际包容配合面标注示例如图1‑6所示,实际包容配合面是与尺寸要素最高点接触且在材料外面的一个理想包容配合面,实际包容配合面是一个变化的尺寸,取决于实际零件的尺寸和形状,并且总是在材料的外面。
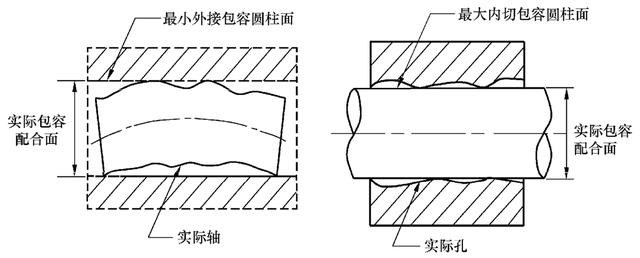
图 ‑6实际包容配合面标注示例
对于外部尺寸要素,如圆柱,实际包容配合面就是在材料外面与实际零件最高点接触的一个最小包容面,即最小外接包容圆柱面。
对于内部尺寸要素,如圆孔,实际包容配合面就是在材料外面与实际零件最高点接触的一个最大包容面,即最大内切包容圆柱面。
6.非关联实际包容配合面(UnrelatedActualMatingEnvelope)
非关联实际包容配合面是指与内部尺寸要素或外部尺寸要素材料外面最高点接触的一个理想包容配合面,它不与任何基准相关联,即不受任何基准约束。非关联实际包容配合面标注示例如图1‑7所示,包容配合面不需要和图纸中的基准保持理想的方向和位置关系,图中圆柱的实际包容配合面即最小外接圆柱面不需要和基准A垂直。
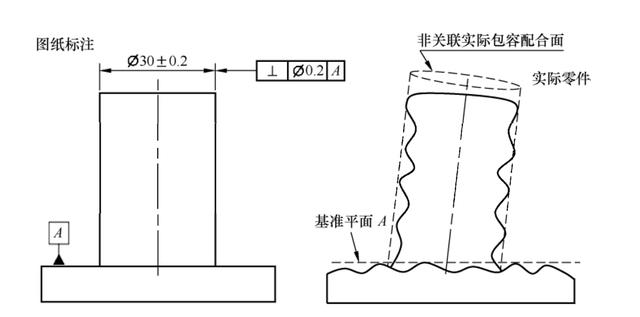
图 ‑7 非关联实际包容配合面标注示例
7.关联实际包容配合面(RelatedActualMatingEnvelope)
关联实际包容配合面是指与内部尺寸要素或外部尺寸要素材料外面最高点接触的一个理想包容配合面,且与基准相关联,基准按照理想状态约束其方向和位置。关联实际包容配合面标注示例如图1‑8所示,包容配合面与基准保持理想的位置和方向要求,图中圆柱的实际包容配合面即最小外接圆柱面要和基准A垂直。
图 ‑8 关联实际包容配合面标注示例
8.轴线(Axis)
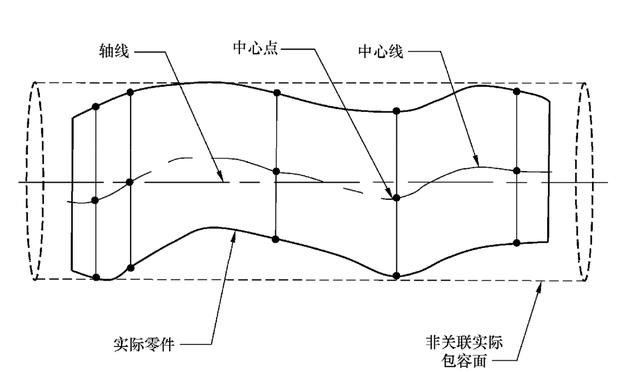
轴线是理想的直线,一般是圆柱尺寸要素的非关联实际包容配合面的轴线。轴线和中心线标注示例如图1‑9所示,对于外部尺寸要素(如圆柱),轴线就是实际圆柱的非关联实际包容配合面,即最小外接包容圆柱面的轴线。对于内部尺寸要素(如圆孔),轴线就是实际圆孔的非关联实际包容配合面,即最大内切包容圆柱面的轴线。
9.中心线(MedianLine)
中心线是由所有垂直于尺寸要素非关联实际包容配合面轴线的横截面中心点构造成非理想的线,中心线可以是曲线,如图1‑9所示。
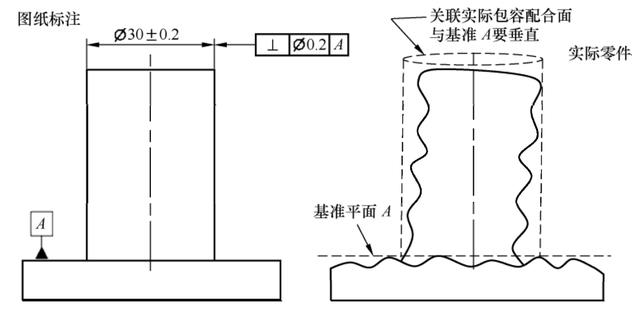
图 ‑9 轴线和中心线标注示例
10.中心平面(CenterPlane)
中心平面标注示例如图1‑10所示,中心平面是理想的平面,一般是指尺寸要素非关联实际包容配合面的中心平面。
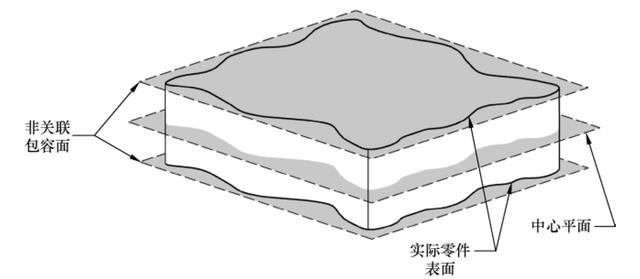
