最大允许误差怎么表示(卡尺使用说明书)
Posted
篇首语:或许是时间炖化了他们的异端,或许是岁月油炸了我的坚持。本文由小常识网(cha138.com)小编为大家整理,主要介绍了最大允许误差怎么表示(卡尺使用说明书)相关的知识,希望对你有一定的参考价值。
最大允许误差怎么表示(卡尺使用说明书)
SYSMS/B001-2022-1
前言
本使用说明书格式参照GB/T1.1-2020《标准化工作导则 第1部分:标准化标准的结构和起草规则》的规定起草。
本使用说明书依据GB/T21389-2008《游标、带表、数显卡尺》和JJG30-2012《通用卡尺检定规程》,结合生产实践制订。
请注意本使用说明书的某些内容可能涉及专利,本人不承担识别专利的责任。
本使用说明书起草人:毫米圆。
——本使用说明书为2022年1月起草。
引言
卡尺使用说明书较多,各个使用说明书因撰写人的不同,时间的不同或篇幅的限制而各具特色。本使用说明书以国家标准为基础,总结工作实践,参考各个使用说明书,补充和完善各个卡尺使用说明书未尽事项,以便更好地服务生产实践。
1、范围
本使用说明书适用于分度值/分辨力为0.02mm、0.05mm和0.10mm,测量范围为(0~70)至(0~4000)的游标卡尺(以下简称“卡尺”)。
2、型式与基本参数
2.1、卡尺的型式见图1~图5。图示仅供图解说明,不表示详细结构。
2.2、测量范围上限大于200mm的卡尺宜具有微动装置。
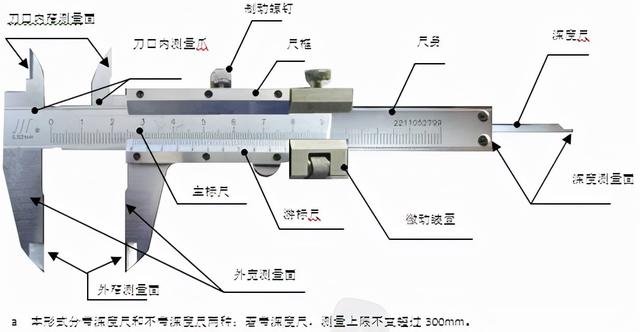
图1 Ⅰ型卡尺(不带台阶测量面)
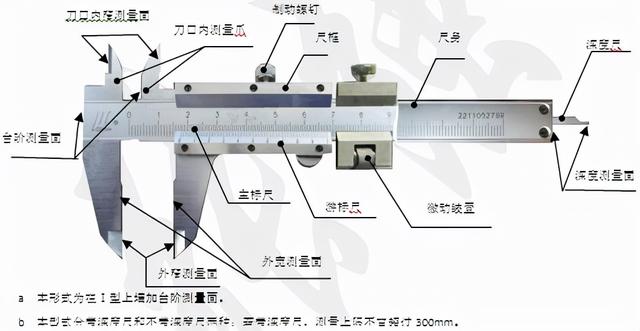
图2 Ⅱ型卡尺(带台阶测量面)
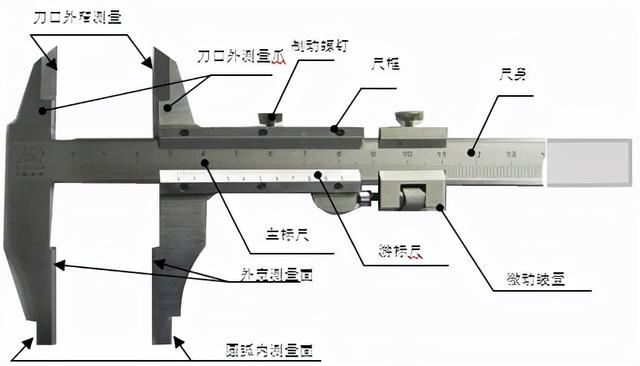
图3 Ⅲ型卡尺
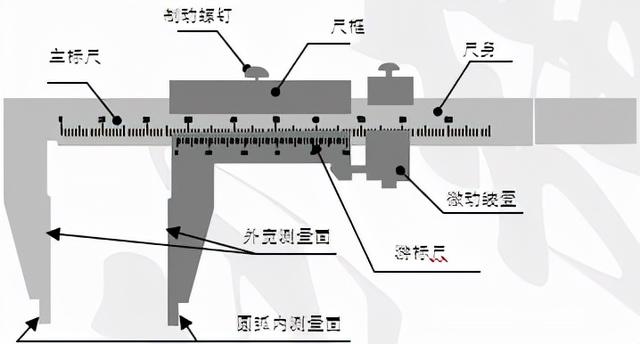
图4 IV型卡尺
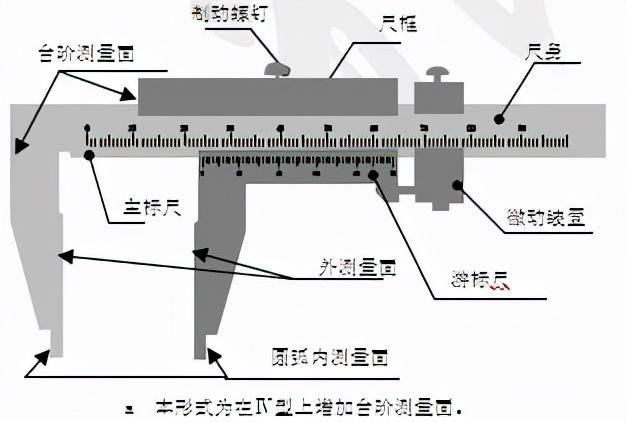
图5 V型卡尺
3、使用限制条件
3.1、被测零件的数量
(略)
3.2、材质特性
(略)
3.3、几何形状特点
(略)
3.4、被测尺寸和精度
计量器具的精度应该与被测零件的公差大小相适应(见GB/T3177-2009)。
3.4.1、孔类(包容面)、轴类(被包容面)尺寸,卡尺的确保测量精度
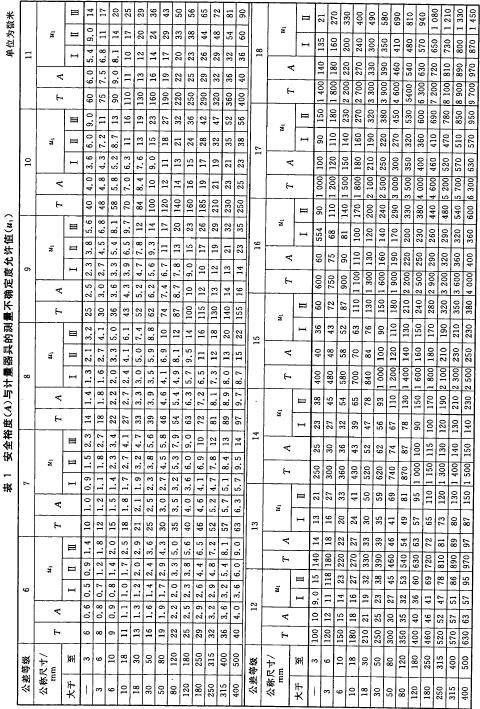
不同规格卡尺确保的测量精度见表1。

3.4.2、深度0~20mm的尺寸,卡尺的确保测量精度
测量0~20mm的深度、台阶尺寸时,不同规格卡尺确保的测量精度见表2。大于20mm的深度、台阶尺寸,由于误差较大,建议使用深度尺测量。

4、点检
4.1、合格证
卡尺需有合格证且在有效期内,查看圆弧测量爪厚度的修正值。
