木工铣床换刀方法(车间学徒不小心把刀套弄掉了一个,然后用502粘上,换刀很难学吗)
Posted
篇首语:读书不要贪多,而是要多加思索,这样的读书使我获益不少。本文由小常识网(cha138.com)小编为大家整理,主要介绍了木工铣床换刀方法(车间学徒不小心把刀套弄掉了一个,然后用502粘上,换刀很难学吗)相关的知识,希望对你有一定的参考价值。
木工铣床换刀方法(车间学徒不小心把刀套弄掉了一个,然后用502粘上,换刀很难学吗)
有个学徒说一不小心把刀套弄掉了一个,然后自己用502粘回去了,之后顺利的用了两天,后来,看见刀套和刀在换刀的时候掉下来……
换刀是个技术活,会的不难,难的不会,今天我们一起来看一下如何换刀?

刀库是用来贮存加工刀具及辅助工具的地方。其容量、布局以及具体结构,对数控机床的设计都有很大影响。
没有刀库的加工中心只能称之为数控铣,对于追求高效率的机械加工行业来说,数控铣带来的经济效益肯定不及加工中心。
一、刀库的三种形式
在自动换刀装置中,刀库是最主要的部件之一。根据刀库的容量和取刀的方式,可以将刀库设计成各种形式。今天主要介绍三种:斗笠式刀库、圆盘刀库和链式刀库三种。
1、斗笠式刀库
斗笠式刀库是固定刀库,刀具号和刀套号一直保持一一对应关系,不会随着刀具的交换而改变。
斗笠式刀库是靠主轴上下移动完成自动换刀动作的。当主轴上的刀具进入斗笠式刀库的卡槽时,主轴向上移动脱离刀具,同时刀库进行快速转动,等要换的刀具对正主轴正下方时,主轴下移使刀具进入主轴锥孔内,夹紧刀具后,刀库再退回原位。
斗笠式刀库的刀位仍然有限(一般16~34个刀位),而且总是一上一下的,比较占用时间,效率不高,还会影响到主轴的工作行程。

DMU 50斗笠式刀库
圆盘刀库和链式刀库是随机刀库,刀具号和刀套号之间的对应关系会随着刀具的交换而改变。需要用对应关系数据表来记录刀具号和刀套号的对应关系。
2、圆盘刀具
此形式存刀具少则6~8把,多则50~60把,其中有多种形式。

(1)如图b所示的刀库中,刀具径向布局,占有较大空间,刀库位置受限制,一般置于机床立柱上端,其换刀时间较短,使整个换刀装置较简单。
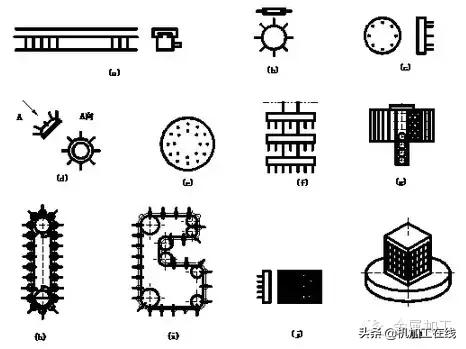
(2)如图c所示的刀库中,刀具轴向布局,常置于主轴侧面。刀库轴心线可垂直放置,也可以水平放置,此种形式使用较多。
(3)如图d所示的刀库中,刀具与刀库轴心线成一定角度(小于90°)呈伞状布置,这可根据机床的总体布局要求安排刀库的位置,多斜放于立柱上端,刀库容量不宜过大。
上述三种圆盘刀库是较常用的形式,其存刀量最多为50~60把,存刀量过多,则结构尺寸庞大,与机床布局不协调。
为进一步扩大存刀量,有的机床使用多圈分布刀具的圆盘刀库,如图e所示;多层圆盘刀库,如图f所示;多排圆盘刀库,如图g所示。多排圆盘刀库每排4把刀,可整排更换。
3、链式刀库
这种刀库刀座固定在环形链节上。常用的有单排链式刀库。这种刀库使用加长链条,让链条折叠回绕可提高空间利用率,进一步增加存刀量。
链式刀库结构紧凑,刀库容量大,链环的形状可根据机床的布局制成各种形状。同时也可以将换刀位突出以便于换刀。
在一定范围内,需要增加刀具数量时,可增加链条的长度,而不增加链轮直径。因此,链轮的圆周速度(链条线速度)可不增加,刀库运动惯量的增加可不予考虑。这些为系列刀库的设计与制造提供了很多方便。一般当刀具数量在30~120把时,多采用链式刀库。