图 ‑10 中心平面标注示例
11.中心面(MedianPlane)
中心面是由所有垂直于尺寸要素非关联实际包容配合面的中心平面的横截面中心点构造的非理想面,中心面可以是曲面。中心面标注示例如图1‑11所示。
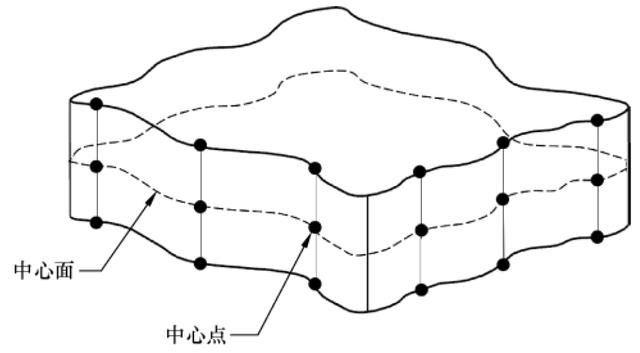
图 ‑11 中心面标注示例
12.最大实体状态(MaximumMaterialCondition,MMC)
尺寸要素在尺寸公差极限范围内,具有材料最多的状态就是最大实体状态,对于外部尺寸要素(如轴),最大实体状态就是轴的尺寸最大时的状态,对于内部尺寸要素(如孔),最大实体状态就是孔的尺寸最小时的状态。最大实体状态标注示例如图1‑12所示,轴的直径等于最大值12.3时是轴的最大实体状态,孔的直径等于最小值11.7时是孔的最大实体状态。
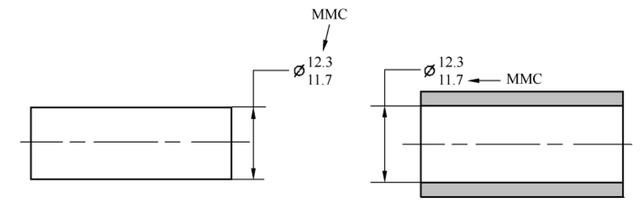
图 ‑12最大实体状态标注示例
13.最小实体状态(LeastMaterialCondition,LMC)
尺寸要素在尺寸公差极限范围内,具有材料最少的状态就是最小实体状态,对于外部尺寸要素(如轴),最小实体状态就是轴的尺寸最小时的状态,对于内部尺寸要素(如孔),最小实体状态就是孔的尺寸最大时的状态。最小实体状态标注示例如图1‑13所示,轴的直径等于最小值11.7时是轴的最小实体状态,孔的直径等于最大值12.3时是孔的最小实体状态。
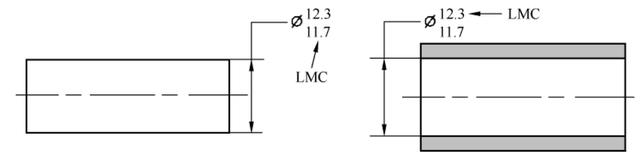
图 ‑13最小实体状态标注示例
14.与要素尺寸无关(RegardlessofFeatureSize,RFS)
标注的几何公差与要素尺寸的大小无关,无论实际零件的尺寸是多大,允许的几何公差值始终保持图纸标注的值固定不变。与要素尺寸无关(RFS)标注示例如图1‑14所示。
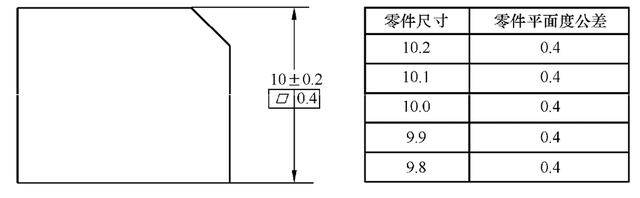
图 ‑14与要素尺寸无关标注示例
15.公差补偿(BonusTolerance)
公差补偿是相对于图纸标注的几何公差的额外公差,当尺寸要素标注的几何公差应用最大实体或最小实体要求时,公差补偿就可以产生。
当几何公差使用最大实体即修饰符号时,图纸表示被管控的尺寸要素在最大实体尺寸时,允许的几何公差等于图纸标注的公差值,没有公差补偿。当被管控尺寸要素的非关联实际包容配合面尺寸偏离最大实体尺寸时,几何公差是可以得到补偿的,补偿值就等于非关联实际包容配合面尺寸与最大实体尺寸的差值。最大实体要求的公差补偿标注示例如图1‑15所示。当非关联实际包容配合面尺寸等于最大实体尺寸10.2时,公差补偿值为0;当非关联实际包容配合面尺寸等于10.1,与最大实体尺寸10.2比较,偏离了(少了)0.1,公差补偿值为0.1,公差补偿值加上基本公差值就等于总体平面度公差允许值。当非关联实际包容配合面尺寸等于最小实体尺寸9.8时,公差补偿值为0.4。
