曲轴修复(分享:堆焊修复风机传动轴断裂失效的原因)
Posted
篇首语:针越用越明,脑越用越灵。本文由小常识网(cha138.com)小编为大家整理,主要介绍了曲轴修复(分享:堆焊修复风机传动轴断裂失效的原因)相关的知识,希望对你有一定的参考价值。
曲轴修复(分享:堆焊修复风机传动轴断裂失效的原因)
摘 要:经长期运行后,某风机传动轴轴颈与套筒之间磨损严重,轴颈表面经堆焊修复后继续使 用,但不久出现断裂。通过宏观观察、化学成分分析、拉伸试验、硬度试验、显微组织观察和断口分 析等方法查找风机轴断裂的原因。结果表明:风机轴发生了低循环(高应力)下的多源疲劳断裂,在 断口边缘棘轮台阶处可见大量轮胎状压痕,经修复的风机轴轴肩表层显微组织和硬度出现异常,变 径处未加工的焊道焊趾加剧了轴肩的应力集中,在交变载荷作用下,键槽和焊道焊趾成为疲劳裂纹 源,在工作载荷作用下快速扩展直至风机轴发生断裂。
关键词:堆焊;风机传动轴;多源疲劳断裂;轮胎状压痕
中图分类号:TG142 文献标志码:B 文章编号:1001-4012(2021)11-0040-05
轴杆是机械产品中最重要的零件之一,工作条 件复杂,失效事故时有发生,失效形式也不尽相同, 加工、热处理、表面处理、装配、维修等环节出现问题 均可造成轴杆的早期失效[1-6],而突发性失效事件将 对企业造成重大的经济损失,并对人身安全构成严 重威胁。
增厚堆焊是通过熔敷一定厚度的金属,修复机 械设备工作表面磨损部分和金属表面残缺部分的一 种方法[7]。堆焊常被用于轴类零部件的表面增厚处 理,但涉及焊材选取、焊接电流、加热方式以及焊后 机械加工等环节,因此堆焊件经常发生不同形式的 失效问题。
国内某汽车厂在用的 MITSUYA风机,因长期 运行使用,该风机传动轴(简称风机轴)轴颈与套筒 之间出现严重磨损,无法满足配合需求而会发生相 互滑动,经表面堆焊修复继续使用几天后,风机轴出 现早期断裂,其堆焊焊接工艺不详。风机轴材料牌 号为S45C,制造与热处理工艺不明,风机轴出厂时 间超过10a,材料参数参考JISG4051-1979《机械 结构用碳素钢材》。经宏观观察初步判断断裂为多 源疲劳断裂,为进一步确认失效原因,对断裂风机轴 进行了宏观观察、化学成分分析、拉伸试验、硬度测 试、显微组织观察和断口分析。
1 理化检验
1.1 宏观观察
