曲轴锻造加热炉(四缸曲轴模具堆焊翻新后寿命提升的研究应用)
Posted
篇首语:恢弘志士之气,不宜妄自菲薄。本文由小常识网(cha138.com)小编为大家整理,主要介绍了曲轴锻造加热炉(四缸曲轴模具堆焊翻新后寿命提升的研究应用)相关的知识,希望对你有一定的参考价值。
曲轴锻造加热炉(四缸曲轴模具堆焊翻新后寿命提升的研究应用)
曲轴锻造模具型腔较为复杂,特别是平衡块不规整有凸起的模具,金属充满型腔的能力越差,容易出现曲柄圆角充不满等产品缺陷,锤锻模为安全起见硬度不敢太高,太高模具容易打裂,模具硬度太低又极易造成平衡块歪斜,给正常的生产带来了严重影响,本文将从模具堆焊翻新方面进行研究,提高模具寿命,降低锻打过程中修磨和模具打裂的风险。
我厂生产用的一种四缸曲轴锻模(图1,受产品结构影响,锻模寿命一直较低。模具的平衡块不平滑,有一个较大的拐角,坯料沿箭头方向的流动受到阻碍,坯料充满型腔的能力较低,特别是在平衡块根部圆角位置极易出现充不满的现象,如图2所示。第一连杆颈开档和第二连杆颈开档之间成“()”状,如图3所示,锻打过程中坯料沿轴线方向流动,弧状凸起的方向会有非常大的冲击力,极易造成开档位置歪斜(图4)。
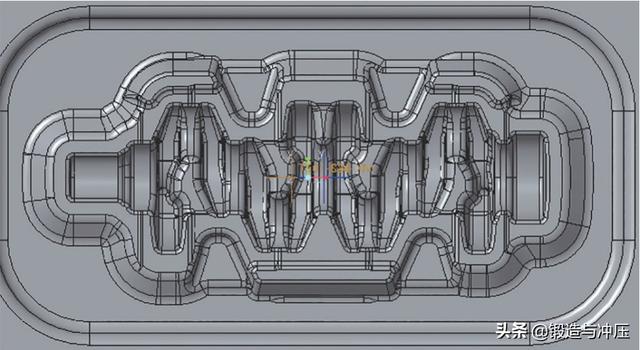
图1 我厂一种四缸曲轴锻模
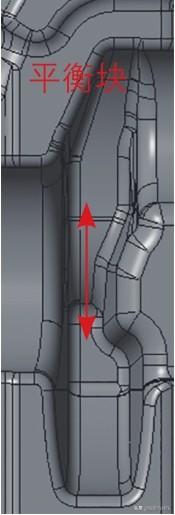
图2 平衡块充不满
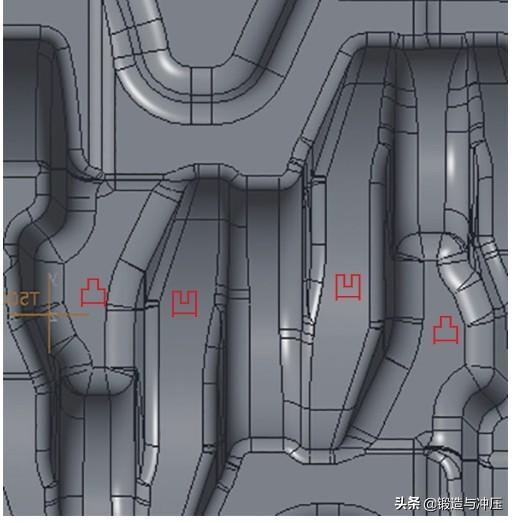
图3 第一连杆颈开档和第二连杆颈开档之间成双括号状
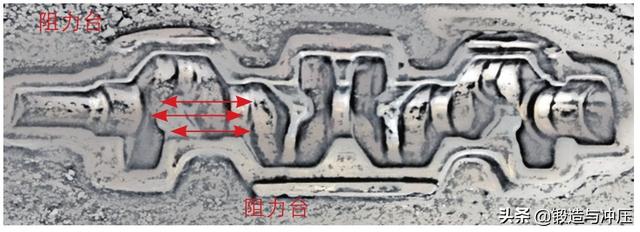
图4 锻打过程中有非常大的冲击力,造成开档位置歪斜
为了提高材料利用率,提升金属充满型腔的能力,在模具上增加了5个阻力台,阻力台阻挡多余金属向毛边仓位置流动,多余金属被迫沿轴向流动,从而又增加了将开档胀坏的风险。多批次生产中都出现过四个开档位置打塌,轻则多次修磨,重则打歪卡模,被迫更换模具,模具翻新成本远高于产品销售利润。
锤锻模工作过程中要受到连续的巨大的冲击力,这就需要模具内部有较高的韧性,表面有较高的强度和耐磨性,为提高模具寿命我们选择某品牌CN637R、CN647R进行试验,此焊丝具有韧性好、红硬性好、耐疲劳的优点,与5CrNiMo锻模材料熔合较好。5CrNiMo成分如表1所示。
试验流程
⑴将模具型腔气刨干净,打磨平滑,不得有裂纹、尖角、倒钩出现。
⑵着色探伤。用着色剂喷涂打磨好的模具型腔,用显影液显影(图5),对模具型腔进行仔细检查,如有裂纹,及时清除。
⑶用三维扫描仪对探伤完毕的模具进行扫描,生成三维模型,对比模具三维造型,生成焊接路径程序,手工进行更改优化。
⑷将模具入电炉预热,预热温度450℃,达到温度后保温,保温时间根据模具厚度30mm/h计算,此次试验模具厚度为450mm,保温15h。
⑸模具堆焊开始时用保温棉将模具四周包裹好,调整好自动焊接设备,编制好堆焊路径程序,在型腔底部1/3的位置使用某品牌637R焊丝打底、上面2/3的位置某品牌647R盖面,焊接过程中电流电压分别控制在600A、34V左右,送丝速度4(ipm×100),逐层堆焊,每焊接完一层,停机,用风镐敲击,清除焊渣,仔细检查焊接质量,如有缺陷,刨掉重新堆焊,焊接过程中要时刻关注模具温度变化,模具温度低于350℃要停止堆焊重新入炉加热,焊接完成后检查焊接尺寸,保障有足够的加工余量。
⑹回火。模具焊接完成后立即进行保温,保温温度450℃,保温时间6h,缓冷至室温后进行第一次回火。
第一次回火,回火温度为580℃,保温时间按模具厚度每25mm/h计算,此次试验模具厚450mm,保温18h。随后进行缓冷,缓冷到150℃左右进行二次回火。
第二次回火温度时间同一次回火,回火完后缓冷,随炉缓冷到200℃以下打开炉门冷却,100℃以下出炉冷却直至室温。

