曲轴动平衡原理(烧脑的曲轴,加工制造技术)
Posted
篇首语:没有完美的个人,只有完美的团队!本文由小常识网(cha138.com)小编为大家整理,主要介绍了曲轴动平衡原理(烧脑的曲轴,加工制造技术)相关的知识,希望对你有一定的参考价值。
曲轴动平衡原理(烧脑的曲轴,加工制造技术)
曲轴是汽车发动机的关键部件之一,其性能好坏直接影响汽车的寿命。曲轴工作时承受着大负荷和不断变化的弯矩及扭矩作用,常见的失效形式为弯曲疲劳断裂及轴颈磨损,因此要求曲轴材质具有较高的刚性和疲劳强度以及良好的耐磨性能。
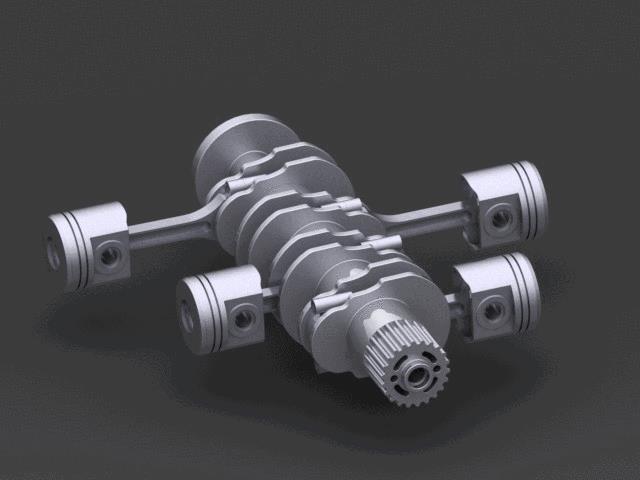
曲轴的工作原理:
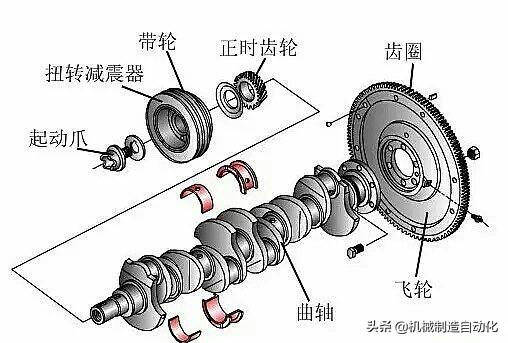
曲轴是发动机中最典型、最重要的零件之一,其功用是将活塞连杆传递来的气体压力转变为转矩,作为动力而输出做功,驱动器他工作机构,并带动内燃机辅助装备工作。
发动机主要受力零件曲轴其疲劳破坏最常见的是金属疲劳破坏,即弯曲疲劳破坏和扭转疲劳破坏,前者的发生概率大于后者。弯曲疲劳裂纹首先产生在连杆轴颈(曲柄销)或主轴颈圆角处,然后向曲柄臂发展。扭转疲劳裂纹产生于加工不良的油孔或圆角处,然后向与轴线成 方向发展。金属疲劳破坏是由于随时间周期性变化的变应力作用的结果。曲轴破坏的统计分析表明,80%左右是弯曲疲劳产生的。
曲轴制造工艺:
目前车用发动机曲轴材质有球墨铸铁和钢两类。由于球墨铸铁的切削性能良好,可获得较理想的结构形状,并且和钢质曲轴一样可以进行各种热处理和表面强化处理来提高曲轴的抗疲劳强度、硬度和耐磨性。球墨铸铁曲轴成本只有调质钢曲轴成本的 1/3 左右,所以球墨铸铁曲轴在国内外得到了广泛应用。统计资料表明,车用发动机曲轴采用球墨铸铁材质的比例在美国为 90%,英国为 85%,日本为 60%,此外,德国、比利时等国家也已经大批量采用。国内采用球墨铸铁曲轴的趋势则更加明显,中小型功率柴油机曲轴 85%以上采用球墨铸铁,功率在160kW 以上的发动机曲轴多采用锻钢曲轴。
曲轴制造技术:
1、球墨铸铁曲轴毛坯铸造技术
球墨铸铁曲轴的生产继 QT800-2、QT900-2 等几种牌号后,广西玉柴等经过攻关已能稳定生产 QT800-6 牌号的曲轴,为曲轴“以铁代钢”奠定了基础。
(1) 熔炼
高温低硫纯净铁水的获得是生产高质量球墨铸铁的关键。国内主要是以冲天炉为主的生产设备,铁水未进行预脱硫处理;其次是高纯生铁少、焦炭质量差。
目前已采用双联外加预脱硫的熔炼方法,采用冲天炉熔化铁水,经炉外脱硫,然后在感应电炉中升温并调整成分。目前,在国内铁水成分的检测已普遍采用真空直读光谱仪来进行。
(2) 造型
气流冲击造型工艺明显优于粘土砂型工艺,可获得高精度的曲轴铸件,该工艺制作的砂型具有无反弹变形量等特点,这对于多拐曲轴尤为重要。目前,国内已有一些曲轴生产厂家从德国、意大利、西班牙等国引进气流冲击造型工艺,不过,引进整条生产线的只有极少数厂家,如文登天润曲轴有限公司引进了德国KW 铸造生产线。
2、钢曲轴毛坯的锻造技术
近几年来,国内已引进了一批先进的锻造设备,但由于数量少,加之模具制造技术和其他一些设施跟不上,使一部分先进设备未发挥应有的作用。从总体上来讲,需改造和更新的陈旧的普通锻造设备多,同时,落后的工艺和设备仍占据主导地位,先进技术有所应用但还不普遍。
3、机械加工技术
目前国内曲轴生产线多数由普通机床和专用机床组成,生产效率和自动化程度相对较低。粗加工设备多采用多刀车床车削曲轴主轴颈及拐颈,工序的质量稳定性差,容易产生较大的内应力,难以达到合理的加工余量。一般精加工采用MQ8260 等曲轴磨床粗磨-半精磨-精磨-抛光,通常靠手工操作,加工质量不稳定。