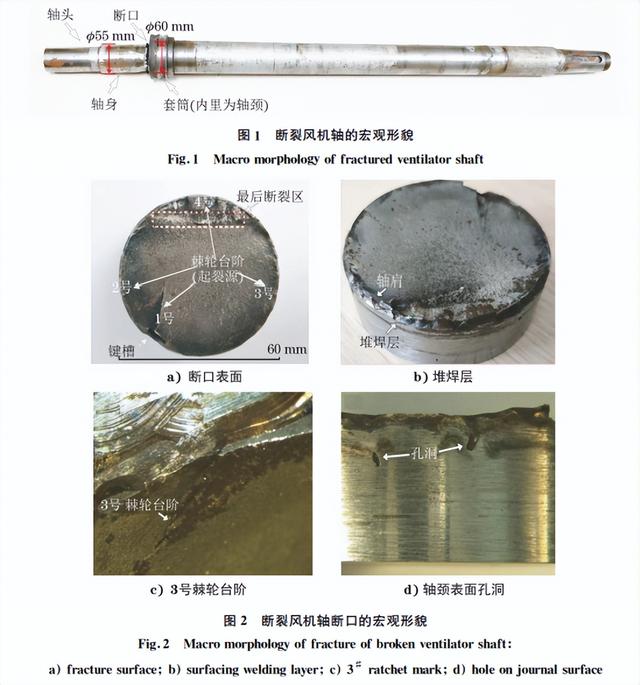
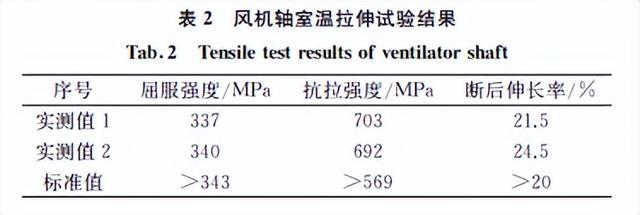
风机轴断口位于轴颈与轴身的变径位置(轴 肩位置),断裂风机轴的宏观形貌见图1。经测量, 风机轴轴身和轴颈直径分别为55mm 和60mm, 风机轴长度约为1100mm,取出轴颈套筒后发现 横跨 轴 颈 与 轴 身 的 键 槽 尺 寸 约 为 25 mm× 8mm×4mm。对轴颈侧断口进行观察发现,断口 表面无宏观塑性变形,断口表面齐平、光滑,沿断 口边缘分布有1号、2号、3号、4号共4个断裂棘 轮台阶,1号台阶起源于轴肩和键槽的交错位置, 图2a)方框处为最后断裂区。断口边缘可见由轴 颈表面向轴肩延伸的堆焊层,断口边缘沿堆焊焊 趾起伏分布,轴肩凹凸不平,根部未见圆角过渡, 见图2b)。采用体视显微镜观察断口,可见2号、3 号、4号共4个断裂棘轮台阶均起源于轴颈堆焊焊 趾位置,其中3号棘轮台阶可见沿焊趾向轴心方 向扩展的裂纹,见图2c)。轴颈外表面存在大量孔 洞缺陷,见图2d)。
1.2 化学成分分析
按照 GB/T4336-2016《碳素钢和中低合金 钢 多元素含量的测定 火花放电原子发射光谱法 (常规法)》,对风机轴的化学成分进行分析,检测结 果均符合JISG4051-1979中对S45C钢的成分要 求,检测结果见表1。

1.3 拉伸试验
在风机轴半径的1/2处截取两个纵向拉伸试 样,按照GB/T228.1-2010《金属材料 拉伸试验 第 1部分:室温试验方法》进行室温拉伸试验,试验结 果见表2。参考标准JISG4051-1979对S45C钢 正火态的力学性能要求,可见风机轴的屈服强度低 于标准要求的下限值,抗拉强度(Rm)和断后伸长率 (A)均符合标准要求。
1.4 显微组织观察
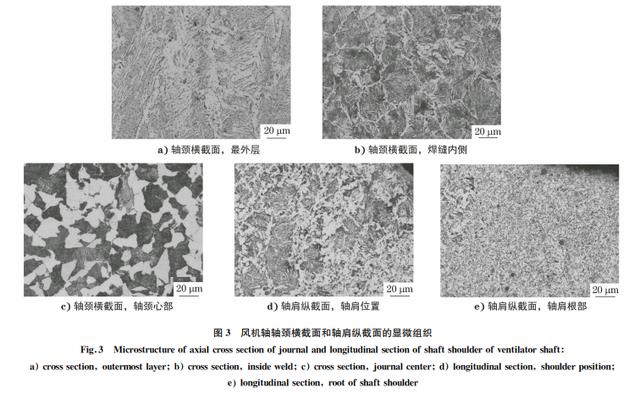
在轴颈位置截取横截面试样,在轴肩位置截 取纵截面试样,经4%(质量分数)硝酸酒精浸蚀 后,依据 GB/T13298-2015《金属显微组织检验 方法》,进行显微组织观察。图3为风机轴轴颈横 截面和轴肩纵截面的显微组织。经轴颈外表面堆 焊后,轴颈横截面最外层为网状铁素体+珠光体 的焊缝组织,见图3a)。焊缝内侧可见大量堆焊形 成的过热魏氏组织及淬硬马氏体组织,见图3b)。 