刀库的容量:
刀库中的刀具并不是越多越好,太大的容量会增加刀库的尺寸和占地面积,使选刀时间增长。刀库的容量首先要考虑加工工艺的需要。
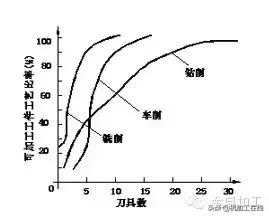
根据以钻、铣为主的立式加工中心所需刀具数的统计,绘制下图所示的曲线。曲线表明,用10把孔加工刀具可完成70%的钻削工艺,4把铣刀可完成90%的铣削工艺。据此可以看出,用14把刀具就可以完成70%以上的钻铣加工。
若是从完成对被加工工件的全部工序进行统计,得到的结果是,大部分(超过80%)的工件完成全部加工过程只需40把刀具就够了。因此,从使用角度出发,刀库的容量一般取为10~40把,盲目地加大刀库容量,将会使刀库的利用率降低,结构过于复杂,造成很大浪费。
二、换刀流程
下面我们分别来看一下三种刀库的换刀过程:
斗笠式刀库换刀过程

链式刀库换刀过程
圆盘刀库换刀过程

三、知识点:
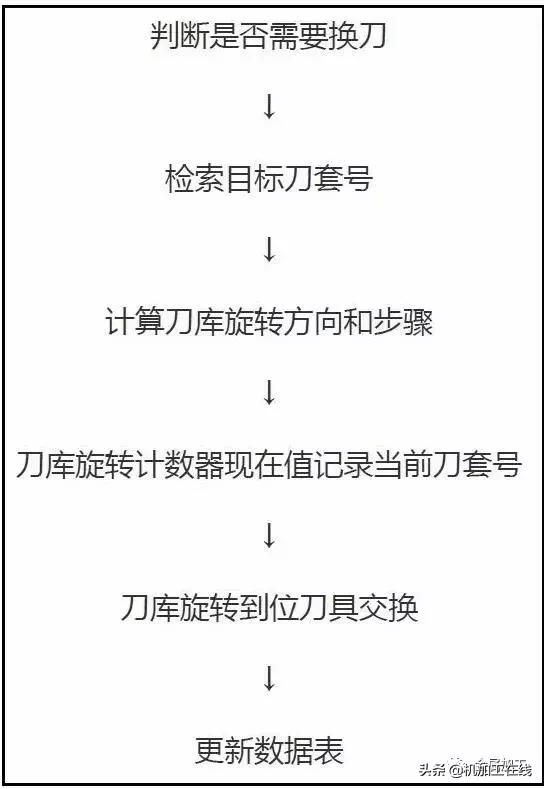
1.固定位置大小刀换刀过程
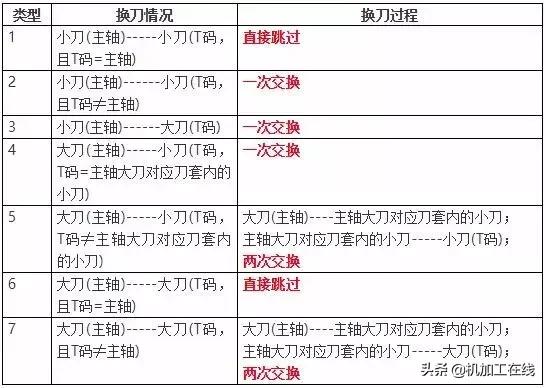
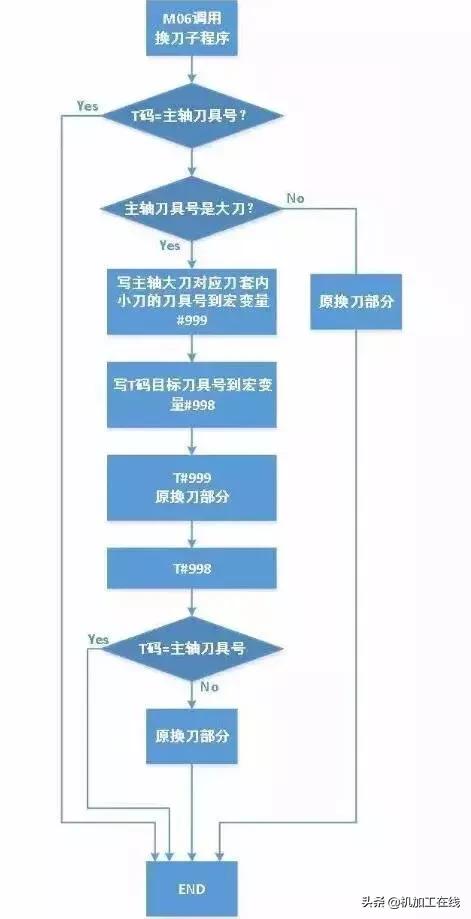
2.固定位置大小刀换刀流程图
来源:金属加工,部分资料来源于Fanuc,转载请注明。
相关参考
对于从事全屋定制、板式家具行业的朋友来说,数控木工开料机并不陌生,这是一款可以实现家具板材开料、打孔、划槽、雕刻等工艺的智能自动化木工机械设备。那么对于想从事这行业的朋友来说,可能还不是很了解,那今天...
对于从事全屋定制、板式家具行业的朋友来说,数控木工开料机并不陌生,这是一款可以实现家具板材开料、打孔、划槽、雕刻等工艺的智能自动化木工机械设备。那么对于想从事这行业的朋友来说,可能还不是很了解,那今天...
数控磨床 现在,在机械加工范畴里,因为数控机床和传统机床比较,具有很多的优点,所以其运用日益广泛,但该设备是一种集机、电、液、气、微电子等多种技能于一身的设备,发生毛病之后,进行排除、维修有必定的困难...