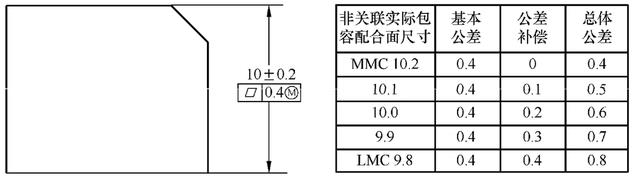
图 ‑15最大实体要求的公差补偿标注示例
当几何公差使用最小实体即修饰符号时,图纸表示被管控的尺寸要素在最小实体尺寸时,允许的几何公差是图纸标注的公差值,没有公差补偿。当被管控尺寸要素的非关联实际包容配合面尺寸偏离最小实体尺寸时,几何公差是可以得到补偿的,补偿值就等于非关联实际包容配合面尺寸与最小实体尺寸的差值,最小实体要求的公差补偿标注示例如图1‑16所示。当非关联实际包容配合面尺寸等于最小实体尺寸9.8时,公差补偿值为0;当非关联实际包容配合面尺寸等于9.9时,与最小实体尺寸9.8比较,偏离了(多了)0.1,公差补偿值为0.1,公差补偿值加上基本公差值就等于总体平面度公差允许值。当非关联实际包容配合面尺寸等于最大实体尺寸10.2时,公差补偿值为0.4。
公差补偿对于零件图纸设计非常重要,设计者合理使用公差补偿可以在保证功能的前提下,放大制造公差,提高产品合格率,最大限度地降低产品成本。
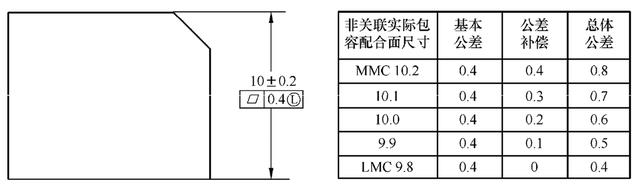
图 ‑16最小实体要求的公差补偿标注示例
16.内边界(InnerBoundary)
内边界是尺寸要素最差的边界。对于内部尺寸要素,如孔,其内边界的大小等于孔的最大实体尺寸(即最小极限尺寸)减去对应的几何公差值。对于外部尺寸要素,如轴,其内边界大小等于轴的最小实体尺寸(即最小极限尺寸)减去对应的几何公差值。内边界解释标注示例如图1‑17所示,孔的直径尺寸是8±0.2,垂直度公差是0.2。其孔的内边界大小等于孔的最大实体尺寸7.8减去0.2的垂直度公差,内边界大小等于7.6。内边界概念常用于内部尺寸要素,如孔。这是因为内边界决定了内部尺寸要素的装配边界。
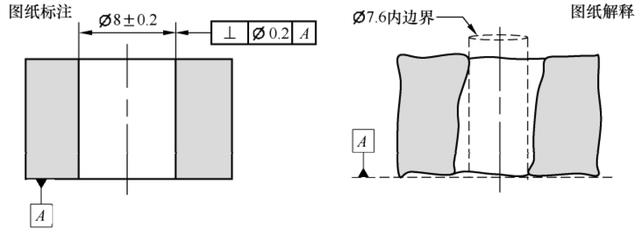
图 ‑17内边界解释标注示例
17.外边界(OuterBoundary)
外边界是尺寸要素最差的边界。对于内部尺寸要素,如孔,其外边界大小等于最小实体尺寸(即最大极限尺寸)加上对应的几何公差值。对于外部尺寸要素,如轴,其外边界大小等于最大实体尺寸(即最大极限尺寸)加上对应的几何公差值。
外边界解释标注示例如图1‑18所示,轴的直径尺寸是8±0.2,垂直度公差是0.2。其轴的外边界大小等于轴的最大实体尺寸8.2加上0.2的垂直度公差值,其外边界大小等于8.4。外边界多用于轴类等外部尺寸要素,因为外边界决定外部尺寸要素装配边界。