轴颈心部为块状铁素体+珠光体组织,珠光体片 层结构清晰,局部严重偏析,见图3c)。观察轴肩 纵截面试样发现,经轴颈外表面堆焊后,轴肩两侧 为两种完全不同的显微组织,轴肩为针状/块状铁 素体+珠光体组织,轴肩根部轴身侧为贝氏体+ 珠光体 组 织,见 图 3d)和 图 3e)。根 据 标 准 JIS G4051-1979的热处理技术要求,轴的正常组织 应为铁素体+珠光体组织。
1.5 硬度试验
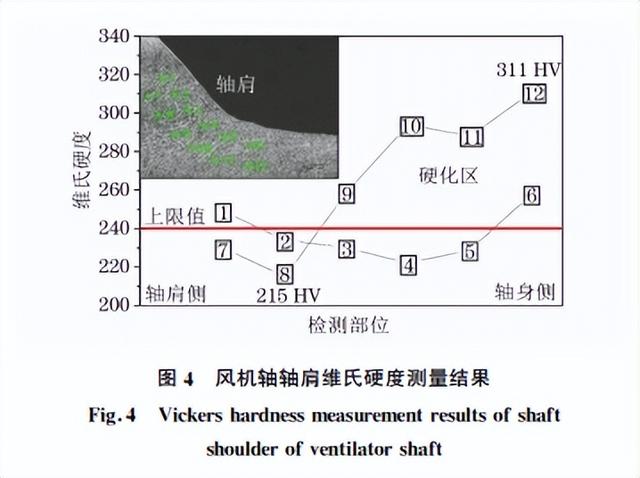
按照GB/T4340.1-2009《金属维氏硬度试验 第1部分:试验方法》,对轴肩纵截面进行维氏硬度 试验,测量结果见图4,左上角插图为检测位置示意 图。由图4可知,在轴肩过渡位置处硬度出现异常 变化,轴肩内层的硬度变化更加明显,靠近轴身侧硬 度明显偏高(300HV),较轴肩变径处的硬度高约 80HV,这超过JISG4051-1979标准要求的上限 值(240HV),为典型的硬化区。
1.6 断口分析
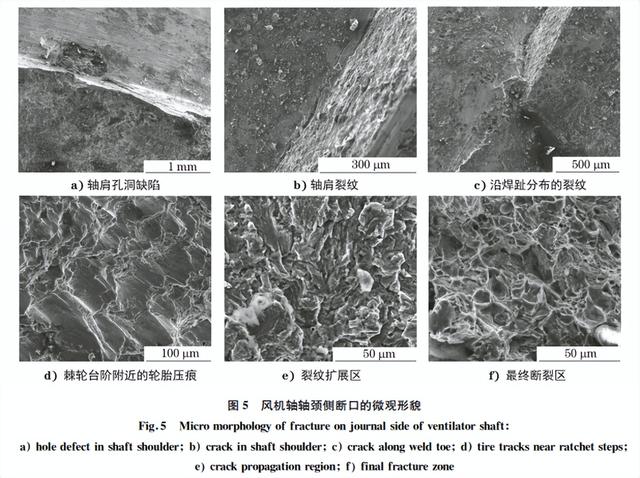
对图2a)所示的轴颈侧断口进行丙酮超声清洗 后,进行扫描电镜进行观察。由图5a)~c)可见,断 口整体较为齐平,断口边缘轴肩位置可见因堆焊后 车削加工造成的孔洞缺陷,轴肩可见沿根部分布的 细小裂纹,断口边缘可见沿堆焊焊趾向心部扩展的 裂纹台阶。由图5d)可见,断口边缘位置有许多棘轮状台阶,棘轮台阶附近可见大量轮胎状压痕,压痕 呈短程、有序分布,这种轮胎压痕表明风机轴发生了 低循环(高应力)疲劳开裂[8]。由图5e)可见,断口 扩展区表面的大量珠光体层片间呈解理形貌,并可 见解理台阶。由图5f)可见,断口最后瞬断区呈典 型的韧窝形貌特征。
2 分析与讨论
断裂风机轴的化学成分符合JISG4051-1979 的技术要求。通过宏观观察可见,轴颈和轴肩外表 面存在堆焊后车削加工造成的孔洞缺陷,断口表面无宏观塑性变形,断口齐平,边缘存在大量的棘轮台 阶,这些棘轮台阶即为断裂的起始点。由拉伸试验 结果可见,风机轴的屈服强度低于JISG4051- 1979对S45C钢(正火态)技术要求的下限值。通过 显微组织观察可见:轴颈横截面由外而内的组织分 别为网状铁素体+珠光体、魏氏组织铁素体、马氏体 组织、铁素体+珠光体组织,心部区域存在严重偏 析;轴肩为针状/块状铁素体+珠光体组织,轴肩根 部轴身侧则为贝氏体+珠光体组织。