有接磨铣刀的么(木工铣刀应用知识 木工指接刀的构成及运用)
Posted
篇首语:书籍是横渡时间大海的航船。本文由小常识网(cha138.com)小编为大家整理,主要介绍了有接磨铣刀的么(木工铣刀应用知识 木工指接刀的构成及运用)相关的知识,希望对你有一定的参考价值。
有接磨铣刀的么(木工铣刀应用知识 木工指接刀的构成及运用)
(1)按指接刀具的结构形式,可分为片铣刀和整体铣刀二种。
片铣刀是一种厚度小的铣刀,其厚度等于指挥的齿距。使用时将各片铣刀迭起,用套筒和螺母或单独用螺母把铣刀紧固在一起。一组片铣刀的数量取决于加工件的宽度或厚度。 为了铣削非结构材指挥的样肩,在成组铣刀的一侧或两侧安装厚度大一些的边片刀。每个片铣刀的端面必须有较高的精度和表面光洁度,使各片铣刀组合在一起后,能加工出满足精度要求的指挥。
这种铣刀可镶硬质合金刀头,提高刃口的耐磨性,并在刃口损坏时更换这些片铣刀,但齿距的积累误差大,并耗费较大的辅助劳动。在指接生产中,日本通常采用片铣刀。

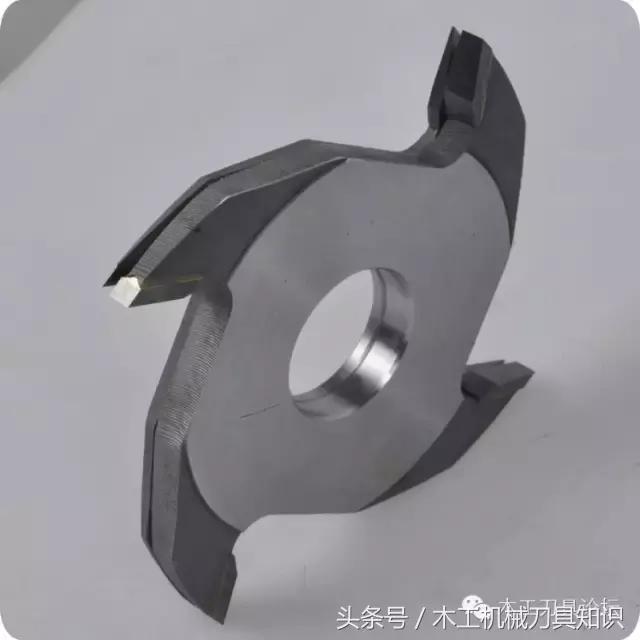
整体铣刀的切削部分和刀体为一整体,为了减少动力消耗和使工作平稳,整体铣刀的齿距等于指挥齿距的2倍。一列齿相对另一列齿,其位移量等于指挥的齿距。为了把工件加工出规定的宽度,可采用2—4把铣刀组成的成套铣刀。这种铣刀用于加工齿形不太长的指挥。整体铣刀具有加工精度高,工作可靠、安全,铣刀直径小,安装方便等特点,但铣刀制造复杂,加工费用高。在指接生产中,德国通常采用整体铣刀。
(2)按指接铣刀的刃口数量,可分为两个刃口和四个刃口两种。
刀具刃口数量多,平均切削力和切削功率增加,但切削过程中振动减小并能提高切削表面的光洁度。

(3)按指接铣刀的齿长大小,可分为短齿铣刀和长齿铣刀两种。 齿长4—15mm,齿顶宽0.2—0.4mm的铣刀为短齿铣刀,而齿长大于15mm的铣刀为长齿铣刀。
短齿铣刀的优点是:指接材料损耗少,采用大压力胶合时指挥底部无裂纹,节省切削动力。目前,国内普遍采用短齿铣刀。
(4)按指接铣刀的用途,可分结构材铣刀和非结构材铣刀。
一般根据齿顶宽度b与齿距t之比值v来区分,v≤0.18为结构材铣刀,而0.18<v≤0.25为非结构材铣刀。结构材铣刀也可用于非结构材的指接加工。