4.2、刀口内测量面(I型卡尺、II型卡尺)、刀口外测量面(I型卡尺、II型卡尺、III型卡尺)、外测量面、圆弧内测量面,无裂痕、划伤、碰伤、锈蚀、毛刺等缺陷。II型卡尺和V型卡尺台阶测量面,无裂痕、划伤、碰伤、锈蚀、毛刺等缺陷。I型卡尺和II型卡尺深度测量面无裂痕、划伤、碰伤、锈蚀、毛刺等缺陷。
4.3、标尺标记不应有目力可见的断线、粗细不均及影响读数的其他缺陷。
4.4、相互作用
以卡尺移动力(见附录A),推、拉动尺框及微动装置沿尺身全程来回移动,应平稳、无卡滞和松动现象,制动螺钉能准确、可靠地紧固尺框。
4.5、校零
以刚好移动尺框及微动装置的力推动尺框及微动装置至测量面合拢,卸去推力,目测在宽量面处不应透光,在刀口窄量面处不应透白光。这时“游标尺上的“零”、“尾”标尺标记与主标尺相应标尺标记应相互重合。
5、测量
每个测量包含图6中给出的三要素(1,2和3),不确定度概算将反映该三要素;
——参考点的确定(图6中1),常常是零点。在许多情况下测量设备的置零是校准程序的一部分。不确定度与参考点或零点的设定有关;
——测量点的确定(图6中2),它是在测量工件或测量设备特征量时测量设备的读数。不确定度与读数本身有关,它依赖于测量设备和测量对象的特征量;
——测量设备从参考点到测量点的行程(图6中3)。该行程的误差和不确定度由测量设备的校准得到。
三要素会受到各种不确定度来源的影响。所有不确定度来源的影响将在不确定度概算中作系统性的核查。
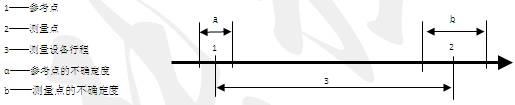
图 6 测量三要素的一般模型
5.1、孔测量
5.1.1、拉动尺框及微动装置至比被测量的最小极限尺寸少0.2mm处(用圆弧测量面测量时,要加圆弧内测量爪厚度)。
注:1、可以预防粗大误差。
2、较小的移动距离便于测力的控制。
5.1.2、尺身内测量刀口(或尺身圆弧内测量面)接触孔壁(参考点)。
5.1.2.1、内测量面刀口(或内测量面圆弧母线)在侧立投影面内,应与被测量的母线重合(或平行)。
注:重合(或平行)是理想状态,实际工作中总有微小的差异,其必然导致参考点内移(越接近平行,参考点内移越小)。
5.1.2.2、接触长度应在内测量面刀口(或内测量面圆弧)长度的1/4倍~1/2倍之间。
注:由于5.1.2.1的不平行,那么接触长度越短,参考点内移越小。
5.1.3、在尺身内测量刀口(或尺身圆弧内测量面)处观察内测量面与孔壁的接触全长无间隙。
注:越无间隙,卡尺测量面连线与被测量母线越垂直。
5.1.4、尺身内测量面不动,尺框内测量面向前摆动与孔壁接触计作1点;向后摆动,与孔壁接触计作2点;以刚好移动尺框及微动装置的力,拉动尺框及微动装置至1点与2点的中间点计作3点;卸去拉力,重复以上步骤,逐渐逼近测量点。必要时,可使用微动装置,使用时,顺时针拨动调整螺母,感觉接触为止(如果拨的过紧,则逆时针拨后,再顺时针拨)。可直接读数,也可拿出读数时,拿出时,使用紧固制动螺钉。
注:以刚好移动尺框及微动装置的力为理想状态。实际工作中,会大些,有力就会使1、工件与卡尺有压陷变形应力;2、卡尺测量面有刚度,卡尺有弯曲变形应力(接触长度越小弯曲变形越大);3、尺框内簧片变形应力。
