有没有只能装一把刀的数控车床(在数控车床上快速车削蜗杆,太难?用宏程序加工,一招搞定)
Posted
篇首语:勇气是控制恐惧心理,而不是心里毫无恐惧。本文由小常识网(cha138.com)小编为大家整理,主要介绍了有没有只能装一把刀的数控车床(在数控车床上快速车削蜗杆,太难?用宏程序加工,一招搞定)相关的知识,希望对你有一定的参考价值。
有没有只能装一把刀的数控车床(在数控车床上快速车削蜗杆,太难?用宏程序加工,一招搞定)
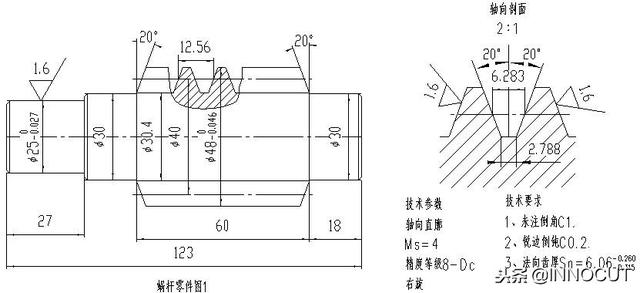
在数控车床上车削较大导程的蜗杆、梯形螺纹和锯齿螺纹,由于工件的齿形深,需要切除的毛坯余量多,一般是选择较低的切削速度和高速钢成形刀,使用G32和G76等指令车削,加工精度特别是表面粗糙度很难达到图纸要求,加工难度较大。针对出现的加工精度低、生产效率低等特点,说明如何有效地发挥数控车床的高精度,高速度、定位精度高、生产效率高的优势。我们以沈阳CAK3675v华中数控系统的车床来论述快速车削蜗杆的方法。如图1
蜗杆和大导程螺纹车削的进刀方法有多种,如直进法、左右切削法、斜进法和切槽法等。以前车削蜗杆等大导程零件的方法是:选用较低主轴转速(数控车床最低速为100转/分时转动无力)和高速钢成形车刀,车削蜗杆时的生产效率低。为解决上述问题,我认为应从刀具材料、几何形状及角度和车削方法来谈谈快速车削蜗杆和大导程螺纹的方法。
1.刀具选择的方法
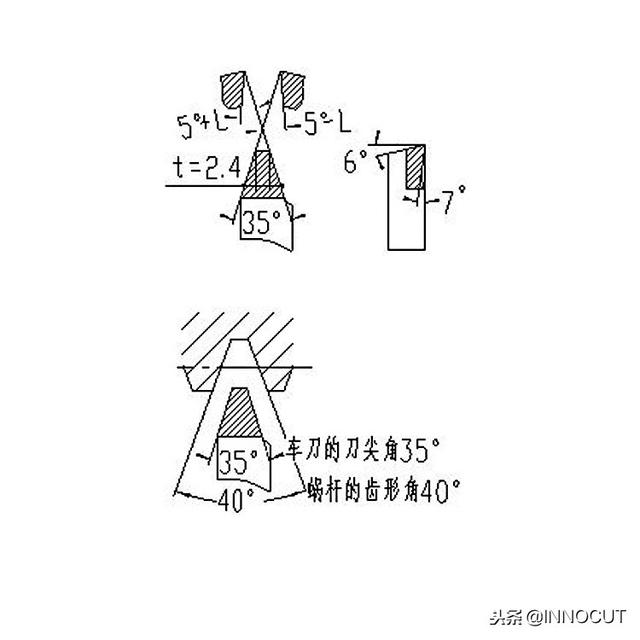
车削蜗杆刀具的刀尖角如果等于蜗杆的齿形角。这种刀具在车削时两侧刀刃与工件侧面容易发生摩擦,甚至三个刀刃同时参加切削,易产生较大的切削力而损坏刀具。如果选择车刀的刀尖角35 小于蜗杆的齿形角40 ,(如图2)这种车刀在车削时,可防止三个刀刃同时参加切削,减少了摩擦、切削力,能很好地避免“闷车”、“扎刀”和打刀的情况发生。
2.选用硬质合金车刀完成高转速切削加工
以前,车削加工蜗杆和大导程螺纹,只能用高速钢车刀低速车削加工,生产效率非常低。如果将车刀的刀尖角磨小,使车刀的刀尖角35 小于蜗杆的齿形角40 ,可避免三个刀刃同时参加切削,切削刀显剧下降,这时可使用较高的切削速度和硬质合金车刀对蜗杆进行车削。当工件直径、导程越大时,可获得的线速度越高,加工出的工件表面质量越好,而且生产效率明显提高。彻底解决在数控车床不能用硬质合金刀具车削蜗杆和大导程螺纹零件。(只要数控车床能承受,尽可能选择较高的线速度,在车削模数Ms=4时,选用350转/分钟。如图3)
3. 利用数控车床的精度高、定位准,用车削斜面的方法代替成形刀车削蜗杆,能保证蜗杆的齿形角
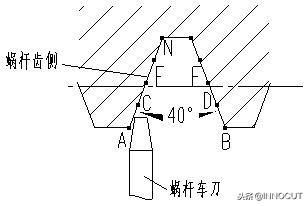
如果蜗杆车刀的刀尖角直接决定被加工螺纹牙形角的大小,这显然是用成形刀来车削蜗杆。当使用成形刀车削较大导程蜗杆工件时,有可能整过刀刃甚至是三个刀刃同时参加切削,切削力陡增。由于数控车床在低转速转动时无力,用成形刀在数控车床上车削蜗杆或大导程螺纹会出现“闷车”和“扎刀”。为解决以上问题,可用左右分层车削斜面的方法取代成形刀法来车削蜗杆和大导程螺纹,可彻底避免在车削中经常出现三个刀刃同时参加切削而导致切削力增大、排屑不畅、“闷车”和“扎刀”等现象。(车削斜面的方法是:车螺纹时,车刀在第一次往复车削后,刀尖在通过轴线剖面的牙侧上车削出了A点,经过多次往复循环车削,刀尖在通过轴线剖面的牙侧上分别车削出了B、C、D、E、F……N个点,将ACEN和BDF等多个点分别连接起来成为两条倾斜的直线,形成了蜗杆两侧的齿面和齿形角。)如图4
四、使用宏程序能满足加工加工要求
