更换编码器后如何回原点(FANUC 机器人-零点复位)
Posted
篇首语:夏天就不会生长,春天不播种。秋天就不能收割,冬天就不能品尝。本文由小常识网(cha138.com)小编为大家整理,主要介绍了更换编码器后如何回原点(FANUC 机器人-零点复位)相关的知识,希望对你有一定的参考价值。
更换编码器后如何回原点(FANUC 机器人-零点复位)
1、为什么要零点复位(Mastering)
零点复归机器人时需要将机器人的机械信息与位置信息同步,来定义机器人的物理位置。必须正确操作机器人来进行零点复归。通常在机器人从FANUC Robotics 出厂之前已经进行了零点复归。但是,机器人还是有可能丢失掉原点数据,需要重新进行零点复归。机器人通过闭环伺服系统来控制机器人各运动轴。控制器输出控制命令来驱动每一个马达。而马达上装配的称为串行脉冲编码器的反馈装置将把信号反馈给控制器。在机器人操作过程中,控制器不断的分析反馈信号,修改命令信号,从而在整个过程中一直保持正确的位置和速度。控制器必须“知晓”每个轴的位置,以使机器人能够准确地按原定位置移动。控制器通过比较操作过程中读取的串行脉冲编码器的信号与机器人上已知的机械参考点信号的不同来达到这一目的。零点复归过程就是读取已知的机械参考点的串行脉冲编码器信号的过程。这样的零点复归数据与其他用户数据一起保存在控制器备份中,并在未连接电源时由电池能源保持数据。当控制器在正常条件下关闭电源时,每个串行脉冲编码器的当前数据将保持在脉冲编码器中,由机器人上的后备电池提供能源(对P 系列机器人来说,后备电池可能位于控制器上)。当控制器重新上电时,控制器将请求从脉冲编码器读取数据。当控制器收到脉冲编码器的读取数据时,伺服系统才可以正确操作。这一过程可以称为校准过程。校准在每次控制器开启时自动进行。
如果控制器未连接电源时断开了脉冲编码器的后备电池,则上电时校准操作将失败,机器人唯一可能做的动作只有关节模式的手动操作。要还原正确的操作,必须对机器人进行重新零点复归与校准。Mastering 和使用绝对值脉冲编码器(APC)的机器人各轴的角度有关,通常情况下,为了获得在零度位置的脉冲记数,需要做Mastering。因为 Mastering 的数据出厂时就设置好了,所以,在正常情况下,没有必要做Masteing,但是只要发生以下情况之一,就必须执行 Mastering。
(1)机器人执行一个初始化启动或 CMOS 的备份电池的电压下降导致Mastering 数据丢失
(2)APC 的备份电池的电压下降导致APC 脉冲记数丢失。
(3)机器人的机械部分因为撞击导致脉冲记数不能指示轴的角度。
警告:如果校准操作失败,则该轴的软件移动限制将被忽略,并允许机器人超正常的移动。所以在未校准的条件下移动机器人需要特别小心,否则将可能造成人身伤害或者设备损坏。
注意:机器人的数据包括Mastering 数据和脉冲编码器的数据,分别由各自的电池保持。如果电池没电,数据将会丢失。为了防止这种情况发生,两种电池都要定期更换,当电池电压不足,将有报警“BLAL”提醒用户。
!看到 SRVO-062 BZAL 或者SRVO-038 脉冲不匹配警报。
!如有必要,为机器人换上四节新的 1.5V D 型碱性电池。请注意电池盒上的箭头方向,以正确方向安装电池。
2、Mastering 的方式
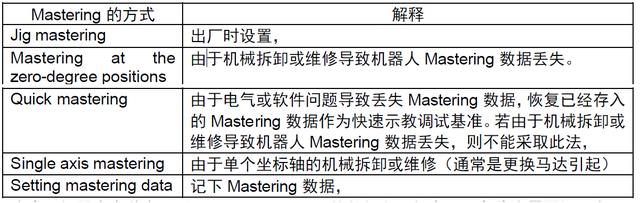
注意:机器人安装完以后,Quick mastering 的数据必须保存,以备将来需要设置之用。
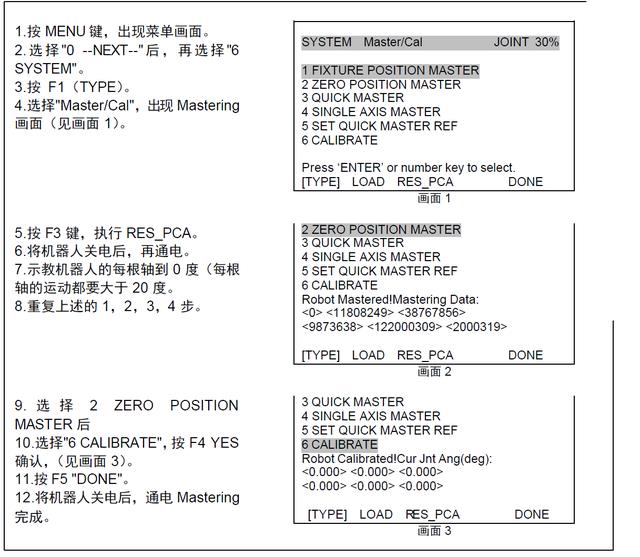
3、0 度位置Mastering
机器人的所有轴都在 0 度时,执行0 度位置Mastering。
机器人的每根轴都有一个 0 度标记,使用这些标记作为参考,手动示教机器人的各个轴到0 度位置。由于 0 度位置Mastering 有赖于人眼的对正,所以没有其他方法准确,所以0 度位置Mastering 是一种应急方法。