如何选择指接铣刀的齿形参数?
(1)齿长:指挥长度对指接强度有很大影响,指接强度随齿长的增加而提高,但指挥长度大,则指接材料耗损大,切削功率大,且齿长受胶合压力的限制,当长指挥采用大的胶合压力时,指挥底部易产生裂纹,反而降低指接强度,影响外表美观。一般齿长在4—60mm范围内选取。
近年来,国内外普遍采用短齿指接技术,齿长为4—15mm。它的优点是材料损失小、可采用大的胶合压力、节省动力等。因此,指接加工中优先选用短齿指接。
结构材指接要求的指接强度高,指榫长度不能太小,一般要求框架用材在10.5mm以上,衍架用材在12mm以上。
(2)指挥斜度:指接强度随指挥斜度的减小而提高,但指挥斜度不要太小,也不能太大。当指挥斜度超过1/8时,指接强度急剧下降。指接齿的数量增多,影响指接强度。另外斜度过小,刀具薄,指挥加工中易损坏刀具,且指榫加压时工件侧面的指挥易产生胶合不良的现象。 综合考虑这些因素,通常认为指挥的斜度应为1/7.5。1/12较合适,承受拉伸应力的衍架用指接材要求指挥斜度小一些,通常在1/11.4左右。
(3)齿距:齿距由指挥斜度、工件宽度(或厚度)所含的指挥齿数以及齿顶部状况来决定。若指挥斜度一定,齿距越小,则指挥长度按比例减小;若指挥的齿距无限减小,这种结合就类似端接,其接合强度接近于零。为了使指接强度最大,一般齿距应为齿长的1/3—1/4为宜。
(4)齿顶宽:指挥的齿顶宽要尽量小,但这易使刀具过热烧坏。同时,齿长相同,齿顶宽小,则齿距变小,即片铣刀厚度减小,增加了铣刀制造的困难。 非结构集成材指接选择大一些的齿顶宽,这样加工的指挥外表美观。一般齿顶宽为0.2—2.7mm。
一. 指接刀的构成 (学名榫接刀)
指接刀是将木材的端部加工成指尖状,然后拼接。指接刀从形式上分有整体指接刀,单片指接刀两种。单片指接刀包括单片榫刀和边刀。单片指接刀一般迭加成一组使用。贵公司使用单片指接刀。
指接刀从材料上分有整体材料的和分体材料的。整体材料的指接刀有高速钢的或T8钢,分体材料的指接刀是由刀体、刀头两种材料的指接刀,有镶嵌式的,焊接式的两种,刀头材料有高速钢的 硬质合金的。我公司主要生产焊接式的硬质合金整体指接刀和焊接式的硬质合金单片指接刀。

二.指接刀的各项参数的选择
下面就我公司生产的硬质合金单片指接刀作一介绍。这里将名称简称为指接刀。
指接刀的材料选择。指接刀的材料前面提到有很多种,我公司主要采用65锰材料和硬质合金。65锰材料经热处理后强度较好,不易变形。硬质合金材料硬度高,耐磨性好,但不易加工。
指接刀内孔和外径的选择。指接刀的内孔和外径是根据厂家所使用的设备来定的,不同的设备所设置的轴和装刀位置和空间是不同的。