随着贸易全球化的到来,各厂家已意识到了形势的严峻性,纷纷进行技术改造,全力提升企业的竞争力,近年来引进了许多先进设备和技术,进展速度很快。就目前状况来讲,这些设备和技术基本依赖进口。
4、热处理和表面强化处理技术
曲轴的热处理关键技术是表面强化处理。球墨铸铁曲轴一般均采用正火处理,为表面处理做好组织准备,表面强化处理一般采用感应淬火或氮化工艺。锻钢曲轴则采用轴颈与圆角淬火工艺。引进的设备有 AEG 全自动曲轴淬火机床、EMA 淬火机床等。
据国外资料介绍,球墨铸铁曲轴采用圆角滚压工艺与离子氮化结合使用进行复合强化,可使整条曲轴的抗疲劳强度提高 130%以上。国内部分厂家近几年也进行了这方面的实践,取得了良好的效果。
曲轴圆角滚压加工方面,德国赫根塞特(HEGENSCHEIDT-MFDAUTOMATIC)生产的机床应用了变压力滚压和矫正专利技术,是比较好的圆角滚压设备,但价格昂贵。目前国内在这方面的研究也有了一定的成果,东风汽车有限公司工艺研究所的“曲轴圆角滚压强化与滚压校直技术研究开发及应用”解决了国内企业化巨资引进国外技术的问题,该课题获得了原国家机械工业局科技进步二等奖。
曲轴制造技术的发展趋势
1、铸造技术
(1)熔炼
对于高牌号铸铁的熔化,将采用大容量中频炉进行熔炼或变频中频炉熔炼,并采用直读光谱仪检测铁水成分。球墨铸铁处理采用转包,研制新品种球化剂,采用随流孕育、型内孕育及复合孕育等先进孕育方法。熔化过程的各参数实现微机控制和屏幕显示。
(2)造型
消失模铸造将得到发展和推广。在砂型铸造中,无箱射压造型和挤压造型将受到重视并继续在新建厂或改建厂中推广应用。原有的高压造型线将继续使用,其中部分关键元件将得到改进,实现自动组芯和下芯。
2、锻造技术
以热模锻压力机、电液锤为主机的自动线是锻造曲轴生产的发展方向,这些生产线将普遍采用精密剪切下料、辊锻(楔横轧)制坯、中频感应加热等。
3、机械加工技术
曲轴粗加工将广泛采用数控车床、数控内铣床、数控车拉床等先进设备对主轴颈、连杆轴颈进行数控车削、内铣削、车-拉削加工,以有效减少曲轴加工的变形量。曲轴精加工将广泛采用 CNC 控制的曲轴磨床对其轴颈进行精磨加工。
此种磨床将配备砂轮自动动平衡装置、中心架自动跟踪装置、自动测量、自动补偿装置、砂轮自动修整、恒线速度等功能要求,以保证磨削质量的稳定。高精设备依赖进口的现状,估计短期内不会改变。
4、热处理技术和表面强化技术
(1)曲轴中频感应淬火
曲轴中频感应淬火将采用微机监控闭环中频感应加热装置,具有效率高、质量稳定、运行可控等特点。
(2)曲轴软氮化
对于大批量生产的曲轴来说,为了提高产品质量,今后将采用微机控制的氮基气氛气体软氮化生产线。氮基气氛气体软氮化生产线由前清洗机(清洗干燥)、预热炉、软氮化炉、冷却油槽、后清洗机(清洗干燥)、控制系统及制气配气等系统组成。
(3)曲轴表面强化技术
球墨铸铁曲轴圆角滚压强化将广泛应用于曲轴加工中,另外,圆角滚压强化加轴颈表面淬火等复合强化工艺也将大量应用于曲轴加工中,锻钢曲轴强化方式将会更多地采用轴颈加圆角淬火处理。
曲轴断裂的主要原因:
(1)机油长期使用变质;严重的超载、超挂,造成发动机长期超负荷运行而出现烧瓦事故。由于发动机烧瓦,曲轴受到严重磨损。
(2)发动机修好后,装车没经过磨合期,即超载超挂,发动机长期超负荷运行,使曲轴负荷超出容许的极限。
(3)在曲轴的修理中采用了堆焊,破坏了曲轴的动力平衡,又没有做平衡校验,不平衡量超标,引起发动机较大的振动,导致曲轴的断裂。