图5 着色剂喷涂打磨好的模具型腔,用显影液显影
表1 5CrNiMo材料成分表(%)

然后进行打硬度,在模具工作部位选一个平面,用砂轮机打磨光滑,用锤击式硬度检测装置检测模具硬度(图6),本套试验模具回火后上模硬度为3.06~3.09dB,下模硬度为3.09~3.11dB,符合图纸设计要求。

图6 锤击式硬度检测装置检测模具硬度
⑺模具加工。加工时先进行粗铣,刀具选用φ25mm、φ16mm圆鼻刀,随后进行半精加工,刀具选用5度R5mm白钢刀,最后进行精加工,刀具选用合金球头铣刀。精铣完后进行抛光打磨,保证模具型腔光滑,无倒钩。加工后的模具如图7所示。

图7 加工后模具型腔光滑,无倒钩
⑻生产验证。对加工完的四缸曲轴进行生产试验。累计锻打1400件,模具型腔歪斜较轻(图8),局部有轻微裂纹(图9)。气刨后发现连杆颈裂纹深度小于2mm,对整个模具寿命影响较小,再次翻新时可将裂纹去除干净。

图8 模具型腔歪斜对比

图9 连杆颈位置有轻微裂纹
结论
以往此套模具锻打200件就会出现主轴颈轴肩打塌,平衡块开档打歪,平均一个班需要磨修2~3次,严重影响生产效率,最终也只能锻打500~800件,通过此次焊接材料的更换,模具寿命提升明显,本批共生产1400件,达到历史最好水平,由此可见选择适合模具基体和生产实际的焊材对提高模具寿命有非常大的作用,焊材的选用必须和模具钢本身有较好的熔合性,回火过程中组织的转变必须和基体保持一致,此项试验的成功对其他曲轴类锻模寿命提升有一定的参考意义。
相关参考