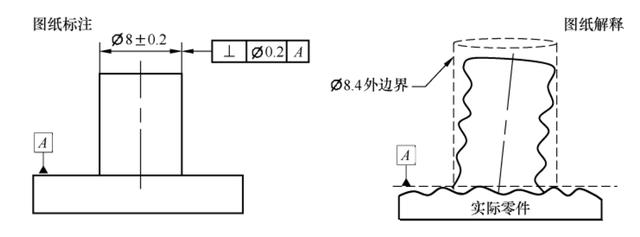
图 ‑18外边界解释标注示例
18.实效状态(VirtualCondition)
实效状态是一个固定的边界,它是由尺寸要素所标注的最大实体或最小实体要求,以及在这个实体要求下的几何公差共同形成的一个固定尺寸边界。实效状态对应的固定尺寸的边界简称实效边界。
对于外部尺寸要素,如轴,标注的几何公差采用最大实体要求时,其实效状态是一个固定尺寸的最差边界,边界的大小是由轴的最大实体尺寸(即最大极限尺寸)加上相应的几何公差。此时轴的实效边界等于轴的外边界大小。
对于外部尺寸要素,如轴,标注的几何公差采用最小实体要求时,其实效状态是一个固定尺寸的最差边界,边界的大小是由轴的最小实体尺寸(即最小极限尺寸)减去相应的几何公差。此时轴的实效边界等于轴的内边界大小。
对于内部尺寸要素,如孔,标注的几何公差采用最大实体要求时,其实效状态是一个固定尺寸最差的边界,边界的大小等于孔的最大实体尺寸(即最小极限尺寸)减去相应的几何公差。此时孔的实效边界等于孔的内边界大小。
对于内部尺寸要素,如孔,标注的几何公差采用最小实体要求时,其实效状态是一个固定尺寸的最差边界,边界的大小是由孔的最小实体尺寸(即最大极限尺寸)加上相应的几何公差。此时孔的实效边界等于孔的外边界大小。
实效边界通常是指验证几何公差时,产品可以接受的边界,可以用来保证产品装配和其他功能。几何公差标注采用最大实体要求,通过实效边界可以计算出功能检具的尺寸,如检测孔的位置度,算出实效边界,从而可以计算出检测位置度销子的尺寸大小。
另外,只有尺寸要素的几何公差在采用最大实体或最小实体要求时,才有固定尺寸的实效边界。
19.实效状态、内边界、外边界之间的关系
尺寸要素的内边界和外边界是由其非关联实际包容配合面尺寸和相对应的几何公差共同形成的一个边界,它的尺寸大小不一定是一个固定值,这与它的几何公差使用的公差要求有关系,如最大实体要求、最小实体要求、与要素尺寸无关原则。内部尺寸要素孔的几何公差使用的最大实体要求,即公差框格的公差值后面加了修饰符号,那么孔的内边界就是一个固定值。外部尺寸要素轴的几何公差使用的最大实体要求,即公差框格的公差值后面加了修饰符号,那么轴的外边界就是一个固定值。如果几何公差采用与要素尺寸无关原则,孔和轴都没有一个固定的内边界或外边界。
实效状态是一个固定尺寸的边界,当几何公差采用最大实体要求和最小实体要求时,实效状态边界等于尺寸要素的内边界,或者等于尺寸要素的外边界。如果几何公差采用与要素尺寸无关原则,因为尺寸要素没有固定尺寸的内边界和外边界,所以没有实效状态。