指接刀的齿数的选择。指接刀的齿数一般有两齿和四齿,是根据设备的转速来定的。设备的转速有快有慢,较快的设备选少齿的刀,较慢的设备选较多齿的刀,但多齿能提高切削表面的光洁度,一般选用多齿指接刀。
指接刀的各个角度的选择。指接刀的角度主要有前角、后角、斜角。指接刀的角度是通过加工的木材的材质,指接的深度,以及设备的转速来确定的。木材的材质有很多种如桐木、松木、桦木、柞木等等,它们的软硬相差很大,因此影响指接刀的角度。指接的深度有要求深一些的,有要求浅一些的,其它条件一样时斜角就不同。设备的转速不同要求的前角和后角也不同,转速慢的要求刀具角度大些,转速快的要求刀具角度小些。
指接刀的精度。指接刀的精度包括平面度、平行度、垂直度、端跳等,指接刀的精度是指接刀内在的质量要求。指接刀的精度高低是根据生产厂家的生产能力和生产条件来确定的。生产木工刀具的厂家很多,但大部分是生产单一产品的生产能力较小的或起步较晚的厂家,他们不是设备能力不够就是检验手段不全,因此产品质量要求不会太高。我公司是较早生产木工刀具的公司,随着木工刀具的要求的不断提高,我公司的设备技术以及检验和检测手段也不断的更新和提高。
三. 指接材不严的影响因素
首先我们先看一组最理想的指接材的指接图

1. 指接刀的内孔和外径对指接的影响。指接刀的内孔公差超差就会影响指接刀的外径。我们将一组指接刀装在轴上,因个别的刀的孔大,刀有可能装偏,这时刀的外径就不同了。再有制造指接刀的外径公差超差,指接刀外径就不同了,不同外径的指接刀加工的指接材的深度就不同,拼接后的指接材的尖部和侧面有间隙。(俗称针眼)
2. 指接刀的角度对指接的影响。这里指接刀的角度主要将指接刀的斜角。其它条件相同时,指接刀的斜角越小,指接的接触面越大,指接强度越大。反之,指接刀的斜角越大,指接的接触面越小,指接强度越低。
3. 指接的深浅对指接的影响。指接越深,指接的接触面越大,指接强度越大。反之,指接越浅,指接的接触面越小,指接强度越低。但指接越深越费料。
4. 指接刀的精度对指接的影响。前面提到指接刀的精度有平面度、平行度、垂直度、端跳。检测指接刀的精度是控制指接刀内在质量的一种手段。指接刀的基体端面的平面度平行度的超差就会影响指接刀的刀刃的端跳和指接刀的斜角角度。

5. 指接刀加工工件的深浅不同对指接的影响。指接刀加工的工件越深,指尖变小,指接配合越松,反之,指接刀加工的工件越浅,指接配合越紧。
6. 指接刀的定期修磨。指接刀使用一定时间后,刃口就会不锋利,加工工件就会糊了,因此刀具要定期修磨。修磨刀具后要成组放置,因为有的刀具组是修磨过一次的,有的刀具组是修磨过数次的,所以刀具组的磨损程度不一样。修磨刀具时仅磨刀具的前面,磨后检测刀具的外径。修磨后的刀具前角和齿顶有了变化,所以加工工件时要调整指接深度。
7. 人的因素。人员要定期培训,上岗人员要学会怎样操作机床,怎样装夹刀具,怎样装夹木料,以及工作中注意安全。这里我主要讲指接刀。我们用指接刀前先检查指接刀的内孔端面,看有无杂质,清理干净,看指接刀的刃口是否锋利,有无崩刃,有崩刃的刀拿出。第二步,检查设备的轴和端面,设备的轴与端面要垂直设置。第三步,装夹刀具时刀具的旋转方向要与木料进料方向相反。
8. 设备对指接的影响。设备必须安置在坚固的地板上,设备应放置于水平状态,设备的轴要与水平面垂直,轴的端面与轴垂直,垫两平面要平行。设备在使用一段时间后要进行调整,因为设备的工作台下面的滑座与v型导轨磨损后会产生松动。
9. 木材对指接的影响。比如木材的材质、木材的含水率、木材的芯材和表材。木材的材质不同它的软硬不同,较软的木材易加工,但易变型,较硬的木材难加工,但不易变形应力集中易撕裂。木材的含水率越高木材越易变形,木材的芯材比表材硬等。指接刀加工不同的木材磨损不同。