维氏硬度检测 结果表明,两侧区域测得的硬度存在明显差异。通 过轴颈断口分析可见:风机轴断口边缘处存在多处 棘轮台阶,台阶附近可见大量轮胎压痕,呈现多源的 低循环(高应力)疲劳断裂特征;断口边缘可见沿堆 焊层焊趾向轴心扩展的裂纹。
综上分析,在运行工况下,风机轴承受在皮带轮 预紧力作用下产生的弯曲应力和转动传动时产生的 剪切应力的共同作用,为典型的交变载荷。风机轴 经堆焊及加工维修后,局部焊道焊趾、孔洞缺陷和键 槽位置成为严重应力集中部位。同时,堆焊后轴肩 两侧的显微组织和硬度差异较大,容易在倒角处形 成应力集中,影响轴肩位置的抗疲劳性能。风机轴 轴颈最外层组织为针网状铁素体+珠光体组织,心 部组织严重偏析,进一步减弱了轴颈的抗疲劳性能, 最终在交变载荷作用下,风机轴在以上薄弱位置产 生疲劳裂纹源,并快速扩展直至发生断裂。
3 结论与建议
(1)风机轴轴颈堆焊及加工维修引起的轴肩位 置的显微组织和力学性能异常,在交变载荷作用下, 轴肩位置焊道焊趾、孔洞缺陷和键槽等高应力集中 部位产生疲劳裂纹源,快速扩展最终发生断裂。
(2)基于风机轴的断裂失效原因,针对轴类零 件表面堆焊修复提出以下几点建议:提高焊接质量, 避免轴表面和轴肩位置出现孔洞缺陷;轴肩应采用 圆角进行平缓过渡,避免应力集中;皮带预紧力应合 理设置,避免产生过大弯曲应力。
参考文献:
[1] 孙捷,王丽远,曹新鑫,等.汽车发动机曲轴断裂失效 分析[J].金属热处理,2004,29(12):79-81.
[2] 曹光辉,赵程.大直径齿轮传动轴的断裂失效分析 [J].热加工工艺,2008,37(19):132-134.
[3] 姜涛,刘高远,张卫方.某传动装置主传动轴断裂原因 分析[J].机械强度,2004,26(S1):142-145.
[4] 卢书媛,顾伟,王卫忠,等.汽车转向传动轴断裂原因 分析[J].机械工程材料,2014,38(2):102-104.
[5] 孙军,倪培相,邵诗波,等.48MnV非调质钢曲轴断裂 的原因分析[J].机械工程材料,2016,40(2):107- 110.
[6] 王若民,陈国宏,施鹏,等.鼓风机轴断裂失效分析 [J].金属热处理,2016,41(9):179-181.