卸去拉力后,如果应力大于卡尺移动力(见附录A),尺框会回退至应力等于卡尺移动力。
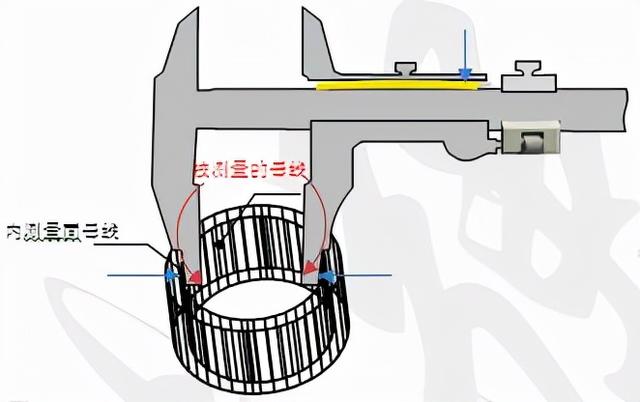
图7 应力分布
5.1.5、孔的完整测量
5.1.5.1、在孔的一端完成上述测量步骤,转过90°,再次重复以上测量步骤。
5.1.5.2、在孔的另一端完成上述测量步骤,转过90°,再次重复以上测量步骤。
5.2、槽测量
5.2.1、粗测
5.2.1.1、转动卡尺,使内测量面刀口(或内测量面圆弧母线)在侧立投影面内,与槽对称中心线夹45°。
5.2.1.2、尺身内测量面贴紧槽壁,拉动尺框及微动装置至槽的另一壁。此时读数即为粗测值。
5.2.2、精测
5.2.2.1、取出卡尺,调整卡尺至比粗测值大0.02mm。
5.2.2.2、转动卡尺,使内测量面刀口(或内测量面圆弧母线)在侧立投影面内,与槽对称中心线重合(或平行)。
5.2.2.3、尺身内测量面贴紧槽壁,以此作为不动点,握卡尺的手不要接触尺框,以尺框上内测量面为动点,转动卡尺,槽壁将推动卡尺至测量点。
注:槽壁推动卡尺能保证以刚好移动尺框及微动装置的力。
5.2.3、槽的完整测量
在槽的全长的前、中、后测量。
5.3、轴类(被包容面)测量
5.3.1、方法一
5.3.1.1、粗测
5.3.1.1.1、转动卡尺,使外测量面在侧立投影面内,与轴的对称中心线夹除0°以外的任何角度。
5.3.1.1.2、尺身外测量面贴紧轴壁,推动尺框及微动装置至轴的另一壁。此时读数即为粗测值。
5.3.1.2、精测
5.3.1.2.1、取出卡尺,调整卡尺至比粗测值小0.02mm。
5.3.1.2.2、转动卡尺,使外测量面在侧立投影面内,与轴的对称中心线重合(或平行)。
5.3.1.2.3、尺身外测量面贴紧轴壁,以此作为不动点,握卡尺的手不要接触尺框,以尺框上内测量面为动点,转动卡尺,轴壁将推动卡尺至测量点。
5.3.2、方法二
5.3.2.1、推动尺框及微动装置至比被测量的最大极限尺寸多0.2mm处。
5.3.2.2、转动卡尺,使外测量面在侧立投影面内,与轴的对称中心线夹90°。
5.3.2.3、尺身外测量面贴紧轴壁,以此作为不动点。在轴的轴向上,向上摆动卡尺,尺框外测量面与轴壁接触为1点;向下摆动,尺框外测量面与轴壁接触为2点;以刚好移动尺框及微动装置的力,推动尺框及微动装置至1点与2点的中间为3点;卸去推力,重复以上步骤,逐渐逼近测量点。
注:卸去推力是关键。
5.3.3、轴的完整测量
5.3.3.1、在轴的端部压着倒角处完成上述测量步骤后,转过90°,再次重复以上测量步骤。
5.3.3.2、在轴的中部完成上述测量步骤后,转过90°,再次重复以上测量步骤。
5.3.3.3、在轴的尾部贴着着倒角或转接R处,完成上述测量步骤后,转过90°,再次重复以上测量步骤。
5.4、深度测量
5.4.1、I型卡尺、II型卡尺的深度测量有两种。