内部尺寸要素采用最大实体要求时的实效边界标注示例如图1‑19所示。由图1‑19可知,直径尺寸为20的孔的位置度0.1采用的是最大实体要求修饰符号,即位置度公差0.1后面加了,由公差补偿可知,孔允许的位置度公差是随着孔的非关联实际包容配合面尺寸变化而变化的。当孔的非关联实际包容配合面尺寸等于最大实体尺寸(即最小极限尺寸)时,孔允许的位置度公差是0.1。当孔的非关联实际包容配合面尺寸大于最大实体尺寸时,孔允许的位置度公差就补偿放大,补偿值等于孔的非关联实际包容配合面尺寸与最大实体尺寸的差值,具体关系参见图1‑19中左下角的表格。再由内、外边界的定义可知,孔的内边界直径尺寸是19.7,外边界直径尺寸是20.7。孔的位置度采用了最大实体要求,其内边界是一个固定值,每个孔的非关联实际包容配合面尺寸减去对应的位置度公差值结果一样。由实效状态定义可知,孔的实效状态边界大小等于孔的内边界大小。
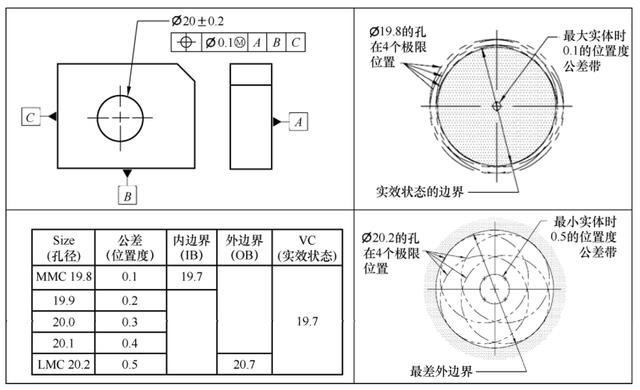
图 ‑19 内部尺寸要素采用最大实体要求时的实效边界标注示例
内部尺寸要素采用最小实体要求时的实效边界标注示例如图1‑20。所示。由图1‑20。可知,直径尺寸为20的孔的位置度0.1采用的是最小实体要求,即位置度公差0.1后面加了修饰符号,由公差补偿可知,孔允许的位置度公差是随着孔的非关联实际包容配合面尺寸变化而变化的。当孔的非关联实际包容配合面尺寸等于最小实体尺寸(即最大极限尺寸)时,孔允许的位置度公差是0.1。当孔的非关联实际包容配合面尺寸小于最大极限尺寸时,孔允许的位置度公差就要补偿放大,补偿值等于孔的非关联实际包容配合面尺寸与最小实体尺寸的差值,具体关系参见图1‑20。中左下角的表格。再由内、外边界的定义可知,孔的内边界直径尺寸是19.3,外边界直径尺寸是20.3。孔的位置度采用了最小实体要求,其外边界是一个固定值,每个孔的非关联实际包容配合面尺寸加上对应的位置度公差值结果一样。由实效状态定义可知,孔的实效状态边界大小等于孔的外边界大小。
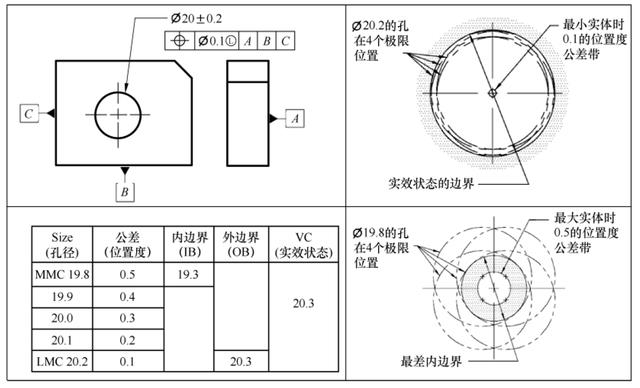
图 ‑20内部尺寸要素采用最小实体要求时的实效边界标注示例
内部尺寸要素采用与要素尺寸无关原则时的实效状态标注示例如图1‑21。所示。由图1‑21。可知,直径尺寸为20的孔的位置度0.1采用的是与要素尺寸无关原则,即位置度公差0.1后面没有和修饰符号。孔允许的位置度公差值是一个固定值0.1,没有公差补偿,不会随着孔的非关联实际包容配合面尺寸变化而改变。具体关系参见图1‑21。中左下角的表格。再由内、外边界的定义可知,孔的内边界直径尺寸是19.7,外边界直径尺寸是20.3。每个孔的直径尺寸不一样,但允许的位置度公差值固定不变,所以没有一个固定尺寸的内边界和外边界,由实效状态定义可知,与要素尺寸无关原则下孔没有实效状态。