(4)由于路况不佳,车辆又严重超载超挂,发动机经常在扭振临界转速内行,减振器失效,也会造成曲轴扭转振动疲劳破坏而断裂。
曲轴的维修注意事项:
(1)在曲轴修理过程中,应仔细检查曲轴有无裂纹、弯曲、扭曲等缺陷,和主轴瓦与连杆轴瓦的磨损情况,保证主轴颈与主轴瓦、连杆轴颈与连杆轴瓦之间的配合间隙在允许范围之内。
(2)曲轴裂纹多发生在曲柄臂与轴颈之间的过渡圆角处,以及轴颈中的油孔处。
(3)维修装复曲轴时应保证飞轮的运转平衡。
(4)内燃机发生了烧瓦、捣缸等重大事故后,要对曲轴进行全面的检修。
相关参考
平衡机方案(「华科智创平衡机」曲轴动平衡机机械系统的设计与调试)
在现代化的设计当中,发动机当中的曲轴转速需要不断地提升以此来满足对发动机的需求。但是在进行整体加工的过程当中,会由于外界因素而造成中心偏离的现象,从而使得工作当中产生巨大的震动现象,最终在转速提升的情...
曲轴是引擎的主要旋转机件,装上连杆后,可承接连杆的上下(往复)运动变成循环(旋转)运动。它是发动机上的一个重要的机件,其材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈(还有其他)。主轴颈被...
曲轴是引擎的主要旋转机件,装上连杆后,可承接连杆的上下(往复)运动变成循环(旋转)运动。它是发动机上的一个重要的机件,其材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈(还有其他)。主轴颈被...
曲轴淬火设备(一文解决曲轴圆角开档磨削烧伤及裂纹问题,看仔细了吗?)
产品介绍柴油机曲轴(见图1),其连杆颈的主要技术特征及指标如下:①曲轴材料为AISI4145H钢。②连杆颈轴颈、圆根及开档凸台均采用中频感应淬火处理。轴颈淬火深度≥5~8mm、圆根及开档凸台淬火深度2~4mm,硬化层表面硬度...
...止回阀、安全阀、稳压器、润滑系统等组成。01动力端(1)曲轴曲轴为此泵中关键部件之一。采用曲拐轴整体型式,它将完成由旋转运动变为往复直线运动的关键一步,为了使其平衡,各曲轴柄销与中心成120°。(2)连杆连杆将柱塞...
曲轴工艺流程精加工工艺流程(「汽车关键零部件制造」角度头在精镗气缸体曲轴孔上的应用)
...制成为一种趋势。某厂针对柴油机主要自制件之一气缸体曲轴孔精加工工艺准备周期长、工装复杂、成本高的难点,突破常规采用专机进行线镗排加工的工艺,采用角度头在加工中心上完成加工,对提高工装柔性,缩短制造周期...
...止回阀、安全阀、稳压器、润滑系统等组成。01动力端(1)曲轴曲轴为此泵中关键部件之一。采用曲拐轴整体型式,它将完成由旋转运动变为往复直线运动的关键一步,为了使其平衡,各曲轴柄销与中心成120°。(2)连杆连杆将柱塞...
...止回阀、安全阀、稳压器、润滑系统等组成。01动力端(1)曲轴曲轴为此泵中关键部件之一。采用曲拐轴整体型式,它将完成由旋转运动变为往复直线运动的关键一步,为了使其平衡,各曲轴柄销与中心成120°。(2)连杆连杆将柱塞...
...、止回阀、安全阀、稳压器、润滑系统等组成。动力端(1)曲轴曲轴为此泵中关键部件之一。采用曲拐轴整体型式,它将完成由旋转运动变为往复直线运动的关键一步,为了使其平衡,各曲轴柄销与中心成120°。(2)连杆连杆将柱塞...
...止回阀、安全阀、稳压器、润滑系统等组成。01动力端(1)曲轴曲轴为此泵中关键部件之一。采用曲拐轴整体型式,它将完成由旋转运动变为往复直线运动的关键一步,为了使其平衡,各曲轴柄销与中心成120°。(2)连杆连杆将柱塞...