方法一拉动尺框及微动装置至比被测量的最小极限尺寸少0.2mm处。卡尺尺身尾端深度测量面与孔(或台阶)垂直,尺身尾端深度测量面与参考点接触,然后以刚好移动尺框及微动装置的力,拉动尺框,使卡尺深度测量面与测量点接触。卸去拉力,测得值即为深度(或台阶)值。
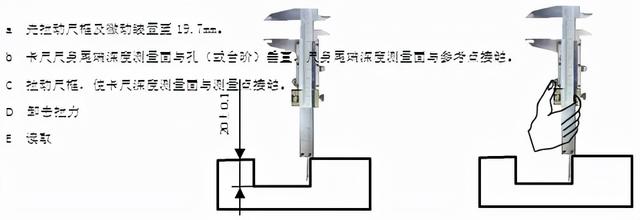
图8 深度测量(方法一)
方法二拉动尺框及微动装置至比被测量的最大极限尺寸大0.2mm处。卡尺尺身尾端深度测量面与孔(或台阶)垂直,卡尺深度测量面与测量点接触,以刚好移动尺框及微动装置的力,推动尺身,使尺身尾端深度测量面与参考点面接触,卸去推力,测得值即为深度(或台阶)值。
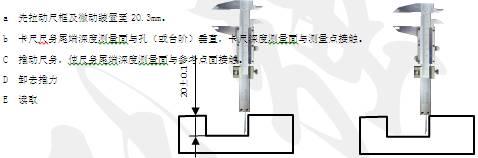
图9 深度测量(方法二)
5.4.2、II型卡尺、V型卡尺的深度测量
拉动尺框及微动装置至比被测量的最小极限尺寸少0.2mm处。卡尺尺身前端台阶测量面与孔(或台阶)垂直,尺框前端台阶测量面与参考点接触,然后以刚好移动尺框及微动装置的力,推动尺身,使尺身前端台阶测量面与测量点接触。卸去推力,测得值即为深度(或台阶)值。
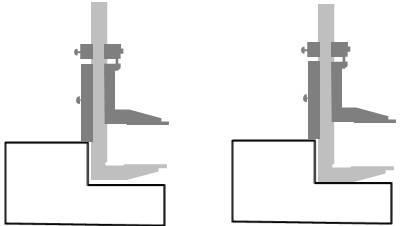
图10 II型卡尺、V型卡尺的深度测量
5.5、读数
卡尺与两眼连线平行,两眼(正常人的两眼间距约为60mm)正对卡尺上的标尺标记,在明视距离下(正常人的明视距离约为250mm)读数。(正常人眼所能看清相距0.073mm的两个物点)
5.5.1、整数部分:在主尺上看游标尺零线的左边数值即为整数部分。
5.5.2、小数部分:看游标尺上的第几根标记与主尺标记对准,该游标尺上标记的次序数乘以分度值即为小数部分。
5.5.3、整数部分加小数部分即为测得数据。
5.6、数据处理
以上是在测量力为“零”,温度为20℃的条件下测量。实际工作中,不可避免的会偏离此条件。因此,针对不同的检测条件,对测得数据作不同的处理。
5.6.1、来料检验(IQC)
5.6.1.1、在标准温度20℃下测量,测得数据不处理;
5.6.1.2、如果工件与计量器具的线膨胀系数相同,测量时计量器具与工件保持相同的温度,测得数据也不处理。
5.6.1.3、其他情况,应做工艺试验(偏离20℃时的测得数据与20℃时的测得数据差值)处理测得数据。可参考线膨胀方程(2)测算。
△L=L×(△T量×α量-△T工×α工)
式中: △T是20℃的温度差;α是线膨胀系数;L是所考虑的有效长度。
示例:夏天,对测量数据200mm进行处理,工件材料;铝合金,温度:30℃,大于20℃,其线膨胀系数21×10-6/℃;所用量具:卡尺,温度:25℃,大于20℃,其线膨胀系数11×10-6/℃;
△L=200×[(25℃-20℃)×11×10-6/℃-(30℃-20℃)×21×10-6/℃]=-0.031
那么,被测量即为200mm-0.031mm=199.869mm
5.6.2、过程检验(IPQC)
由于切削热,工件温度总是大于量具温度。按8.5.1.3处理。
5.6.3、完工检验(FQC)