外部尺寸要素采用最大实体要求时的实效边界标注示例如图1‑22。所示。由图1‑22可知,直径尺寸为20的轴的位置度0.1采用的是最大实体要求,即位置度公差0.1后面加了修饰符号,由公差补偿可知,轴允许的位置度公差是随着轴的非关联实际包容配合面尺寸变化而变化的。当轴的非关联实际包容配合面尺寸等于最大实体尺寸(即最大极限尺寸)时,轴允许的位置度公差是0.1。当轴的非关联实际包容配合面尺寸小于最大实体尺寸时,轴允许的位置度公差就要补偿放大,补偿值等于轴的非关联实际包容配合面尺寸与最大实体尺寸的差值,具体关系参见图1‑22中左下角的表格,再由内、外边界的定义可知,轴的内边界直径尺寸是19.3,外边界直径尺寸是20.3。轴的位置度采用了最大实体要求,其外边界是一个固定值,每个轴的非关联实际包容配合面尺寸加上对应的位置度公差值结果一样。由实效状态定义可知,轴的实效状态边界大小等于轴的外边界大小。
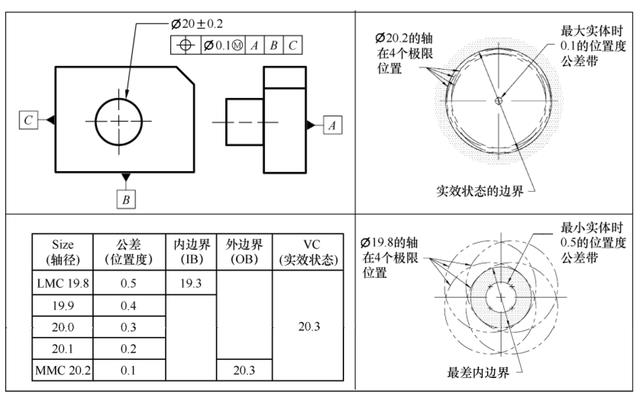
图 ‑22外部尺寸要素采用最大实体要求时的实效边界标注示例
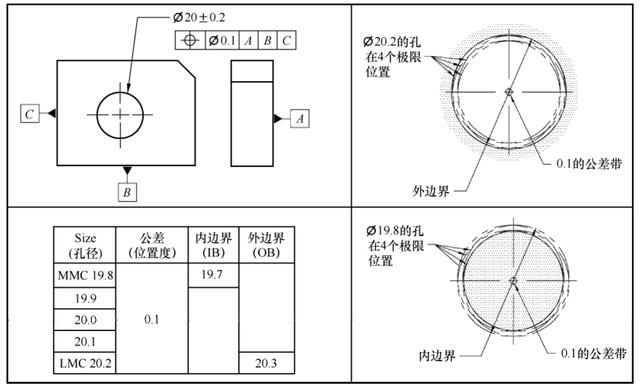
图 ‑21内部尺寸要素采用与要素尺寸无关原则时的实效状态标注示例
外部尺寸要素采用最小实体要求时的实效边界标注示例如图1‑23。所示。由图1‑23。可知,直径尺寸为20的轴的位置度0.1采用的是最小实体要求,即位置度公差0.1后面加了修饰符号,由公差补偿可知,轴允许的位置度公差是随着轴非关联实际包容配合面尺寸变化而变化的。当轴的非关联实际包容配合面尺寸等于最小实体尺寸(即最小极限尺寸)时,轴允许的位置度公差是0.1。当轴的非关联实际包容配合面尺寸大于最小极限尺寸时,轴允许的位置度公差就要补偿放大,补偿值等于轴的非关联实际包容配合面尺寸与最小实体尺寸的差值,具体关系参见图1‑23。中左下角的表格,再由内、外边界的定义可知,轴的内边界直径尺寸是19.7,外边界直径尺寸是20.7。轴的位置度采用了最小实体要求,其内边界是一个固定值,每个轴的非关联实际包容配合面尺寸减去对应的位置度公差值结果一样。由实效状态定义可知,轴的实效边界大小等于轴的内边界大小。
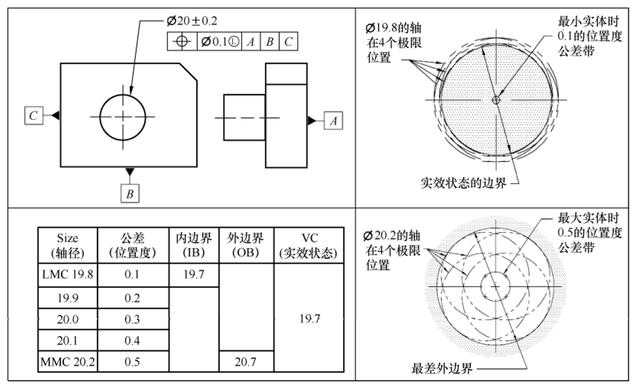
图 ‑23外部尺寸要素采用最小实体要求时的实效边界标注示例
外部尺寸要素采用与要素尺寸无关原则时的实效边界标注示例如图1‑24。所示。由图1‑24。可知,直径尺寸为20的轴的位置度0.1采用的是与要素尺寸无关原则,即位置度公差0.1后面没有和修饰符号。轴允许的位置度公差值是一个固定值0.1,没有公差补偿,不会随着轴的非关联实际包容配合面尺寸变化而改变,具体关系参见图1‑24。中左下角的表格。再由内、外边界的定义可知,轴的内边界直径尺寸是19.7,外边界直径尺寸是20.3。每个轴的直径尺寸不一样,但允许的位置度公差值固定不变,所以没有一个固定尺寸的内边界和外边界,由实效状态定义可知,与要素尺寸无关原则下轴没有实效状态。