四. 指接刀的保养及使用方法
指接刀的保养。将使用后的指接刀刀体清理干净,涂上机油防止刀体生锈,指接刀使用一定时间后要定期修磨,以保证刀具的刃口的锋利,修磨清理后的指接刀平行放置于不要磕碰到刃口的盒内,放置时要成组放置。
指接刀的使用方法。用表检测设备的轴的跳动和轴的端面的跳动,调整后使之最小。将指接刀的刀体和内孔清理干净,放置在设备的轴上,检测刀具的外径的径跳和端跳,调整后使之最小锁紧。
木工刀具论坛“zjwoodtools”[微信号]
木工刀具网(http://www.zjwoodtools.cn)-木工刀具行业网站,木材切削加工技术专业交流论坛。
相关参考
木工指接刀(抽屉上的榫卯工艺另类应用,说说双槽榫的拼接工艺)
...我们发现采用了一些新的连接方法,比如指接榫或双槽榫应用,因而,今天说说双槽榫的制作工艺。主要材料:木板材,手锯,手工凿,角尺,线规,木工胶,铅笔等。(此处已添加圈子卡片,请到今日头条客户端查看)制作步...
根据成品可有不同的加工方法。一般我们以水平和垂直指接,成批送料和通过送料机区分。大批迭料机:木块一端固定夹住另一端,通过镜刀成型.通过送料机;木材通过链条,传送过就刀。立轴指接机通常用于生产跨距超过50m较大...
根据成品可有不同的加工方法。一般我们以水平和垂直指接,成批送料和通过送料机区分。大批迭料机:木块一端固定夹住另一端,通过镜刀成型.通过送料机;木材通过链条,传送过就刀。立轴指接机通常用于生产跨距超过50m较大...
木工精密裁板锯木工推台锯(一组好看的家具木工机械刀具动态图集)
...程木工刀具舍弃式螺旋刀平口刀菠萝刀螺旋刀轴四面刨立铣刀现代家具工厂在用的能自动换刀木材加工数控机床这也许就是作为木匠最具代表性的工具之木工刨的魅力,尤其是若有一把既可远观又可亵玩的欧式刨在手的话制作柜...
木工镂铣刀的两个主要功能木工镂铣刀有两个主要的功能,一是用铣边成型雕刻,这是铣刀的主要功能。二是作为钻孔刀具用以钻孔或在板材上进行镂铣作业开进刀孔、从几何学角度来看,镂铣刀的端部间隙无论对钻孔作业还是...
刀具主要分为:锯片、成型刀、镂铣刀、钻头、刨刀片及相关辅件六大类。这些刀具都是安装在相应的机械设备上,通过高速运转切削,实现它的使用功能。刀具总体认识-成型刀简介:硬质合金成型刀因其材质的耐用度较高,...
木工平面铣刀(金属切削加工基础知识,铣刀的种类及用途,你了解铣刀吗?)
铣刀是在铣床上对工件进行切削加工时所使用的刀具。铣削时,铣刀做旋转运动(主运动)分离切屑,进给运动则根据需要由工件和刀具来完成。铣刀属于多齿刀具,铣刀的每一个刀齿相当于一把车刀,其切削部分的几何参数及...
电木铣、修边机铣刀工作应用图集
各加工功能的作用:封边刀是木工铣刀的一种,它用于各种板式家具的边部处理,即在封边工序中,使家具美观,保护基材免受环境湿度、温度和外力的影响,提高家具的使用寿命.封边刀分为整体式(即焊接式)和可转位式两大类,加工对...
木工铣刀用途图解(这是一份常用木工机床与刀具的知识点梳理小文)
俗话说“工欲善其事,必先利其器”,家具生产离不开木工机械和木工刀具,本文将为大家盘点一些常见的木工设备,对它们进行功能、方法、注意事宜的相关介绍。1、木工刨床刨床的种类很多,按工艺用途及结构不同有:平...