同8.5.1。由于温度变化、应力释放等原因,完工检验是不可省略的一步。
5.6.4、出货检验(QQC)
同8.5.1。
6、数据记录
6.1、数据超差
对同一被测量检测的一组数据,只要有一个数据超差,即为不合格(特殊情况除外,如油封外径是以平均值不超差为准)。记录不合格数据(如有必要,可以添加备注)。
6.2、数据合格
6.2.1、对同一被测量检测的一组数据,全部数据都在公差范围内,即为合格(特殊情况除外,如油封外径是以平均值不超差为准)。记录平均值。
6.2.2、对同一被测量检测的一组数据,最大值与最小值之差(极差)大于公差的1/3时(特殊情况除外),需备注最大值与最小值。
6.2.3、对同一被测量检测的一组数据,最大值与最小值之差(极差)小于公差的1/3时,不备注。
7、注意事项
7.1、各规格卡尺有相应的测量范围,不允许利用“测量长度裕量”(卡尺尺身应具有足够的长度,以保证在测量范围上限时尺框及微动装置不至于伸出尺身之外,并宜具有(3~5)mm的测量长度裕量,以方便使用)测量。
7.2、量爪与工件一接触。推动(或拉动)尺框的力就停止(一触即止)。
7.3、孔测量时,内测量面刀口(或内测量面圆弧母线)在侧立投影面内,应与被测量的母线平行。
7.4、不要长时间拿着卡尺,避免体温传导给卡尺。
7.5、常见的卡尺圆弧内量爪尺厚有10mm和20mm,不要加错。
7.6、卡尺是量具,不能因卡尺的特点,把卡尺当钩子、划针等使用。
7.7、不能测量运动中的工件(尤其是旋转中的)。
附录A
(资料性附录)
相互作用的定量检验方法
A.1游标卡尺移动力和移动力变化的检验
卡尺尺身和尺框相对移动的移动力和移动力变化可用弹簧测力计定量检验。
将卡尺水平放置,并保持外测量爪垂直向下用测力计钩住尺框(或尺身)的外测量爪根部拉动测力计,当尺框(或尺身)开始移动后从测力计上读数,在整个测量范围内,测得的最大值和最小值即为最大移动力和最小移动力,最大值和最小值之差即为移动力变化,其允许值参照表A.1。
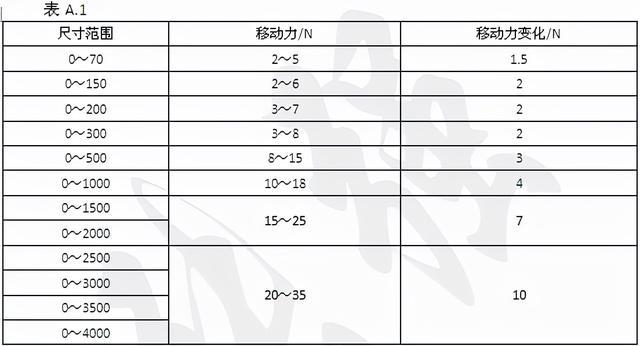
表A。1
[来源:GB/T21389-2008,附录A]
附录B
(资料性附录)
计量器具的选择
B.1计量器具选用原则
B.2按照计量器具所导致的测量不确定度(简称计量器具的测量不确定度)的允许值(μ1)选择计量器具。选择时,应使所选用的计量器具的测量不确定度数值等于或小于选定的μ1值。
计量器具的测量不确定度允许值(μ1)按测量不确定度(μ)与工件公差的比值分档;对IT6~IT11的分为I、II、III三档;对IT12~IT18的分为I、II两档;测量不确定度(μ)的I、II、III三档值分别为工件公差的1/10、1/6、1/4。计量器具的测量不确定度允许值(μ1)约为测量不确定度(μ)的0.9倍。其三档值列于表1中。
标准中测量不确定度的评定推荐采用GB/T18779.2规定的方法,未作特别说明时,置信概率为95%。
B.3计量器具的测量不确定度允许值(μ1)的选定