20.成组(Pattern)
位置度和轮廓度公差应用在两个或多个要素和尺寸要素,用下列标注方式可以把它们当作成组考虑。
(1)n×——n个要素。
(2)nCOAXIALHOLES——n个同轴孔。
(3)ALLOVER——全表面。
(4)ALLAROUND——全周。
(5)A←→B(BetweenAandB)——A和B之间。
(6)A→B(FromAtoB)——从A到B。
(7)nSurface——n个表面。
(8)Simultaneousrequirement——同时要求。
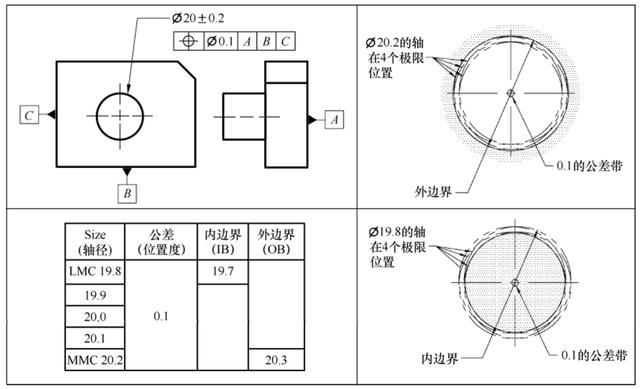
图 ‑24外部尺寸要素采用与要素尺寸无关原则时的实效边界标注示例
21.理论尺寸(BasicDimension)
理论尺寸即理想状态下的尺寸,一般指的是三维模型上的尺寸,在图纸上把尺寸标注在方框里面。理论尺寸标注示例如图1‑25所示。

图 ‑25 理论尺寸标注示例
22.理论位置(TruePosition)
理论位置是由图纸中的理论尺寸确定的,一般指的是三维模型上的位置。理论位置标注示例如图1‑26所示,在图1‑26中,通过两个理论尺寸20就确定了孔相对基准的理论位置。
23.连续要素(ContinuousFeature)
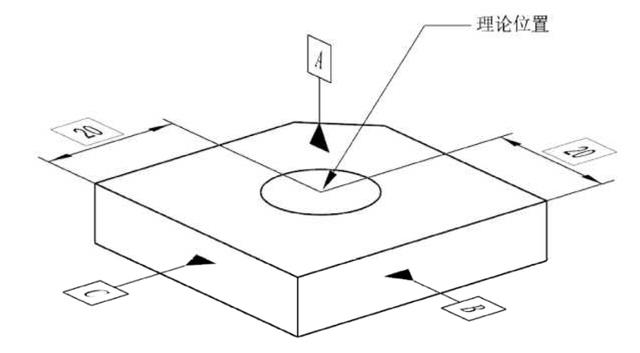
图 ‑26理论位置标注示例
两个或多个断开的要素,标注了“CF”符号,表示把它们当作单个连续要素。连续要素标注示例如图1‑27所示,图中CF表示3个断开的平面当作一个连续平面要素,在0.1的平面度公差带里。
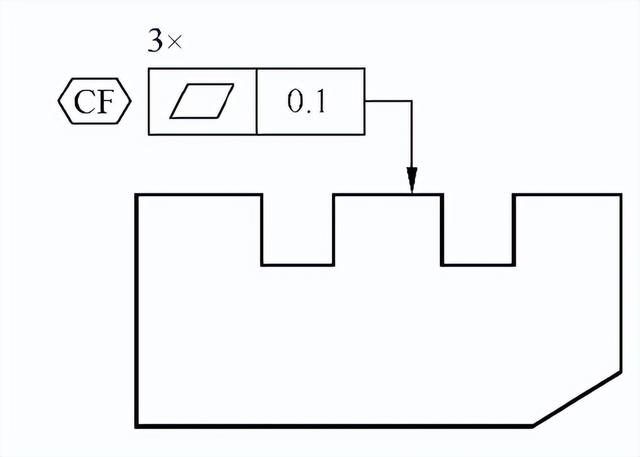
图 ‑27连续要素标注示例
24.连续尺寸要素(ContinuousFeatureofSize)
连续尺寸要素是指两个或多个规则的尺寸要素,或者一个被断开了的规则尺寸要素标注了“CF”符号,表示把它们当作单个规则的尺寸要素。连续尺寸要素标注示例如图1‑28所示,图中CF表示直径为22.1~22.2之间的轴,当作单个连续的轴管控。
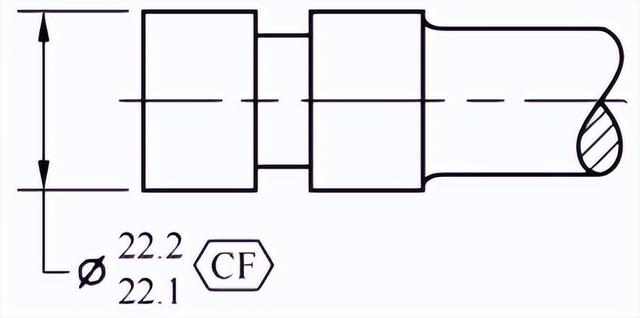
图 ‑28连续尺寸要素标注示例
相关参考
数字角度测量尺(「零基础学几何公差系列」(四)几何公差测量设备)
不同于尺寸特性测量2点间直线距离的操作,几何特性要求测量“圆度”、“垂直度”、“起伏”等形状,难以借助测量2点间距离的测量器具,即游标卡尺及千分尺进行测量。几何公差的测量涉及多种测量形状的器具及设备,它...