条件:系统变量$MASTER_ENB 的值必须由0 设置成1 或2。如果已经为1 或2,则无须更改(进入系统变量画面的步骤:MENU? SYSTEM? F1(TYPE) ? Variable),具体设置如下:
4、单轴 Mastering
当机器人的一些轴(不是全部轴)由于脉冲编码器的电压下降或者是更换脉冲编码器(马达)时,需要做单轴Mastering。具体设置如下:
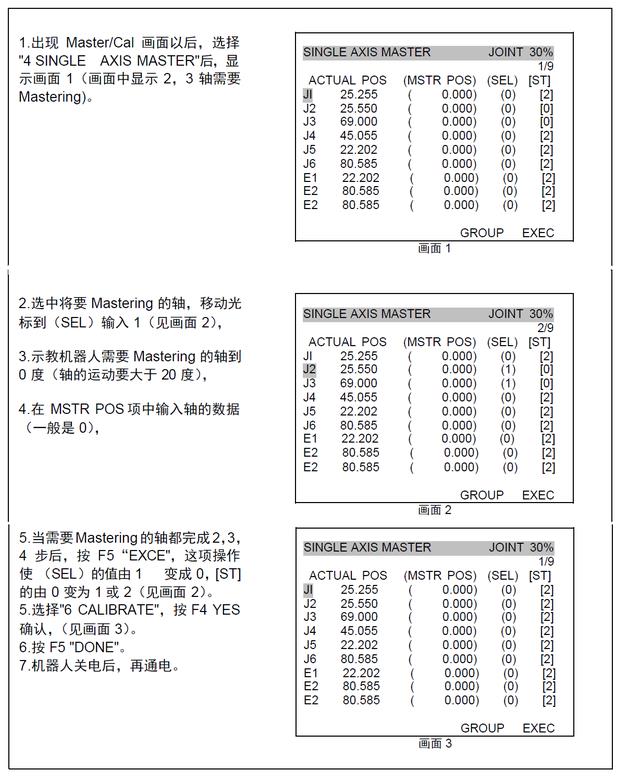
5、单轴Mastering 设置

相关参考
三菱伺服电机编码器怎么零点调整专伺服电机编码器零点调整只有生产厂家有自己的技术,外人很难知道,这牵扯到核心技术,就算有些人能调,但是肯定不准。而且需要专门的仪器配合调整。徒手调整是装不好一个绝对编码器...
数控机床前进就报警(这些最常见的FANUC机床报警问题解决办法,作为数控人一定要知道)
...检查伺服驱动器控制侧板,更换控制侧板;3、更换脉冲编码器。Fanuc机床报警:SV0306,APC报警—溢出报警1、确认参数No.2084、No.2085是否正常;2、更换脉冲编码器。Fanuc机床报警:SV0307,APC报警—轴移动超差报警
激光切割机限位报警怎么解决(CNC机床回不了参考点故障排除)
...概述数控机床回参考点时根据检测元件的不同分绝对脉冲编码器方式和增量脉冲编码器方式两种,使用绝对脉冲编码器作为反馈元件的系统,在机床安装调试后,正常使用过程中,只要绝对脉冲编码器的后备电池有效,此后的每...
激光切割机限位报警怎么解决(CNC机床回不了参考点故障排除)
...概述数控机床回参考点时根据检测元件的不同分绝对脉冲编码器方式和增量脉冲编码器方式两种,使用绝对脉冲编码器作为反馈元件的系统,在机床安装调试后,正常使用过程中,只要绝对脉冲编码器的后备电池有效,此后的每...
现代数控机床一般都采用增量式旋转编码器或增量式光栅尺作为位置反馈元件。因而,机床在每次开机之后都必须首先寻找参考点,以确定机床的坐标原点。寻找参考点主要与零点开关、编码器或者光栅尺的零点脉冲有关。回参...
数控车床正负方向(法那科数控系统,加工中心,车床零点丢失,设置原点处理方法维护)
法那科数控系统机床原点丢失后。机床在开电时,在当前位置,就被确认为零点位置。同时报警,正向软限位报警。这时,就要重新设置原点。把机床打到MDI手动编辑模式→把写参数改为1→关电→找正软限位参数1320→先把这个...
无心磨床进给丝杆间隙怎么调(法那科数控系统,加工中心,车床零点丢失,设置原点处理方法维护)
法那科数控系统机床原点丢失后。机床在开电时,在当前位置,就被确认为零点位置。同时报警,正向软限位报警。这时,就要重新设置原点。把机床打到MDI手动编辑模式→把写参数改为1→关电→找正软限位参数1320→先把这个...
数控车床的换刀点在哪里(法那科数控系统,加工中心,车床零点丢失,设置原点处理方法维护)
法那科数控系统机床原点丢失后。机床在开电时,在当前位置,就被确认为零点位置。同时报警,正向软限位报警。这时,就要重新设置原点。把机床打到MDI手动编辑模式→把写参数改为1→关电→找正软限位参数1320→先把这个...
...可领取138G伺服与机器人专属及电控资料!三菱伺服电机编码器怎么零点调整专伺服电机编码器零点调整只有生产厂家有自己的技术,外人很难知道,这牵扯到核心技术,就算有些人能调,但是肯定不准。而且需要专门的仪器配...
数控g54什么意思(数控编程:零点偏置G54 一 G59 指令)
...点偏置是数控系统的一种特性,即允许把数控测量系统的原点在相对机床基准的规定范围内移动,而永久原点的位置被存贮在数控系统中。因此,当不用G92指令设定工件坐标系时可以用G54一G59指令设定六个工件坐标系即通过设定...