选用表1中计量器具的测量不确定度允许值(μ1),一般情况下,选用I档,其次选用II档、III档。
[来源:GB/T3177-2009,6]
附录C
(资料性附录)
卡尺的最大允许误差
C.1内、外测量的最大允许误差
卡尺内、外测量的最大允许误差应符合表C.1的规定。
测量上限 | 最大允许误差 | |||||
分度值/分辨力 | ||||||
0.01,0.02 | 0.05 | 0.10 | ||||
最大允许误差计算公式/μm | 计算值 | 最大允许误差计算公式/μm | 计算值 | 最大允许误差计算公式/μm | 计算值 | |
70 | ±(20+0.05L) | ±0.02 | ±(40+0.06L) | ±0.05 | ±(50+0.1L) | ±0.1 |
150 | ±0.03 | ±0.05 | ||||
200 | ±0.03 | ±0.05 | ||||
300 | ±0.04 | ±0.06 | ||||
500 | ±0.05 | ±0.07 | ||||
1000 | ±0.07 | ±0.10 | ±0.15 | |||
1500 | ±(20+0.06L) | ±0.11 | ±(40+0.08L) | ±0.16 | ±0.20 | |
2000 | ±0.14 | ±0.20 | ±0.25 | |||
2500 | ±(20+0.08L) | ±0.22 | ±0.24 | ±0.30 | ||
3000 | ±0.26 | ±(40+0.09L) | ±0.31 | ±0.35 | ||
3500 | ±0.30 | ±0.36 | ±0.40 | |||
4000 | ±0.34 | ±0.40 | ±0.45 | |||
*表中最大允许误差计算公式中的L为测量范围上限值,以毫米计。计算结果应四舍五入到10μm,且其值不能小于数字级差(分辨力)或游标标尺间隔。 | ||||||
C.2深度、台阶测量面的最大允许误差
带有深度和(或)台阶测量的尺寸,其深度、台阶测量20mm时的最大允许误差不应超过表C.2的规定。
分度值/分辨力 | 最大允许误差 |
0.01,0.02 | ±0.03 |
0.05,0.1 | ±0.05 |
[来源:GB/T21389-2008,5.15]
附录D
(资料性附录)
线膨胀系数
线膨胀系数 材料 | α(10-6/℃) | |
加热≈ | 冷却≈ | |
碳钢、低合金钢、合金结构钢 | 11 | -8.5 |
灰口铸铁、可锻铸铁、非合金球墨铸铁 | 10 | -8 |
青铜 | 17 | ﹣15 |
黄铜 | 18 | ﹣16 |
铝合金 | 21 | -20 |
镁合金 | 25.5 | ﹣25 |
相关参考
深度卡尺读数方法图片(常用的0-150mm、0-300mm数显卡尺内部校准方法、标准及允许误差)
...标类、表类、数显类卡尺技术要求和校准方法1.6校准点及允许误差(单位:mm):校准点及允许误差2、外观要求:2.1卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目...