常用的测量方法三种(「零基础学几何公差系列」(五)几何公差的测量方法)
所谓形状公差,就是决定目标物(部件)形状的基本几何公差。测量对象为笔直度、圆度、平坦度、轮廓等,借助游标卡尺、千分尺、高度尺规等常用工具也能测量。而三坐标测量仪测量,则具有测量精度高、速度快、稳定性高...
...类零件图除需标注上述各项尺寸公差外,还需标注必要的几何公差,以保证轴的加工精度和轴的装配质量。表6-2列出了轴的几何公差的推荐标注项目和公差等级。几何公差的具体数值见有关标准。
数控车床加工冷拔料用多少转速(公差与配合100问,做机械设计肯定用得着)
...朋友就转给他吧1.什么称为公差?答:允许零件尺寸和几何参数的变动量就称为公差。2.什么称为尺寸?答:用特定单位表示长度值的数字。3.什么称为基本尺寸?答:使设计给定的尺寸。4.什么称为实际尺寸?答:是通过...
...门。为此,我们将陆续介绍尺寸链技术的相关知识,帮助工程师掌握尺寸链计算的基础知识,为进一步深入学习打下基础。今天介绍的是尺寸链的定义和分类。尺寸链是机器装配或零件加工过程中,由相互连接的尺寸形成的封闭...
机械制图标注尺寸(UG工程图“3要素”,图管理、视图、尺寸与公差,63页PPT讲解)
...习UG工程图,要明白:工程图管理;视图的创建与编辑;尺寸标注、形位公差的标注和表面粗糙度的标注。以工程图管理为例:新建工程图、删除工程图、编辑工程图。63页PPT介绍UG工程图1000G机械、液压、电气、材料、非标等等...
想学锻造刀剑(机械制造工艺基础知识,金属加工工艺锻造技术,锻造生产工艺过程)
一、锻造生产工艺过程1.下料下料方法:剪切法、锯割法、砂轮切割法、冷折法和气割法等2.锻件的加热加热目的:提高金属的塑性和降低其变形抗力,即提高金属的可锻性3.锻造将坯料在力的作用下发生塑性变形,从而改变...
提高金属材料的锻(机械制造工艺基础知识,金属加工工艺锻造技术,锻造生产工艺过程)
一、锻造生产工艺过程1.下料下料方法:剪切法、锯割法、砂轮切割法、冷折法和气割法等2.锻件的加热加热目的:提高金属的塑性和降低其变形抗力,即提高金属的可锻性3.锻造将坯料在力的作用下发生塑性变形,从而改变...
...。本文通过分析该产品的零件结构及加工难点,制定加工工艺流程,确定加工方案,通过加工顺序工艺流程的优化、生产设备的合理选用、加工工序的对比、工装的设计以及加工中工装设计的改进,达到一次性保证零部件所有加...
...。本文通过分析该产品的零件结构及加工难点,制定加工工艺流程,确定加工方案,通过加工顺序工艺流程的优化、生产设备的合理选用、加工工序的对比、工装的设计以及加工中工装设计的改进,达到一次性保证零部件所有加...