[7] 王洪光.实用焊接工艺手册[M].北京:化学工业出版 社,2010.
[8] 钟群鹏,赵子华.断口学[M].北京:高等教育出版社, 2006.
<文章来源 >材料与测试网 > 期刊论文 > 理化检验-物理分册 > 57卷 > 11期 (pp:40-44)>
相关参考
数控耐磨板堆焊机(设备检修:多个图文案例告诉你,运用科学的方法维修传动部位磨损)
...废更换、堆焊机加工、热喷涂、电刷镀、打麻点等。一、修复方法对比◆传统的修复方法:有堆焊、热喷涂、电刷渡等工艺。那些对温度特别敏感的金属零部件,会使零件表面达到很高温度,造成零件变形或产生裂纹,影响零件...
堆焊工艺也是金属表面强化修复方法之一,它是在零件表面熔覆上一层耐磨、耐蚀、耐热等具有特殊性能合金的技术,主要用于零件修复或制造特殊表面性能的新零件,其厚度一般在0.8-15mm之间。目前常用的堆焊工艺方法主要有...
氮化硼刀头(「应用方案」修复轧辊堆焊立方氮化硼刀片CBN刀具)
修复轧辊堆焊立方氮化硼刀片博特CBN刀具应用方案轧辊是轧机的主要消耗工艺件,在轧钢过程中消耗量大,占轧制成本一定比例。轧辊质量对轧机作业率、质量和产量、轧辊消耗影响较大。轧辊修复就是将工作层进行修复,通常...
氮化硼刀具(「应用方案」修复轧辊堆焊立方氮化硼刀片CBN刀具)
修复轧辊堆焊立方氮化硼刀片博特CBN刀具应用方案轧辊是轧机的主要消耗工艺件,在轧钢过程中消耗量大,占轧制成本一定比例。轧辊质量对轧机作业率、质量和产量、轧辊消耗影响较大。轧辊修复就是将工作层进行修复,通常...
...、管道焊接不牢固、操作人员失误等原因。如何带压进行修复呢?汉迪可工业采用带压引流补焊法在线修复,此方法适用于不能使用捻、挤、压焊接方法的工件或压力大、管(罐)壁薄及材料强度高的场合,操作方法先接一段管...
...或缺的堆焊材料。一、模具焊丝是什么模具焊丝一种堆焊修复各种模具的堆焊材料,模具堆焊材料可为低碳马氏体堆焊材料、热作模具钢类堆焊材料、马氏体不锈钢堆焊材料、马氏体时效钢堆焊材料
感谢大家的阅读,欢迎点赞并关注“专注冷焊的小杨”,我会为大家创作出更好的优质作品。铸铁是含碳量大于2.1%的铁碳合金,它是将铸造生铁在炉中重新熔化,并加进铁合金、废钢、回炉铁调整成分而得到。与生铁区别是铸...
润滑系统常见的故障及原因分析(滚珠丝杠传动系统的典型故障分析)
...系统的典型损伤失效模式一般分为表面损伤、严重变形和断裂失效三种。表面损伤失效是指机械设备由于机械零件的表面损伤而不能正常工作或失去精度的现象。主要包括:接触疲劳失效、磨损失效和
润滑系统常见的故障及原因分析(滚珠丝杠传动系统的典型故障分析)
...系统的典型损伤失效模式一般分为表面损伤、严重变形和断裂失效三种。表面损伤失效是指机械设备由于机械零件的表面损伤而不能正常工作或失去精度的现象。主要包括:接触疲劳失效、磨损失效和
水泵叶轮的修复方法有铜丝修补法、气焊修补法、速成钢修补法、环氧树脂修补法、堆焊修补法等等。水泵由于受到水流和泥沙的冲刷、介质的腐蚀等原因,水泵叶轮会渐渐磨损与腐蚀。水泵叶轮表面会形成条痕与沟槽或者是气...