游标卡尺带表与数显哪种好(常用的0-150mm、0-300mm数显卡尺内部校准方法、标准及允许误差)
...标类、表类、数显类卡尺技术要求和校准方法1.6校准点及允许误差(单位:mm):校准点及允许误差2、外观要求:2.1卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目...
游标卡尺带表与数显哪种好(常用的0-150mm、0-300mm数显卡尺内部校准方法、标准及允许误差)
...标类、表类、数显类卡尺技术要求和校准方法1.6校准点及允许误差(单位:mm):校准点及允许误差2、外观要求:2.1卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目...
数显三爪内径千分尺校准(常用的0-150mm、0-300mm数显卡尺内部校准方法、标准及允许误差)
...标类、表类、数显类卡尺技术要求和校准方法1.6校准点及允许误差(单位:mm):校准点及允许误差2、外观要求:2.1卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目...
表1‑1几何公差12个符号及其分类1.形状公差形状公差有4个符号,即直线度、平面度、圆度和圆柱度。因为形状公差只是管控自己的形状误差,所以形状公差图纸标注不需要带基准。2.轮廓度公差轮廓度公差有2个符号,即线轮廓...
数显卡尺误差大怎样调节((干货分享第一期)你不得不知道的计量器具的使用方法)
...要高,公差大,精度要求应低;3、根据量具的不确定度允许值选择量具。使用前检查1、使用前确保所有量具经过计量合格且有合格标签;2、量具的测量面上不应有毛刺、划伤、撞伤、锈蚀等影响测量结果的缺陷;3、被测件的...
标准量具的准确度级别如何确定(测量仪器的示值误差和最大允许误差)
示值就是由测量仪器所指示的被测量值。测量仪器的示值误差是测量仪器示值与对应的输入量的真值之差,它是测量仪器最主要的计量特性之一,本质上反映了测量仪器准确度的大小,即测量仪器给出接近于真值的响应的能力。...
最大允许误差怎么计算(一级注册计量师——学习笔记之案例分析之计量标准)
PS:内容都是经过个人学习而做的笔记。如有错误的地方,恳请帮忙指正!计量标准计量标准的作用及建立条件计量标准处于国家计量检定系统表的中间环节,起着承上启下的作用将计量基准所复现的单位量值,通过检定逐级传...
...4℃;C、±4.25℃;D、±0.35℃。3.有一压力测点,如被测量最大压力为10MPa,则所选压力表的量程应为(A)。 A、16MPa;B、10MPa;C、25Mpa;D、20MPa。4.被测量为脉动
...4℃;C、±4.25℃;D、±0.35℃。3.有一压力测点,如被测量最大压力为10MPa,则所选压力表的量程应为(A)。 A、16MPa;B、10MPa;C、25Mpa;D、20MPa。4.被测量为脉动