数控开料机什么牌子的好(怎么选择数控木工开料机_数控开料机_华洲数控发布)
数控木工开料机种类繁多,质量参差不齐,配置良莠不齐,价格从几万到几十万不等。第一次了解木工数控开料机,你一定很困惑吧。如果你不小心,你会被卖家愚弄,购买不适合你工厂实际情况的机器设备。如何选择木工开料...
...开木制品。因此木匠在古代是一向比较重要的职业,由于木工没有三到五年是学不成的,所以大家对木匠比较尊重,往往在称呼后面加上个“师傅”二字。一、古时木匠的学徒历程在木艺界,流行这么一句话:三年学徒,五年半...
数控铣床手动怎么换刀(数控加工工艺太难学?看完这套完整的流程你就会了)
数控加工时,在选择时,一般可按下列顺序考虑:(1)通用机床无法加工的内容应作为优先选择内容;(2)通用机床难加工,质量也难以保证的内容应作为重点选择内容;(3)通用机床加工效率低、工人手工操作劳动强度大的...
心中有梦,脚下有路!金纬机械2023春季招聘火热进行中金纬机械制造有限公司是中国塑料机械工业协会副会长单位,现有浙江海宁、安徽滁州、苏州太仓、常州溧阳、广东东莞、浙江舟山、上海嘉定、泰国等八大生产基地,同...
数控铣床程序循环指令(数控铣床与数控加工中心编程和操作的区别)
一、数控铣床编程指令与数控加工中心编程指令的区别数控铣床在结构上由于没有刀库和换刀装置,二者在编程上存在以下差别: 1、T代码由于数控铣床没有刀库,因此不需要用T代码来管理刀库,而由操作者管理。在编程时指...
1、刨床的定义?功能?刨削量大小如何控制和调整?木工刨床的定义为用刀具切削方法刨光工件表面的机床。木工刨床的最主要功能是对工件进行平面刨削,使其成为后续工序所要求的平整的基准面。2、为什么平刨床的前工作...
数控铣床换刀视频(一文带你学会数控车床刀尖圆弧半径补偿刀位号)
1.格式 点击免费领取 ☞ 数控车、数控铣编程手册,UG编程视频教程、软件安装包安装教程、后处理、外挂等超多素材2.偏置功能“刀尖半径偏置”应当用G00或者G01功能来下达命令或取消。 想学UG编程提升自己就加Q群192963572免费...