粗车如图1模数Ms=4的蜗杆,大约只需10分钟左右。粗车蜗杆的加工宏程序如下:
%0001
T0303
M03S350F100
#1=8.8 (蜗杆全齿高)
#2=2.788 (齿根槽宽W=2.788mm)
#3=2.4 (刀头宽t=2.4mm)
WHLIE #1GE0
#4=#1*2+30.4 (计算X轴尺寸。齿根圆为30.4mm)
#5=#1*TAN[20*PI/180]*2+#2 (计算Z轴尺寸)
WHLIE #5GE#3
G00 X50 Z8 M08 (循环起点)
G00 Z[8+[#5-#3]/2] (Z轴向右边移动)
G82 X[#4] Z-87 F12.56 (车蜗杆)
G00 Z[8-[#5-#3]/2] (Z轴向右边移动)
G82 X[#4] Z-87 F12.56 (车蜗杆)
#5=#5-#3 (每次循环的切削宽度2.3mm)
ENDW
#1=#1-0.25 (每次循环的切削深度0.25mm)
ENDW
G0X150Z8M09
M30
精车时必须修改粗车的宏程序如下:
1、测量粗车后的法向齿厚Sn/Cos20 =Sx轴向齿厚。
2、将宏程序的程序段#2=2.788
修改为#2=2.788+ Sx/2(轴向齿厚/2)
3、将宏程序的程序段#1=#1-0.25
修改为#1=#1-0.10
4、将宏程序的WHLIE #5GE#3、#5=#5-#3、ENDW删除。
5、将修改后的宏程序重新调用加工一次,精车蜗杆大约只需10分钟左右。
修改后,精车蜗杆宏程序如下:
%0001
T0303
M03S350F100
#1=8.8 (蜗杆全齿高)
#2=2.788+ Sx/2 (齿根槽宽2.788+轴向齿厚Sx/2)
#3=2.4 (刀头宽t=2.4mm)
WHLIE #1GE0
#4=#1*2+30.4 (计算X轴尺寸。齿根圆为30.4mm)
#5=#1*TAN[20*PI/180]*2+#2 (计算Z轴尺寸)
G00 X50 Z8 M08 (循环起点)
G00 Z[8+[#5-#3]/2] (Z轴向右边移动)
G82 X[#4] Z-87 F12.56 (车蜗杆)
G00 Z[8-[#5-#3]/2] (Z轴向右边移动)
G82 X[#4] Z-87 F12.56 (车蜗杆)
#1=#1-0.1 (每次循环的切削深度0.1mm)
ENDW
G0X150Z8M09
M30
五、结束语
在数控车床上快速车削蜗杆和大导程螺纹的方法有三个特点:一是摆脱了在普通车床上车削蜗杆要求工人有较高的操作技能和技巧。二是解决了数控车床不能车削大导程的蜗杆和螺纹。三是充分利用了数控车床的精度高、定位准的特点,突破了传统的选择蜗杆车刀的习惯,将刀具的刀尖角选得小于齿形角,车削时防止了三个刀刃同时参加切削,排屑顺利,减小了切削力,使用硬质合金车刀,高速切削蜗杆和大导程螺纹成为现实(在数控车床上加工较大直径和较大导程的蜗杆优势更大)。粗车和精车如图1的蜗杆大约需要20分钟左右的时间,生产效率有了较大的提高,是普通车床的10倍左右。
在数控车床上车削蜗杆和大导程螺纹注意三点:一是要求有编辑和修改宏程序、准备车刀和安装工件的能力。二是用硬质合金车刀车削梯形螺纹,不能选用过高的主轴转速,应考虑车床的承受能力。如车削模数Ms=4的蜗杆,主轴转速可选350转/分左右,否则,会由于大滑板换向太快而影响车床丝杆和螺母的精度。三是如果被切削的工件直径较小,车削时的线速度较低,车削出齿侧的表面粗糙度只能达到Ra3.2左右。当车削较小直径的工件时,可在数控车床上粗车,留下较小的精车余量,然后选用高速钢车刀低速精车来解决工件的表面粗糙度。
本资料来源于~~~数控交流群/群主提供~~~~欢迎来加群指导~~~
相关参考